In October, 2017, I made a trip to City Hardwoods in Birmingham Alabama with my good friend Shawn Stone to pick up some rough sawn cherry lumber for an upcoming joint project. The project was a makeup vanity for his wife. Fast forward a month or so, and half way through the project, we finally realized a critical dimension error that was baked into the design. It’s kind of embarrassing to get that far in a project before realizing an error like this but…..crap happens, right. Long story short, we tried everything to modify the design but unfortunately the proportions just didn’t work with anything we tried to do.
So rather than scrap the material we already cut up we decided divide the already completed work into two new projects; a dart board cabinet and probably a children’s desk or maybe with a bit more design work a media console of some kind.
That means all of the video footage we shot for the vanity build is now going to be re-purposed for those two projects. So just keep in mind that the first half of the build will be referencing the original vanity design and about halfway through the build we will switch over to the final design(s).

In the video I said I would have plans for this project but because making this project, editing this style of video, and putting this long of an article together is incredibly time consuming I simply ran out of time to put together a set of plans. Plans take a while to do as well. If there is enough interest in a set of plans I’ll put them together. If you enjoyed this build and would like to show your support for the content I make consider purchasing one of my other project plans I have available. Thank you.
After getting all of the lumber back to my shop I sticker stacked everything and let it rest for a couple of weeks. Letting material rest for a few weeks, or even longer, is recommended whenever possible because it allows the material to acclimate to your shop environment. If you do a good job of sticker stacking it before it rests you are less likely to have the material warp, cup, bow, or twist before you use it.
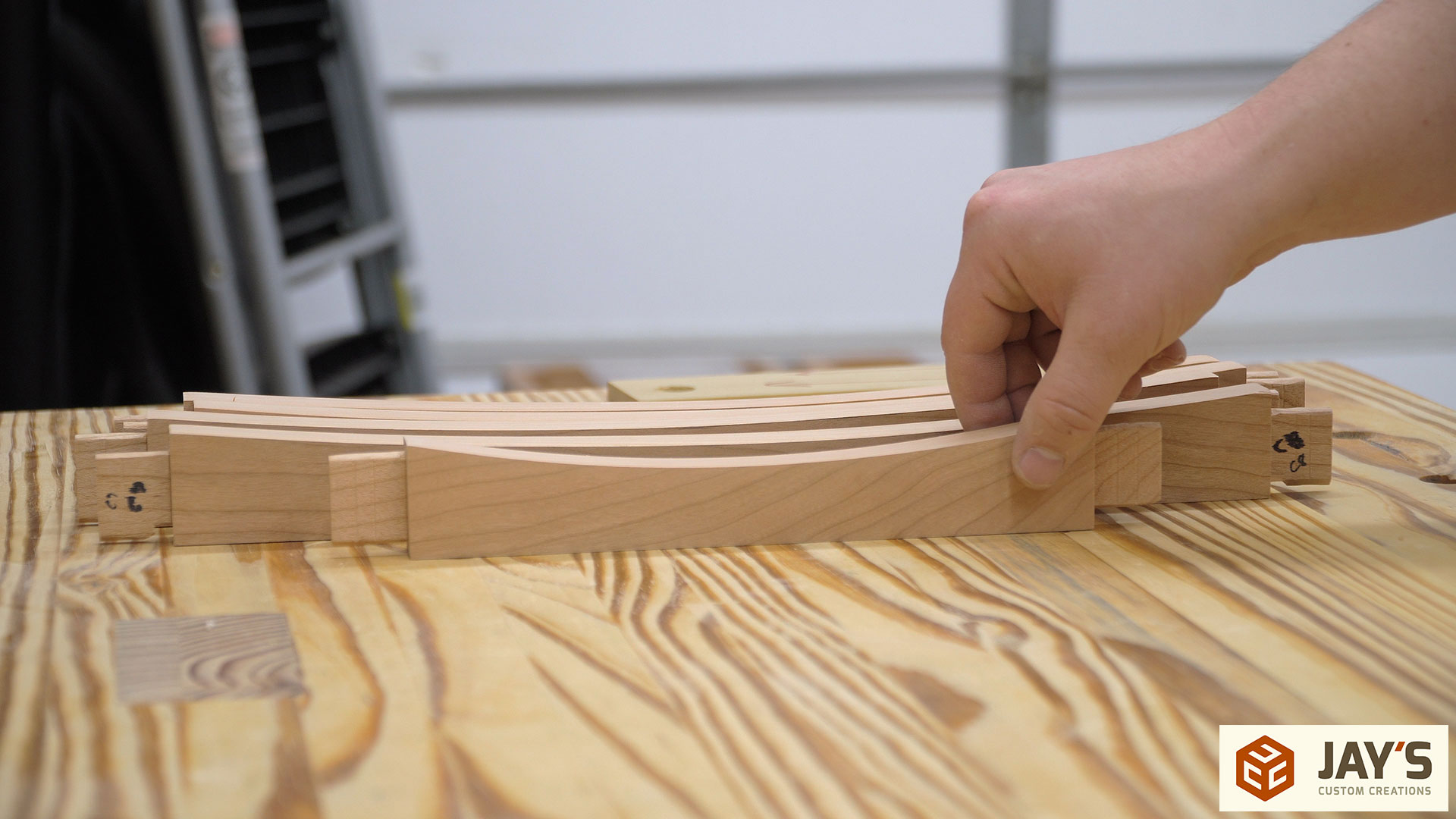
We begin the project with the corner posts for all the cabinets. 16 in total. Four for each cabinet and there are four cabinets. Technically, the eight corner posts on the lower cabinets can be called legs since they do touch the floor. Any time you are going to have pieces with multiple visible faces it’s a good idea to try to get rift sawn lumber for those pieces.
Flat sawn or plain sawn lumber and quarter sawn lumber have the grain primarily parallel to one of the faces when looking at the end grain. This results in two opposite faces having a straight grain appearance and the remaining two opposite faces having a wavy, cathedral grain appearance. Because of which, you never have two adjacent faces that look similar when working with flat sawn or quarter sawn lumber. Rift sawn lumber has the grain primarily on a 45 degree angle, or there about, to all four faces when looking at the end grain. Because the grain is about the same angle to all faces you get a similar, straight grain appearance on all faces. This is really ideal when it comes to legs or corner pieces where you want the grain to look consistent all the way around the board when you view it from multiple sides.
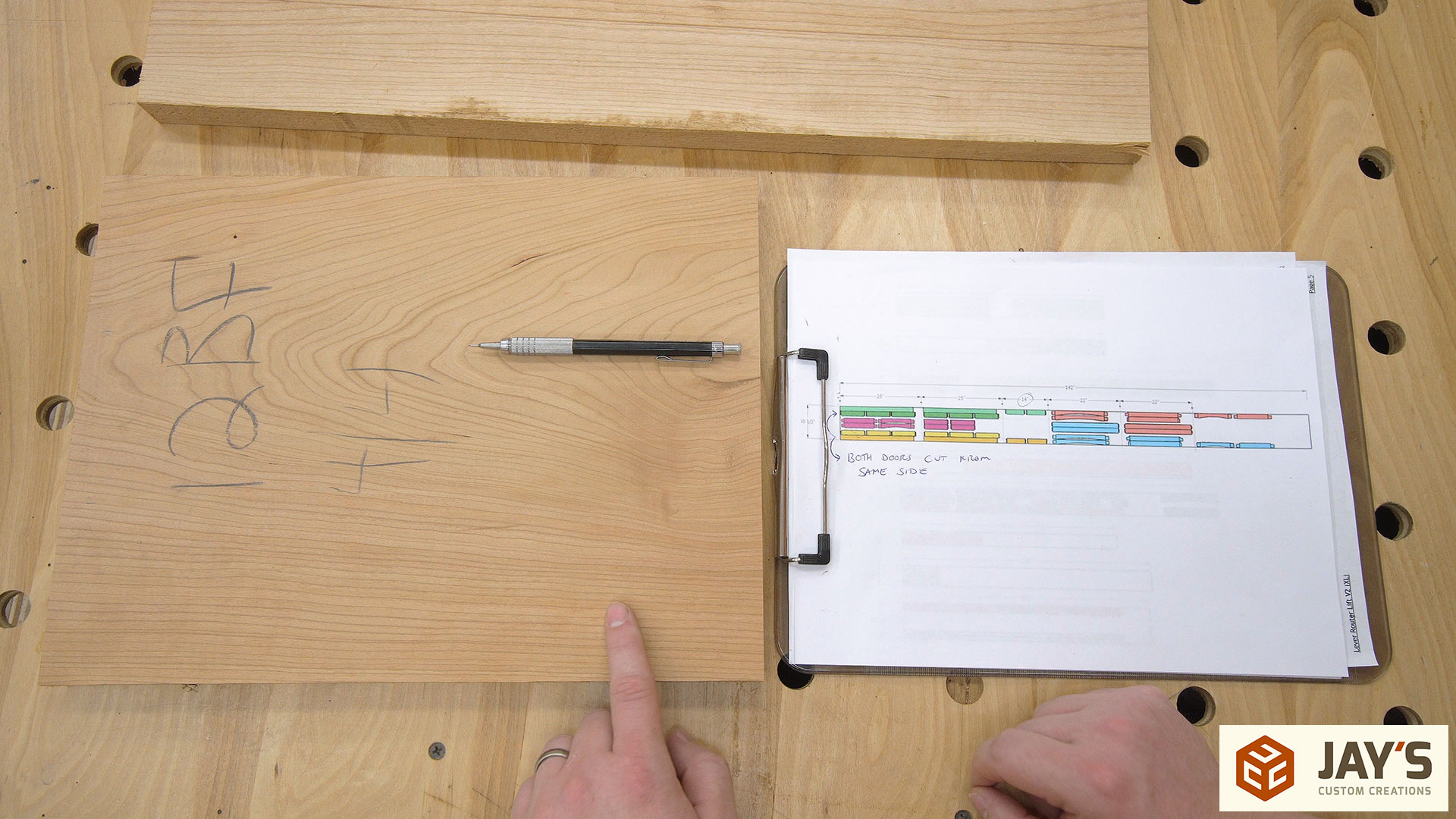
The top board in this image has the left side with more of a rift sawn section and the right side with more of a quarter sawn section.
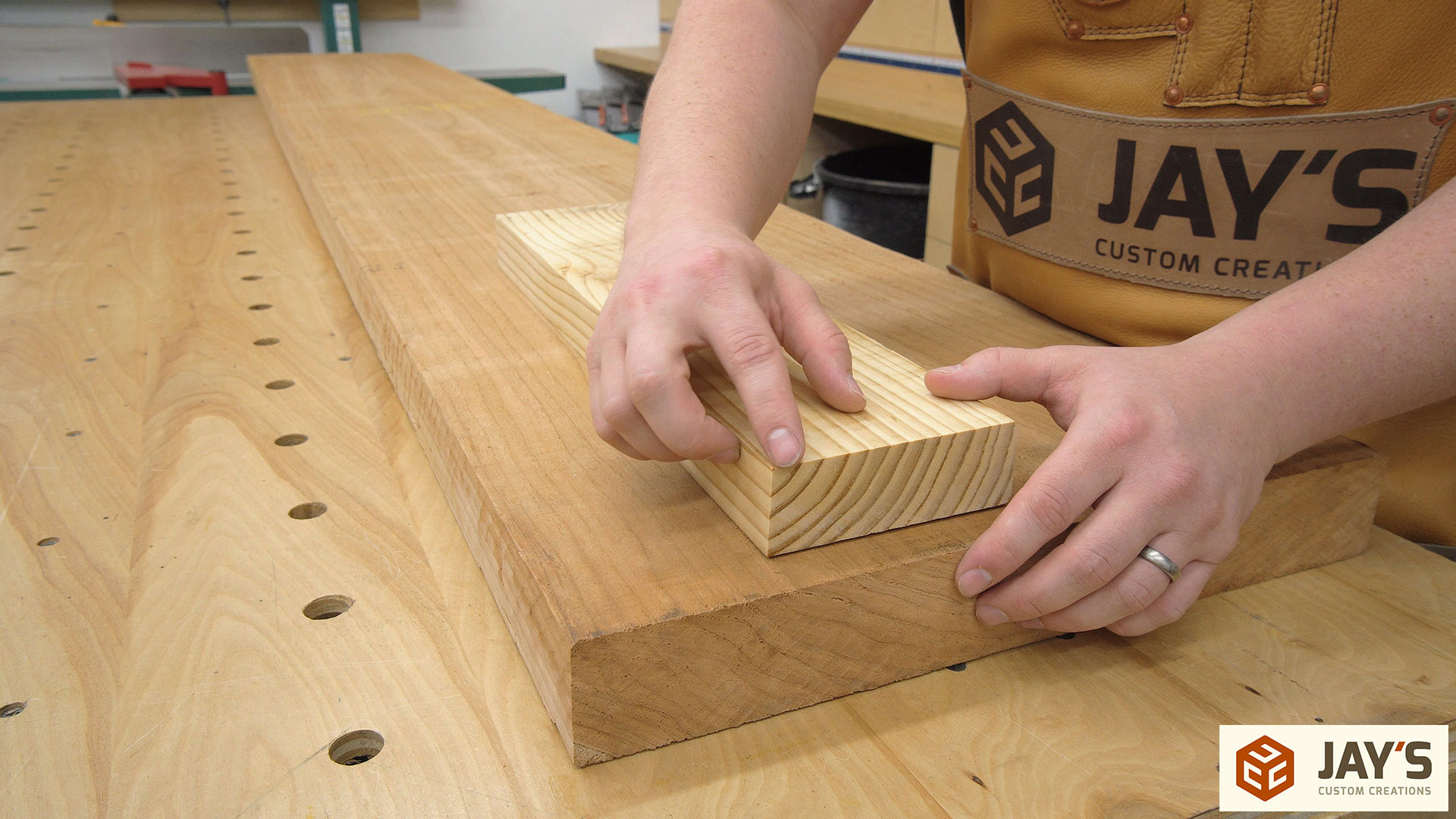
We can use the end of the 8/4 board to visually identify the areas that will work best for the legs. To help with this process I outlined the grain with a marker and cut a paper template sized the same as our final dimensions. This allows us to get a great visual representation of the grain exactly how it will be in the final piece. In the case of this board it is wide enough to have both rift sawn lumber on the ends and a plain sawn section in the middle we can set aside for other parts.

The first step in my milling process is normally to rough crosscut longer stock into more easily manageable sizes. In this case we did a rough rip cut first. Because the material we are after is only on the sides of the board if we just crosscut the entire piece then the center section that we are setting aside will be chopped down considerably. That would limit the use of that material in the future. Making an initial rip cut will preserve the full length of the extra middle stock. The most ideal tool for rough rip cuts is the bandsaw but in this case the board is simply too long to safely manage through my bandsaw. So we used a circular saw instead. A few shallow cuts are better than deeper cuts in this case.

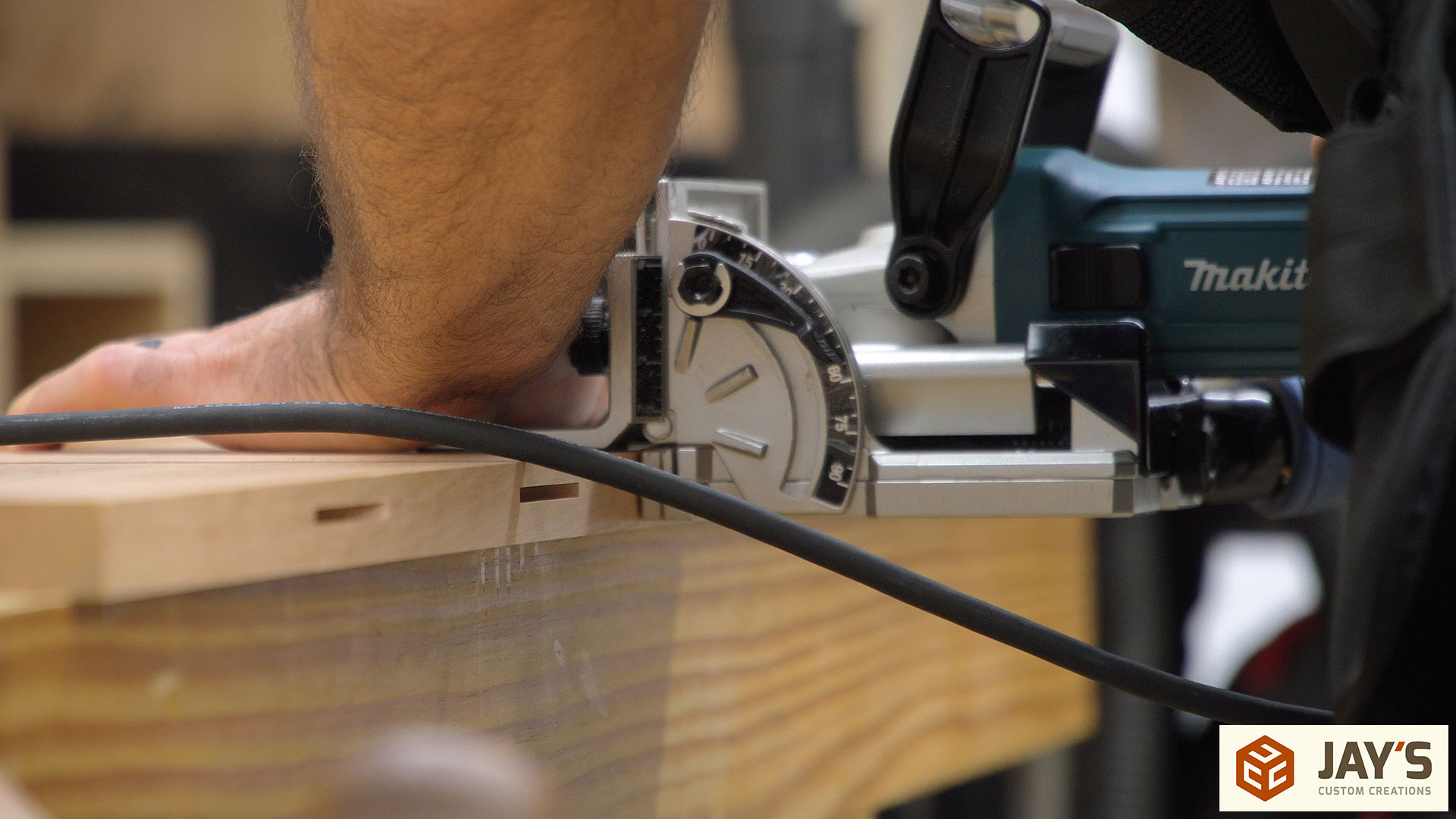
Now the side pieces can be crosscut into slightly oversized blanks for the legs. I always use my miter saw for this. I built a miter saw station that really helps with breaking down lumber. Especially the longer stuff. In the past I haven’t done a good job at explaining how I safely use the miter saw for this task.
The most important thing to do when using any kind of miter saw is to make sure the material is properly referencing off of the fence of the saw. It’s also worth noting that my miter saw is positioned so that its fence is forward by a half-inch or so from the station fence. This is important because if the board you are trying to cut has a bow it might bottom out on the station fence which might prevent the board from touching the miter saw fence. If you make a cut when the board is not touching the saw fence the piece can bind and the saw can dangerously slam the material against the saw fence. It’s the miter saw’s version of table saw kickback. With the saw fence forward by a little bit you can more easily make sure the board is in contact with the saw’s fence if the board has some bow to it. If you simply can’t get the material to reference off the miter saw’s fence then don’t use the miter saw and instead use a jigsaw or hand saw.

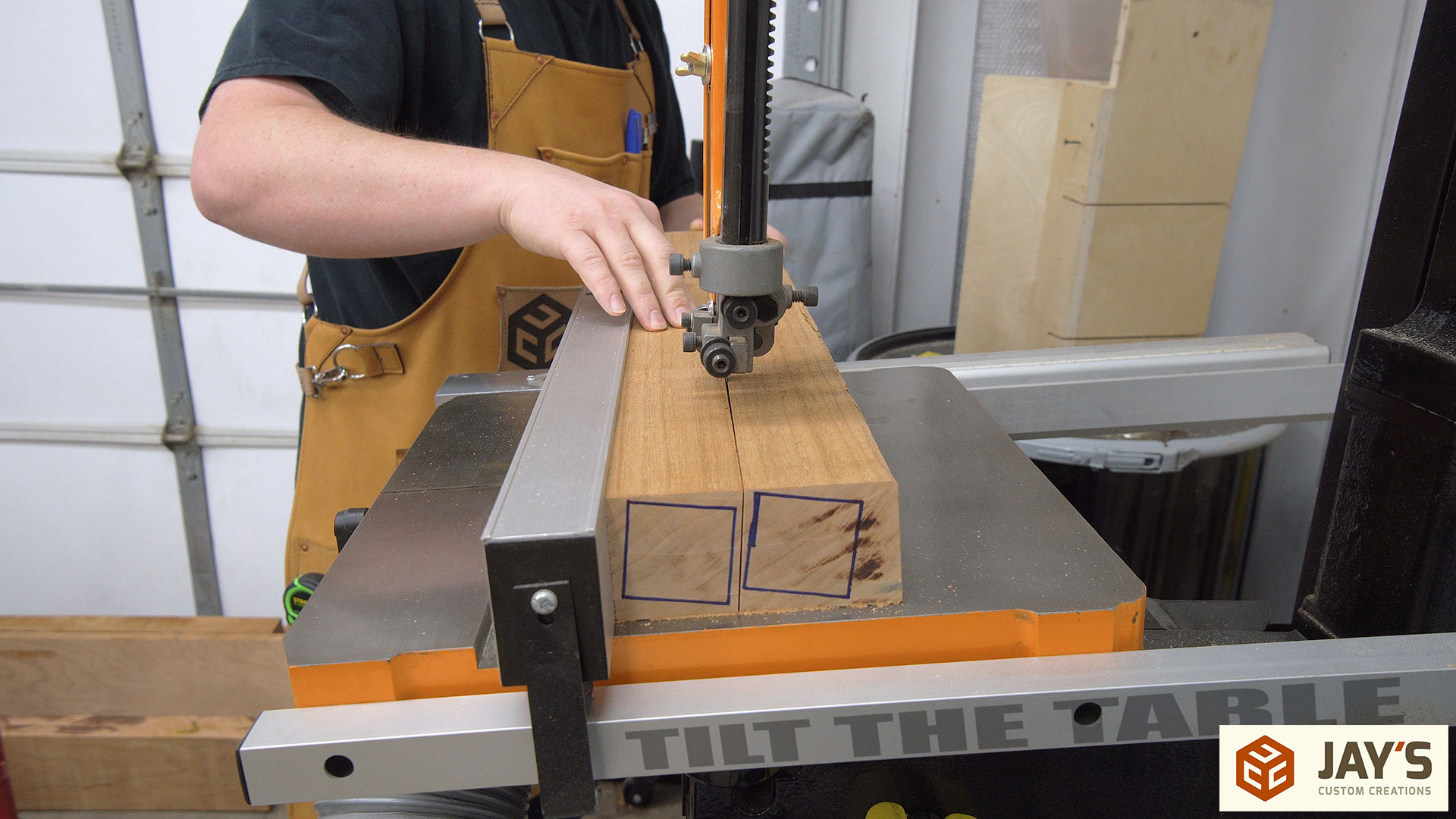
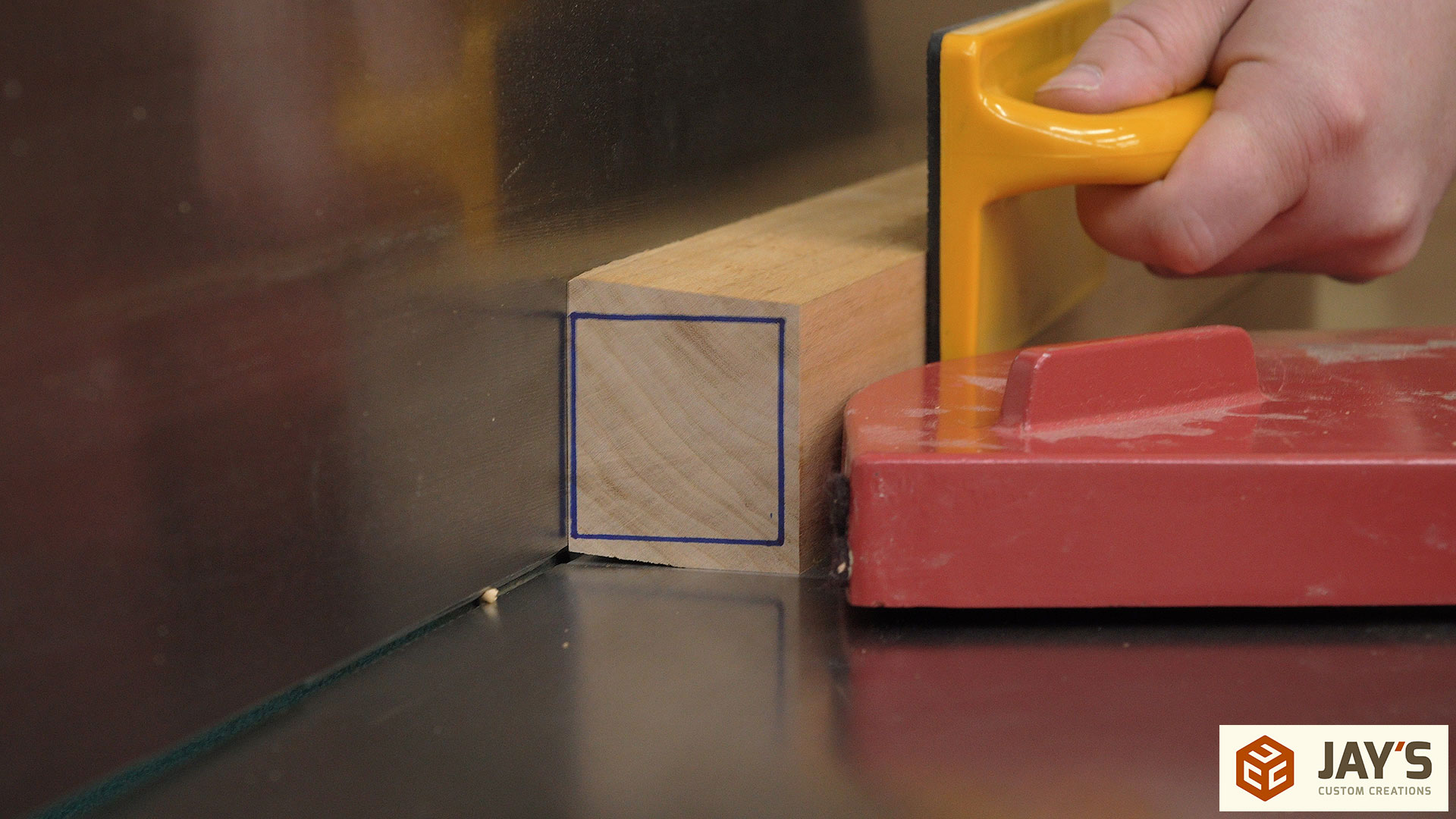
The leg blanks can now be separated with a rip cut at the bandsaw. If the material you are using is already at a 45 degree angle you can keep the bandsaw table at 90 degrees. In this case we wanted to tweak the angle of the grain slightly so we tilted the table to what looked appropriate based upon our previous reference marks. It’s generally not recommended to do any rough rip cuts at the table saw. This is because with a rough sawn board the board can shift if it is not perfectly flat against the table top. Material shifting into the side of a table saw blade is just asking for kickback. Material shifting into the side of a bandsaw blade is much, much less dangerous.
Next up is the jointer but before we get started I want to briefly discuss uphill vs downhill in regards to jointing and planing. It is important to joint and plane in the correct direction, the downhill direction. In the following image example lets pretend that we want to joint the top face of this oak board. Take an adjacent face (the front face) and hold the board so that the grain is horizontal. This means that the downhill direction on the top face is from the left to the right. In this direction you won’t be digging into the grain and instead you will be slicing it. If you joint in the uphill direction (right to left) the cutting action will dig into the grain and tear out.

Now the jointing can start. Any time you have a bunch of material to cut it’s always a good idea to take the time before you even start the tool to orient all of your pieces in the correct direction that they will be fed through the tool. This will reduce the amount of extra thinking required while operating the tool and allow you to focus more on using the tool safely and correctly. A this point we jointed all of the bansawn faces.

Sometimes you can get away with jointing two adjacent faces immediately at the jointer. This isn’t always the case though. The problem is that when you joint one face you are forced to put that face against the fence to joint an adjacent face. Sometimes that forces you to joint in the uphill direction on the adjacent face. You simply don’t have any other option in that case because if you flip the board end for end the grain direction remains the same. The solution is to go to the planer first to plane the opposite face flat and parallel.

Then you can go back to the jointer to joint one of the adjacent faces flat and 90 degrees to the reference face. Having two flat and parallel faces to choose from at the jointer will allow you to twist the board 180 degrees to change the grain direction while still maintaining a flat face against the jointer fence. Remember that flipping the board end for end does not change the grain direction but spinning the board 180 degrees does.
At this point three of the faces are flat and 90 degrees to one another. The fourth face is generally established at the table saw for rectangular boards but because all of our leg pieces are square we went back to the planer one final time to establish the final face.

Now the first milling is done and we’re not quite down to our final thickness. It is best to break up the milling stage over a few days if possible. Doing so will allow the boards to rest and release any internal stresses that might be evident in the board. After a couple of days the milling process is repeated once more and any cup or bow that was introduced to the boards while resting can be milled out as you get down to the final thickness. In between milling, or when taking a break from the project, be sure to sticker stack your material.
Sticker stacking…do it! Stickers are small boards you place in between all of your other boards. Stacking material like this allows the material to be exposed to air evenly on all faces. This is important. Boards will expand and contract more evenly when all faces are exposed evenly to the air. If one face is laying flat on a table the opposite face will gain or lose moisture at a different rate than the face that is not exposed to the shop air. Different rates of moisture change will cause the board to cup or bow.

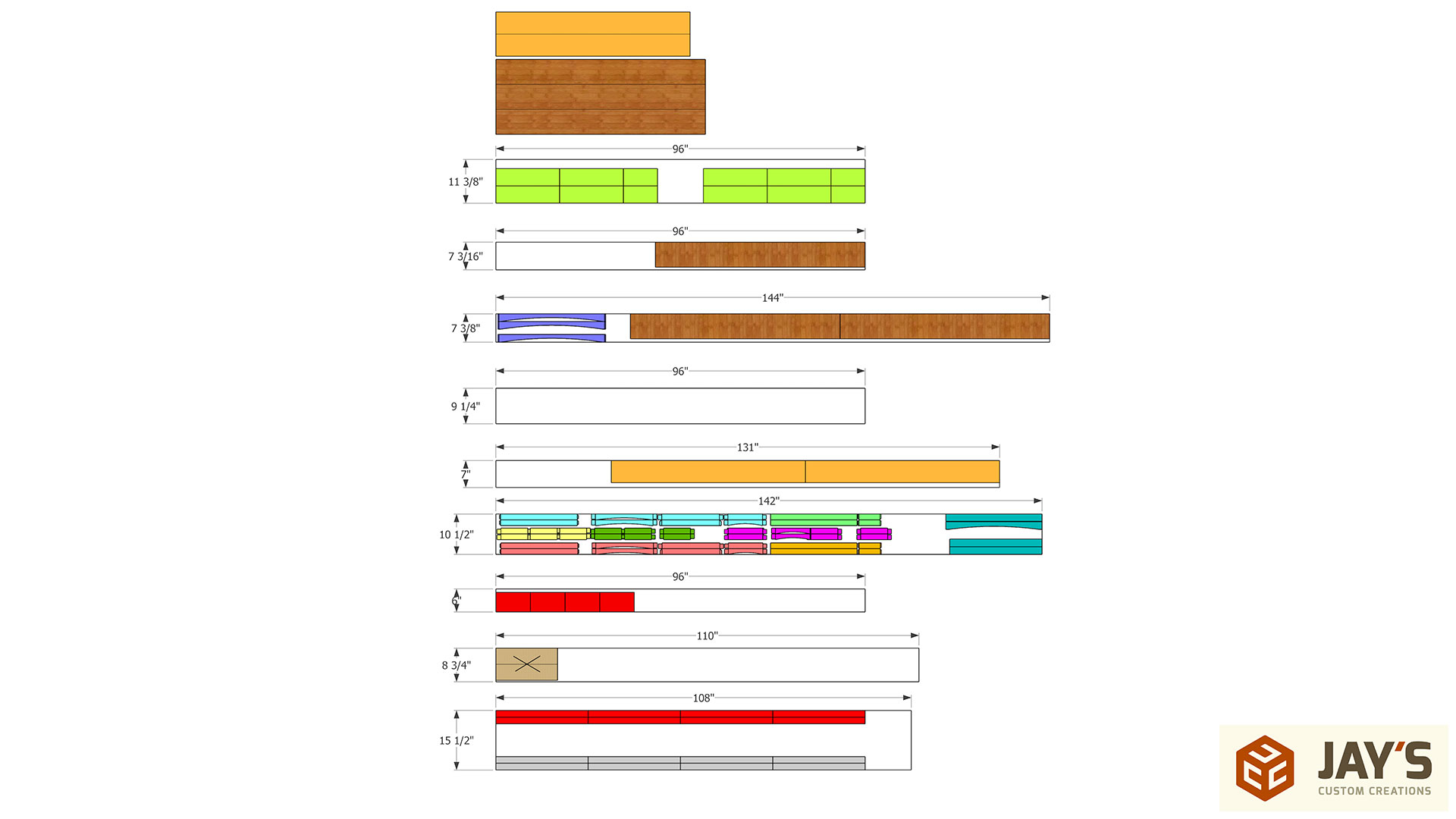
While the leg pieces rest we started milling the rails and stiles. Luckily, we were able to find a wide board that had very few defects. But, unfortunately, with a wide board you generally have inconsistent grain appearance along the width. On the plus side we will have great color consistency throughout this board. On the down side we will have to be a little more selective with where each part is cut out. To maximize the yield I took my original SketchUp model and laid out as many pieces that would fit on a rectangle sized to the usable dimensions of the board. This gives me rough cut locations to start the milling process. This generally results in less waste and a better selection of wood. It might seem like a lot of work to do this step in SketchUp but it’s not bad at all…definitely worth it.
In the following image we can see the grain characteristics of the board for all the cabinet rails and stiles and door rails and stiles. The board is pretty wide and the grain is not centered. The top half of the board is plain sawn so the face shows flat, cathedral style grain while the lower half of the board is rift sawn which is really consistent straight grain. At this stage (already rough crosscut) we can determine the placement of each piece to get the face grain we want.
The main focal point of the upper cabinets will be the doors. Those will be closest to your eyes and slightly cover up the cabinets behind them. That means I want to put the most emphasis on the door parts and therefore cut all of those parts out of the rift sawn section near the bottom. That leaves a wide section at the top that will be wide enough to get the rest of the cabinet rail and stiles. This also means that the rail and stiles will all be similar in grain appearance.
Another thing to take into consideration when dividing up the board is the capacity of your tools. I have an 8” jointer so I first ripped the rail and stile stock at the bandsaw to fit the jointer bed. Luckily it was a convenient measurement for the previously mentioned layout.

Again, laying out all of the pieces in the correct orientation before starting the tool helps in efficiency and reduces the opportunity for error while the machine is running.

And finally the rail and stile stock is planed to 7/8” thickness. The final target is 3/4” thick so this gives us enough material for the final milling after the pieces sit for a day or two. In the next installment of this series we will tackle the 64 mortises on the leg and corner pieces.

This is part two of an ongoing series of building a makeup vanity that later got changed to a dartboard cabinet. Be sure to check out part one for an explanation as to why the project got changed as well as to see the full grain selection and lumber milling process.
At this point in the build we have all of the legs and rail and stile pieces milled one time. It’s best to break up the milling process over a few days if possible to allow the lumber the opportunity to move after the first milling. Then you can use the remaining extra thickness to mill out any cup bow or twist that might have been introduced to the lumber as you get down to the final thickness. This process generally results in more stable lumber to work with.
We picked up the build by completing the final milling of the legs and cutting them to their final length at my miter saw station.

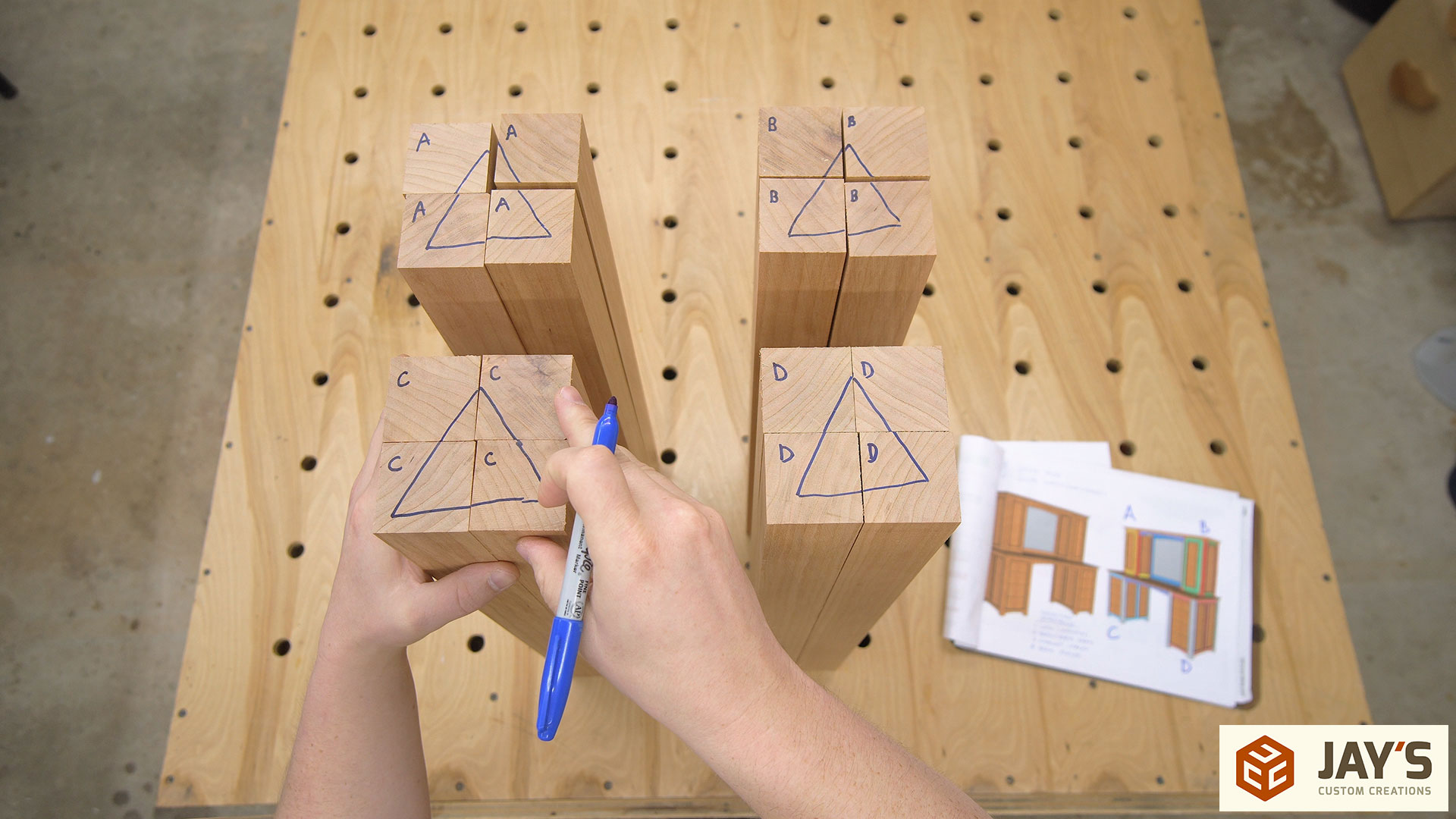
The final show faces can now be determined. Take a minute to think about what faces will be shown on what locations in the build and orient all of the legs as they will be going forward. It’s easy to get them mixed up if you don’t label them in some way. The easiest thing for me to do is to label each cabinet with a letter and draw something on the tops of the legs to identify the orientation. In this case a regular triangle will do the job quite well. Going forward we can glance at the end of the board that was marked and instantly identify what cabinet it belongs to and where on the cabinet it goes based upon the part of the triangle that is shown.
Once the piece location was determined I made a crude reference line in the approximate location of where each mortise would be. Then the mortise start and stop locations were marked on every board. The start and stop locations are all that is necessary because the width and distance from the front face will be locked into the router setup. Having two combination squares is handy here because there are so many mortises to mark.

There are a lot of ways to hold the legs in place while the mortises are cut but the easiest and most convenient method will be in a vise. I put a vise on my assembly table a long time ago and it’s really handy for situations like this. The vise is a twin screw pipe clamp vise. Easy to make and works really, really well.

To make the mortises I’m using a plunge router with my universal homemade edge guide attachment. The router I have is a great router but unfortunately there are no aftermarket fence solutions so I just made my own. It will work on any plunge router and if you don’t have an edge guide at all I highly recommend making one. It’s a very simple build.

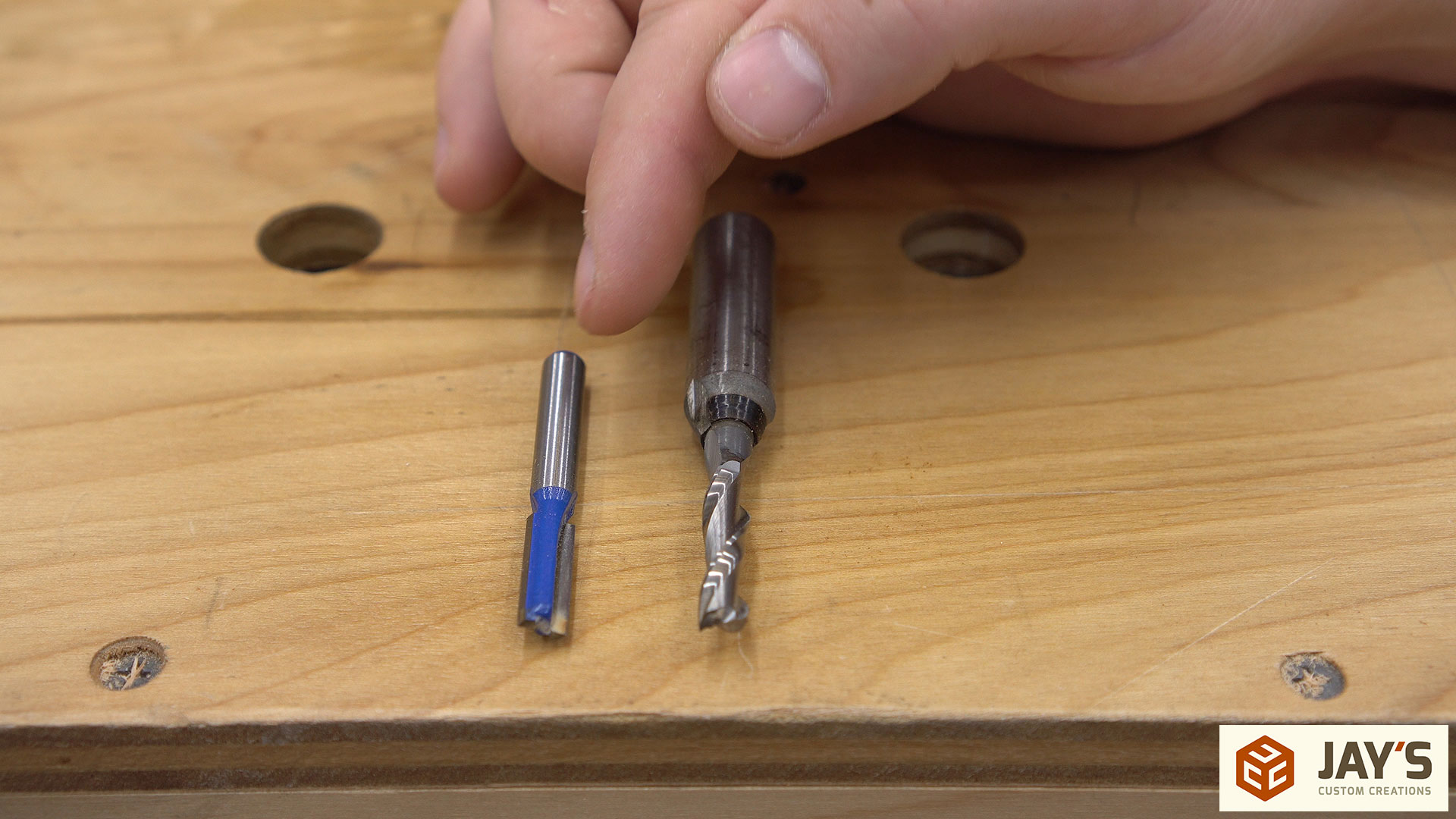
Lets talk router bits for a minute. The left bit in the following image is a two flute straight cutting router bit. This style router bit is great for cutting grooves that start at the end of a work piece. It’s not so great for grooves that start inside the work piece. The reason it’s not good for that is because the cutting edge does not extend to the center axis of the router bit. Plunging with it is about as effective as using a 1/4” drill that doesn’t have a center point. It’s just not going to work that well. The bit on the right is a two flute spiral upcut router bit. The spiral design naturally extends the cutting edge to the center axis. That combined with the direction of the twist (upcut) allows this bit to be plunged into work piece and easily remove material. These spiral bits also come in a downcut variation that forces the material down as it cuts. The downcut bits are good for applications where you want reduced tearout on the surface. Downcut bits are not as good in the waste removal department so dust extraction is almost a necessity with them. I picked up a set of spiral bits a couple years ago and have used them quite a bit since.
The easiest way to dial in a common distance from the fence to the router bit is to use an appropriate sized drill bit. Just be sure to reference off of the solid area of each bit.

Most all plunge routers have a depth stop system. They are all slightly different but the concept is the same (my router: http://amzn.to/2gSr5Ci). To set the depth stop first bottom out the bit onto the top surface of the material you are using. Then drop the plunge rod to the bottom turret stop on the router base. Reset the scale to zero and then lift the plunge rod so the scale reads the depth number that you need and lock it in place. Now the router is set so that the plunge rod will bottom out onto the bottom turret stop when the final depth is reached in the material. There are intermediate turret stops that you can use to drop down at an even distance for each pass but I never use them. I would much rather keep my hands on the router at all times and just eyeball the intermediate depth for each pass.

For this setup we have 64 mortises to cut which means it’s going to take some time to get them all cut. Any time I have a lot of vise work I try to make the process as comfortable as I can for me. In this case I don’t want to be standing and bending down to get my eyes closer to the work. Instead, I have a rolling shop stool that allows me to have my eyes at a more appropriate level to see what’s going on without bending over and because it rolls I can easy position my body as needed.

When making mortises plunge to full depth at the start and stop locations first. When removing the rest of the material you can hear a noticeable audio pitch change as you complete the cut and the router enters the end of the mortise. You can also feel the resistance decrease as you push to the end of the mortise. Those two pieces of feedback will allow you to know exactly when to stop pushing. If instead you didn’t make a full depth plunge first you must rely on visual feedback to determine if you are at the end of the mortise or not. Sometimes when the bit is near full depth you won’t be able to see the end of the mortise which is why it is better to rely on a previous full depth plunge to help you determine the end location.

After the first full depth plunges are made the rest of the material is removed in multiple passes making sure to not remove too much material with each pass. The more material per pass that is removed the more you risk the bit deflecting slighting as it cuts. Removing too much in one pass can also result in the router being more difficult to control.

The completed mortises should look like this. Four down sixty to go…

With the leg mortises completed we shifted focus back to the cabinet and door rail and stile pieces by first milling them to their final thickness and then ripping the board to their final width. In this image we are laying out the final boards for the doors to determine the best grain direction.

Then everything is cut to the final length. I really need to get around to making a nice crosscut sled…

My go-to method for creating simple tenons is to use a dado stack in the table saw. My miter gauge is set up with a sacrificial fence that also has a block screwed to it in line with the dado stack. I’ve been adding a block like this for years and recommend everyone else to do the same when crosscutting with the dado stack. The block acts as a dust shroud to keep the dust below the table where it belongs and also covers the blade as you make the cut.

Use a few offcuts from the material you are using as test blocks to dial in the height of the blade and the position of the fence. A perfect fit for me is a fit that holds a small block up against gravity but is easily inserted and removed by hand. I do not want a fit that requires a mallet or clamps to close the joint. The reason being is that modern PVA glues contain water that will swell the joint as the glue is applied. If the joint is already really tight before the glue is applied it will be even more tight when the glue hits the wood which can cause a really frustrating glue up.

When the setup is dialed in all of the tenons can be cut.

Label all of your parts as you go and keep them stacked in the orientation that they will be in if possible. This will save a lot of confusion and instantly give you more visual feedback as to the progress as well as what side of each board gets specific cuts.

In this case we needed to cut another shoulder on one end of almost all of our parts. The table saw setup was the same for these.

The final step is to either square the ends of the mortise to fit the tenons or to knock off the corners of the tenons to fit the mortise. Modifying the tenons is a lot easier so that’s the route we went. 64 tenons with four corners each means we needed to chop off 256 tenon corners. That took a few minutes…

At this point in the build we have all the structural mortise and tenon joinery done on the cases and can move on to the tongue and groove joinery to house the floating panels. There are a few different methods to choose from when it comes to making tongue and groove joinery. The easiest method, and the one I most commonly use, is to use the table saw for both the tongue and the groove. Using the table saw is easiest when all the material stock is the same thickness. In our case the legs are much thicker than the rails so we can’t flip the boards end for end to center the groove. So I opted to use a router table instead.
With the router we have a couple of options. First, a slot cutting bit with a bearing can be used but there are two downsides to this method; the depth of cut isn’t really adjustable as it is determined by the distance from the tip of the cutting edge to the guide bearing and also due to the direction of cut the router bit cuts on the exit side of the material which can often times cause tearout. Another option is to use a spiral upcut bit just like we did for the mortises. The spiral upcut bit allows us to plunge easily when needed and is less prone to tearout. A spiral upcut bit in the router table is the method I choose to use.

Setup at the router table pretty straight forward. Set the distance from the bit to the fence first by using a drill bit as a spacer. The depth of cut should be a tiny bit more than the nominal target. Something super small like 1/64” extra. We wanted a groove that was 1/4” deep all the way around. This makes It really easy to size the panel. Simply measure the visible space of the panel and add 1/2” to both the length and height. And because we added a tiny bit more than 1/4” when cutting the groove we should never have any issues fitting the panels. Finally, the enter and exit side of the router bit should be marked on the router table fence. The easiest thing for me to do was to adjust the sliding front faces of my router table fence so that the gap between them represented the exact location of the router bit. This allows us to know exactly where the bit is when we cover it up with our material. You can see in the following picture that when I slide a scrap block against the bit the edge of the block is in alignment with the split in the fence. Before cutting any of your project material run a small scrap block to determine that everything is indeed as it should be.

The rails have a tenon already formed on each end. We want to leave as much of this material as possible as it is just extra glue surface area. That means we started with a plunge cut about 1/4” away from the shoulder of the tenon and finished the cut 1/4” outside the shoulder of the tenon on the other side. When plunging or removing material mid-cut it’s very important to keep the material against the fence.

There is four center stiles on the lower cabinets. They can get a groove down the entire length of both short sides. It’s important to keep the same wide face against the fence for both grooves though. We are using 3/4” material with a 1/4” groove that is 1/4” away from the fence. That doesn’t guarantee it’s 100% perfectly centered though so maintaining a constant reference face will ensure that the groove lines up with the other pieces.

The legs get a stopped groove as well. Here you can see how convenient it is to have some indication on the fence as to where the router bit is. I know that the mortises are marked the same on this end of the board so by looking at the exposed mortise I can see that I will start my cut inside a mortise on the bottom face which is exactly what I want.

With the top and bottom rails installed in the legs the center stile can be finished. I previously cut the board to its final length which was 1/2” longer than the opening. This means I can cut a 1/4” long tongue on each end.
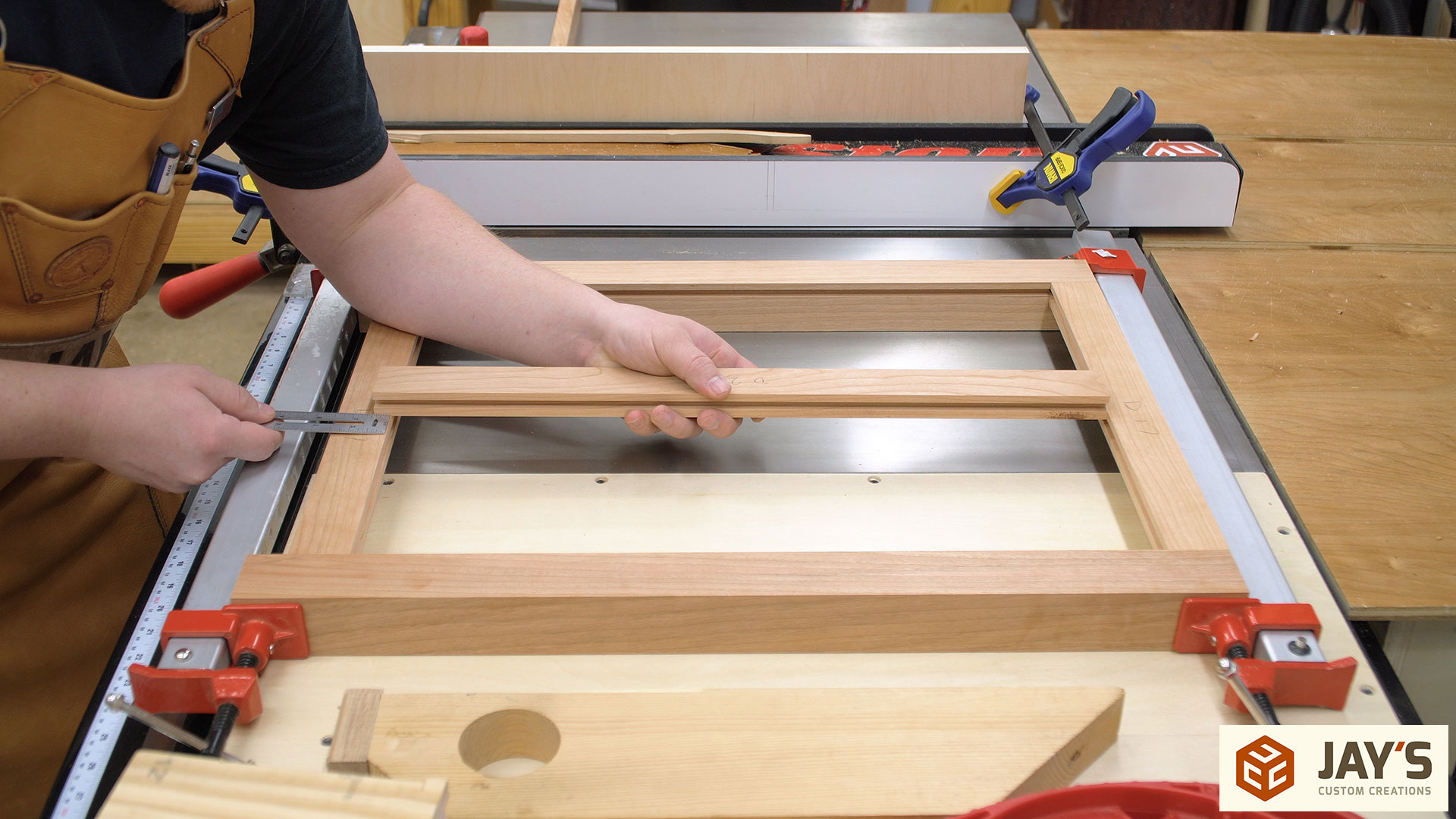
As I previously mentioned, even though the math works out, we can’t assume that the groove is 100% centered because the groove was cut in only one pass. This means each side of the tongue needs to be sized individually. To dial in the correct height I used a scrap block. If the depth of cut on the scrap block matches the distance from the outside face to the inside face of the groove then the height is properly set for that side.

The distance from the fence to the outside of the dado stack determines the overall visible length of the stile. If too much is cut there will be a gap at one or both ends of the stile. To prevent this I purposely undercut the length of the tongue and snuck up on a perfect fit. It took two tiny adjustments but I got it dialed in perfectly. Make sure you are cutting both ends of the board as adjustments are made.

Once the fence distance is determined and the first shoulder is cut the second shoulder is cut with an adjustment to the blade height. After the entire tongue is cut I used another stile to determine verify the outside faces were flush and that there was a tiny gap at the bottom of the tongue. The gap isn’t 100% necessary but I always like to leave one to verify that the glue won’t cause any gaps at the shoulders during assembly.

At this point all the tongue and groove joinery is complete on the case components. Cutting the tongue and groove joints on the door parts can be done the same way as I have already shown in this build but for the sake of showing another method I chose to cut the entire joint on the table saw. In the following picture you see the door components in the middle.

A couple of years ago I made a video showing how easy it is to make tongue and groove doors at the table saw. In that video I used my regular table saw blade that had alternating beveled teeth (ABT). The downside of using an ABT blade is that it doesn’t cut a flat bottom. A lot of times this is acceptable because it’s not really noticeable. In this case I wanted a true flat bottom so I used the outside blades on my dado stack. This creates a 1/4” wide groove in one pass.

Because all of our door stock is the same thickness we can make two passes, flipping the board end for end, to make each groove and guarantee that the groove is perfectly centered on the material. To help keep the material against the fence for the grooves I used a featherboard on the table saw. Keep in mind that if you are making a through cut on the table saw you need to position the featherboard so that every finger on the featherboard is in front of the table saw blade. If you don’t you will push the material into the side of the blade as you make the cut which is a bit no-no on the table saw. In the case of making these grooves the cut is not a through cut and therefore nothing will be released and pinched against the blade.

The process for cutting the tongues on the doors is the exact same as it was on the lower cabinet stiles. However, because we made sure the grooves were perfectly centered the setup for the tongues is identical for every shoulder cut. Here are the doors in a dry assembly. The joints should be loose enough to be easily inserted by hand but tight enough to hold up against gravity.

Next up is the panels. We had what we thought was a pretty figured piece of 8/4 stock set aside for these. Unfortunately the surface figure wasn’t that impressive as we thought though. First, we crosscut the 8/4 stock to rough length with the miter saw. The miter saw is the first tool I use on 99% of the things I make and having a dedicated station with great dust collection and plenty of material support to handle large stock like this is so nice. Great storage is a bonus.

After a rough crosscut the jointer is used to flatten two adjacent faces.

Followed by the bandsaw to resaw as many panels as possible out of out material. The final thickness we were aiming for was 1/4” so the fence was set to cut 5/16” thick panels. When resawing make sure you verify that the fence is set to the thickness you need at the table as well as the top of the cut. Especially on a saw like this where the table trunions aren’t that great. The plan was to plane the material to 1/4” thickness after resawing so in between each pass at the bandsaw we jointed the wide face of our material stock. This gives us one flat face to reference off of at the planer.

Each section of 8/4 stock gave us five panels. If we were to use two pieces of 4/4 stock instead of each one of these pieces of 8/4 we would have gotten one less panel for the same amount of wood. You can barely see it in this picture but before we resawed the panels we marked each blank with a different number of diagonal lines on the short faces.

The diagonal lines allow us to stack and order the panels in the exact same orientation in which they were so that we can get a bookmatched appearance where necessary.

With the cabinets in a dry assembly we mixed and matched to determine the best grain orientation for each cabinet. Really taking the time to move stuff around and look at different angles will pay off in the end. We wan the project design and the beauty of the grain to grab visual attention and not a lack of symmetry or a random defect where it shouldn’t be.

Then the panels are cut to final width at the table saw and length with the miter saw. I was cutting as Shawn was feeding the panels to me. He made sure the panels went back in the appropriate location after they were cut.

The panels fit the cabinets perfectly but were just a tiny bit too thick for the doors so we trimmed them a little bit with a smoothing plane. It was a good feeling seeing the doors in a complete dry fit for the first time.

Followed by a dry fit of the rest of the cabinets.

This is what I call a milestone moment in a project where the pieces of rough lumber finally start to look like the completed project. Still lots of work to do but at this point it actually looks like something.

The most important part of the arches is consistency and to help with that we are making a plywood template to mark all of our pieces with. I used 3/4” plywood for this but ideally 1/4” material should have been used. For the template I bent a piece of wood around three nails to establish an arc. I don’t like using wood though. Wood will almost always bend inconsistently when used in situations like this so to give me a left and a right option for the template I left the right side as is and bent the left side a little more to give a different look.

After making a short and a long template we roughed them out at the bandsaw and trimmed them down to the line with a spokeshave. If you’re using thick template material like I am you need to make sure the profile shape is square to the wide faces of the material. This is important because if you are only going to use one side of the template having this face not square will result in two different profiles to trace.

After comparing each side of both templates we decided to only use the modified left side of each template. This just means when we mark the material we just mark half at a time and flip the template over for the other half.

The process for cutting the final material is the same by roughing everything out at the bandsaw and then using a spokeshave, card scraper, or sandpaper to get down to the pencil line.
As far as template use goes you could get one of the pieces to the final shape and then use a pattern bit on the router table but I wanted to show that you can still get good, consistent results without template routing.
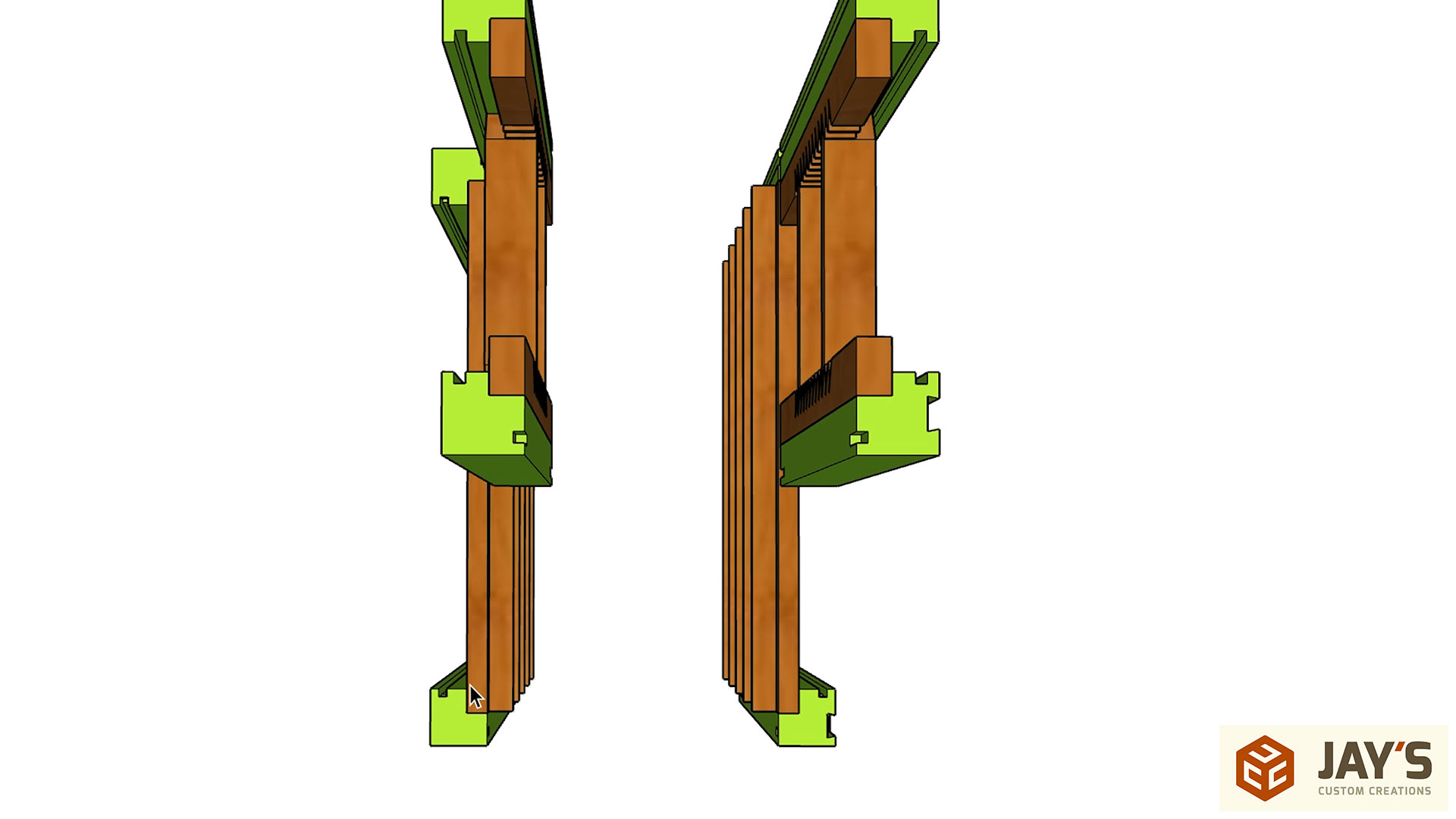
Next up is the interior corner rabbets. All four cabinets will have either drawers or shelves inside. The easiest way to accommodate both the drawer runners and the sawtooth shelf hangers a simple rabbet can be cut on the inside corners. This diagram shows a top down view of the corner pieces in green.

Before doing the final assembly on the cabinets we decided to complete the work surface panel and top shelf panel so that we would be prepared to do all of our glue ups and assembly at the same time. After milling to final thickness we used a few number 10 biscuits to help maintain alignment during glue up.
Right about here is where we realized the change in direction for the project. So from here on out we set the base cabinets aside for later use and are going to re purpose the top cabinets into something else. Also, removing the glue squeezeout is easiest when the glue has skinned over slightly.

The project change included more mortise and tenon joinery on the inside of the cabinets to attach connecting rails. Just like before, we used a plunge router with an edge guide for these. If you haven’t seen my universal edge guide attachment for a router I’d suggest checking it out.

With the material selected for the rails we repeated the milling process once again. The front top rail is exposed so we took the time to get a good-looking piece and cut a new reference face so that the grain will be a little more parallel to the edge. Because the back top and back bottom rails will not be seen we used some material we had that didn’t have a good color match. Areas that won’t be seen like this are a good way to use up some of the less than perfect stock.

All three connecting rails get a tenon cut on each end and to do so we used the same process as before but because we only had to cut 6 tenons instead of 64 we cut them with a regular table saw blade instead of the dado stack.

To reduce confusion as well as tool setup time we sized all of these mortise and tenon joints to be the same. The only difference is that the top back rail is wider than the rest and will have a 45 degree angle cut on the bottom. This will be for an integrated french cleat which will make hanging the cabinet much easier.

Here you can see the angle cut on that rail as well as a matching cleat piece. The cleat will be attached to the wall and then the cabinet can slide over the cleat.

French cleats are great for hanging heavy items but the 45 degree angle that is cut is often brittle. A few passes with a block plane to remove the sharp edge is all that is needed.

The top and bottom panels are going to be attached with table top hold down clips. You can make your own (commonly called table top buttons) but these are pretty inexpensive and reduce time in the shop making a part that is purely utilitarian.

To use the clips a groove is needed on the inside face of all the rails that will be touching the top and bottom panel. For the clips I used I set the blade to be 1/2” away from the fence and 1/4” deep.

To make the front arch piece I put a few clamps in place on the front rail, bent a long flexible piece of metal around the clamps, and traced the arc. Using a much more consistent material like this will result in a much more consistent bend when compared to wood. There are too many variations in wood to have a consistent bend. However, I didn’t have anything in the shop that was flexible enough to bend over the nails when making the templates for the smaller arches so I went with wood in that case. You can see the difference in bend quality in the video though.
The same process of using the bandsaw to rough out the arc and then a spokeshave to get to the cut line is used for the front arch rail.

The interior shelves will be adjustable and in the interest of trying something I haven’t tried before I chose to go with a sawtooth shelf bracket system. I needed eight of these hangers for the two cabinets so to cut down on the number of cuts as well as increase the accuracy from piece to piece it makes sense to mill a larger block into the profile needed and then rip eight individual brackets out of the block. Here I’m cutting the first starter kerf into the milled block.

With one kerf cut I added a sacrificial fence to my miter gauge and also added a kerf sized key positioned one inch away from the blade. This gives me a jig that works the same way a box joint works.

The first kerf on the block of wood is placed onto the kerf sized key and a new kerf is cut. The process is repeated to establish all of the 90 degree cuts needed for the sawtooth brackets.

To make the angled cuts the blade is tilted to 45 degrees and the miter gauge fence is shifted so that the angled cut intersects the bottom of the vertical cuts. To dial in the placement of the fence I used a scrap block against the side of the blade to extend the blade position to my work piece. This gives me the exact location of the blade and allows me to dial in the fence position without making any cuts.

Due to the fact that the last setup created another kerf cut in the sacrificial fence, when the 45 degree angle is cut into the fence a small triangle of supporting material is cut out on the fence. I had to glue this back in place before making these angled cuts so that there would be material in the fence to push the waste piece forward and past the blade and not get trapped between the blade and the rest of the material.

The jig will work with every angled cut except one. The last angled cut needs to be completed without the miter gauge fence due to the fact that there is no kerf to accurately reference off of the fence key. To position this cut accurately I determined the saw fence position with the block in its last position on the key and moved the fence by one inch, which was the spacing for each tooth in the block. I also used a spacer block between the fence and the work piece in this case. Then the miter gauge fence is removed and the block is referenced off of the stop block and saw fence to make the final angled cut. This should work perfectly so long as you offset the saw fence the same distance as the key-to-blade offset.

Now that the profile is established eight 1/2” thick brackets can be ripped out of the block. We actually cut ten of them just in case one broke. It’s a good idea to cut an extra with stuff like this but luckily we didn’t need them.

Next up we sized the top and bottom panels to their final size and setup for the coves on the table saw. Shawn recorded this video for his channel but it’s a pretty basic setup. Set the blade height to match the rise of the desired cove and angle the sacrificial fence so that it intersects the center of the blade and the distance from the fence to the opposite side of the blade at the furthest forward position is equal to the desired run of the cove. Once the angle is determined we put a pencil line on the table, clamped the fence to the table on the pencil line, and slowly raised the blade with the motor on to take about 1/16” to 1/8” per pass.

After a test block confirmed our setup was good we ran both the top and bottom panels. Cutting coves on the table saw is a great way to get a custom cove profile that you might not have a router bit for. The downside of this is that it won’t produce as clean of a cut as a router bit and will require more sanding and touch up work.

Surface prep before assembly can finally begin. We want to prefinish the panels so that if the panels shrink once installed there won’t be a gap of unfinished material showing. To prep the panels we used a hand plane to do the bulk of the work and then sandpaper to dull down the surface texture of the wood. This is to hopefully reduce some of cherry’s natural blotchy appearance. How a plane, scraper, and sandpaper affect the appearance of wood after a finish is applied is demonstrated quite well in a recent The Wood Whisperer video.

For a finish I’m using garnet shellac. Shellac is a really forgiving finish and the garnet color is commonly used on cherry or other species where the reddish hue of the shellac compliments the wood nicely and gives it more of an antique look.

After applying one coat to the panels the same surface prep is needed for all of the interior faces of every component. It’s going to be much easier to remove mill marks on the inside faces before assembly.

Finally the assembly can begin and we broke it up into a few stages. First the doors and cabinet sides are assembled. Then the sawtooth brackets are added to the inside of the side assemblies.

While waiting for glue to dry on all of those we switched to sanding the coves to remain productive. We finished that day with the final case glue up and then I picked up the next day with a little more surface prep on the dartboard side of the cabinets and then glued in the connecting rails.


To make the small shelves we used some of the offcut material from the top and bottom panels. In order for these to sit flush on the shelf supports but also extend to the walls in either direction the corners need to be marked and cut out at the bandsaw. It’s best to sneak up on the fit in this case because we don’t want the shelves to rattle around but we want them to be adjusted freely with no problems.



To make the supports we cut another piece of the leftover material to the longest length between the sawtooth brackets, cut a 45 degree bevel on each end grain side, and tested the fit. Once the fit was confirmed four shelf supports can be ripped out of the piece.


And here’s how the system should work.

For the doors we chose to use some nice soft closing overlay cup hinges. A spacer block was used to elevate the door to the appropriate height and from there a centerline for each hinge can be drawn on both the door and the inside of the cabinet.

These are seriously the easiest hinges I’ve ever installed. After verifying the drill press fence placement all you need to do is drill an appropriate sized hole on the centerline that was just marked, screw the hinge to the door, and then attach the hinge to the cabinet with a screw through the centerline on the cabinet. It’s seriously that easy. Then you can turn the adjustment screws as needed to align the door.



So as I already discussed, Plan B for this build was to turn the top into a dartboard cabinet. A 3/4” plywood back panel was cut and fit to go between the cabinets and in front of the back rails and we covered it with a thin layer of cork.

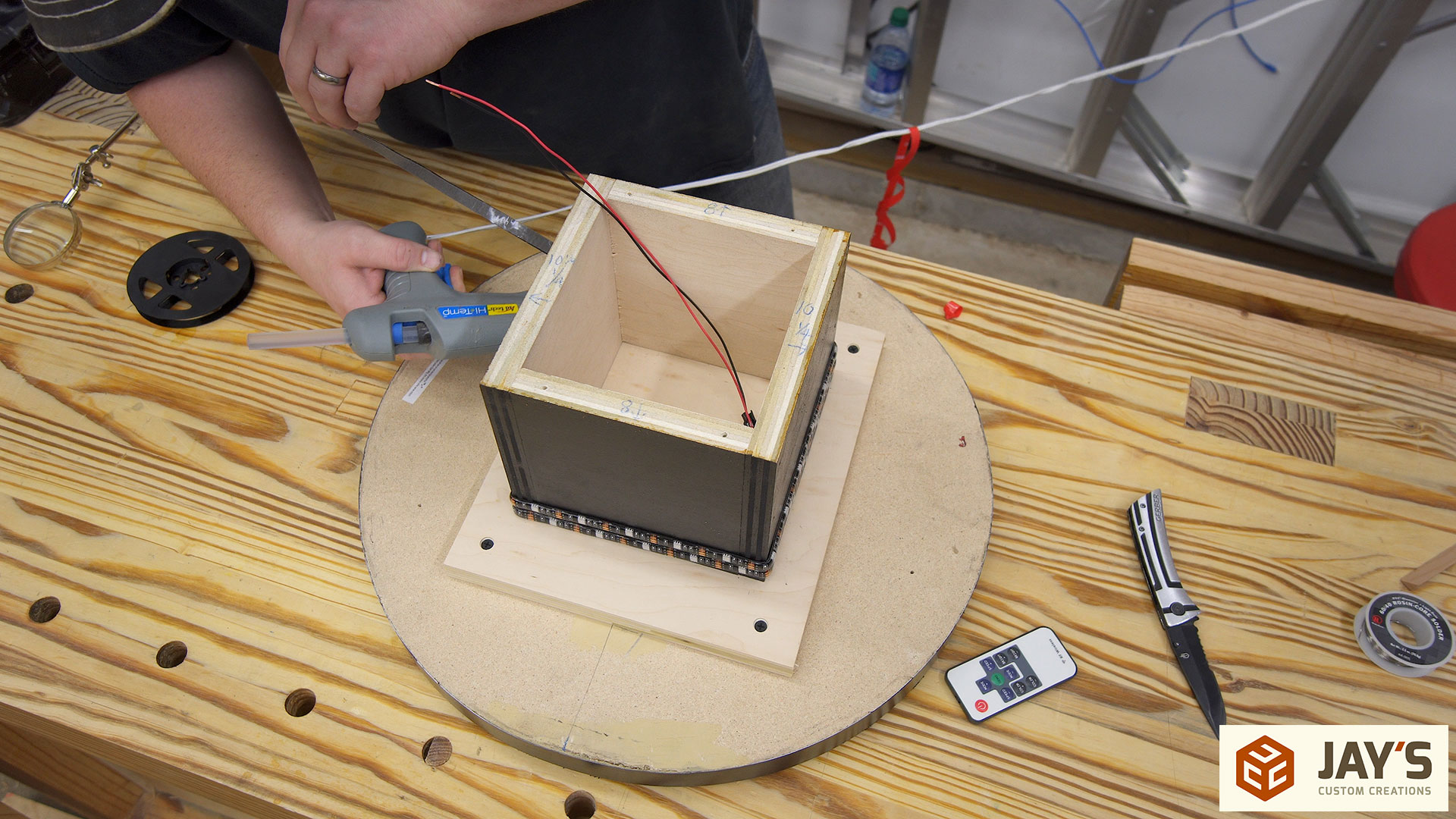
To give the dartboard more visual interest we are going to offset it from the cork panel and use these LED lights for a backlight. To eliminate an ugly power cord hanging down from the cabinet we chose to go with a battery-powered light kit. The cool thing about this is that it can be run off of four AA batteries or any USB power supply.

With the corkboard sitting in place we determined the center location for the offset box, traced around it with a knife, and removed the cork so the box would sit flush on the back panel.

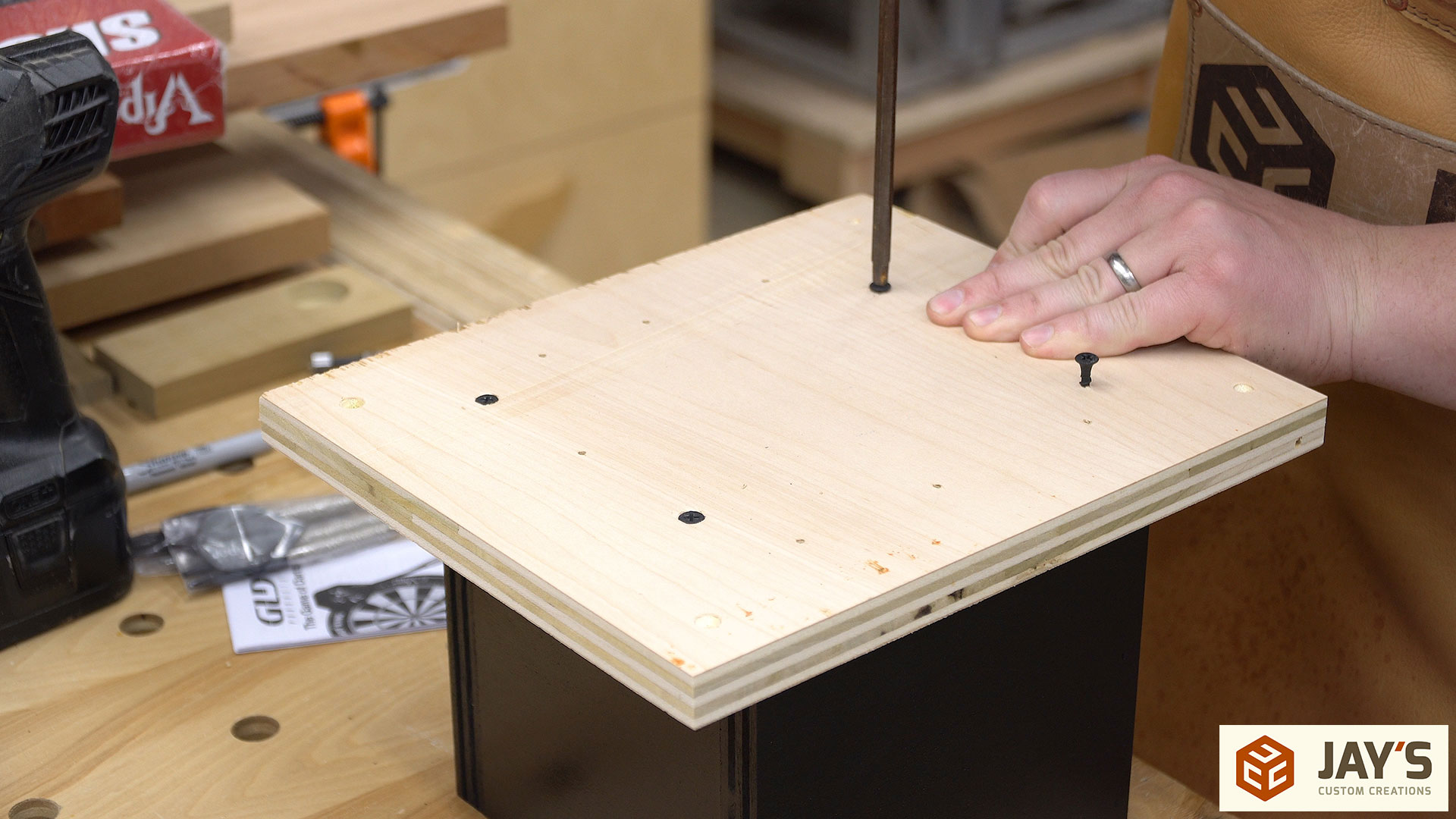
Then we drilled mounting holes as well as a larger hole for the light power wires.

The dartboard cabinet is secured to the back rails with three screws through each rail. This keeps the connecting hardware on the back side and will never be visible when the cabinet is mounted.

A small hole is drilled on an angle through one of the interior corner posts to allow the battery pack to be accessed through the bottom of one of the cabinets. All of the wires will be neatly tucked away and never seen.

We painted the offset box black so it wouldn’t visually stand out if someone looks behind the dartboard on an extreme angle. To attach the dartboard to the offset box we added another piece of plywood as a mounting plate. This will be tight against the back of the dartboard and has no chance of being seen so we didn’t bother painting it.
The platform assembly was then attached to the cabinet so we could mount the dartboard. To make sure the dart board is attached perfectly center as well as aligned vertically we used double-sided tape to position it from the outside.

Then the platform can be removed and the dart board can be secured with four screws through the mounting plate.

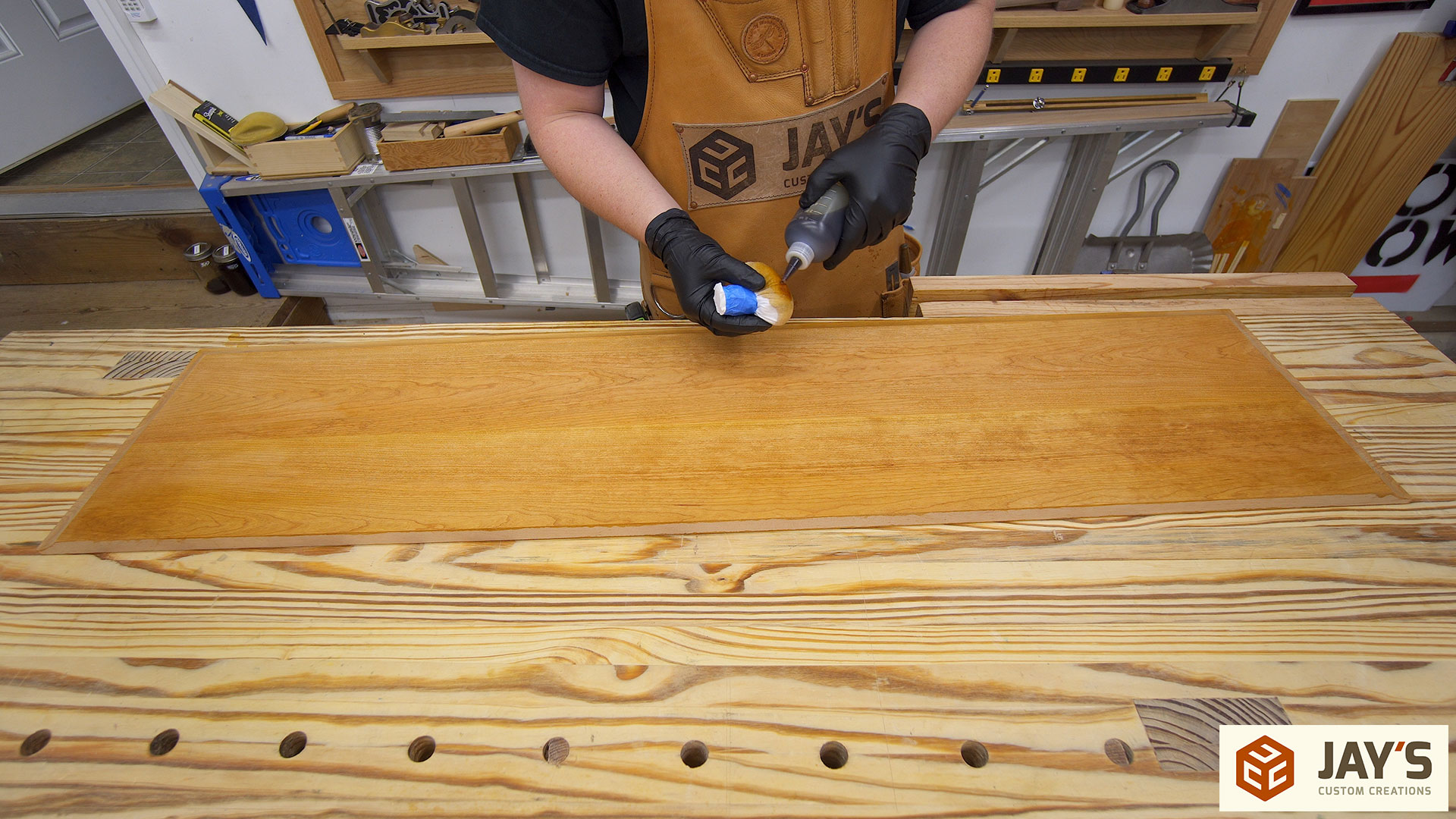
After a final disassembly everything can get any last-minute surface prep and the finish can be applied. We are using the same mix of garnet shellac applying the first coat with a brush, sanding with a 320 grit sanding sponge after the first coat has dried, then adding a few more coats with a balled-up rag.


The last thing to do is add the LED lights, install the dart board for the last time, and secure the top and bottom panels with the table top hold down clips.
 And finally the project is completed. As you know, we started this build with a completely different outcome in mind. It didn’t finish as originally intended but we were able to make lemonade out of lemons, as the saying goes. Things don’t always go as planned. You may never encounter a big mistake like we made here. We could have simply scrapped the material and started over but we wanted to share the experience with all of you. Make your mistakes, learn from them, and move on more educated and with your chin up.
And finally the project is completed. As you know, we started this build with a completely different outcome in mind. It didn’t finish as originally intended but we were able to make lemonade out of lemons, as the saying goes. Things don’t always go as planned. You may never encounter a big mistake like we made here. We could have simply scrapped the material and started over but we wanted to share the experience with all of you. Make your mistakes, learn from them, and move on more educated and with your chin up.
So why a dartboard cabinet? Well, that was the first thing we could think of to salvage the build and proceed with actually being productive. We’re not even sure if it will remain a dartboard cabinet. One could easily remove the dartboard and back panel, replace it with a mirror, and call it a whiskey or liquor cabinet. Regardless, it’s a quality piece of woodworking that is built to last.
So what are we going to do with it? We’re not sure. Neither of us plan on keeping it though. We haven’t decided 100% what to do but one idea was to auction it off and anything greater than the material cost invested would be donated to charity. The auction would be for a pickup only situation where the winner could pick it up and spend a day with us in the shop doing whatever he/she wanted in regards to learning something or simply talking shop for a bit. Either way, let us know what you think of the project as well as what to do with it. Have a great day!












{kind=link}
I really enjoyed the build of the dart cabinet. Not for my aim though. I see that we go pass your town on hwy45. Past few years we winter away at gulf shores al. Our shops are very similar, next spring I hope to order a band saw.
Tom P
The full video was one of the most informative videos I have ever watched. It is definitely going to be a reference video for me. I learned more in that hour plus than I ever have on any other video. Thank you Jay for explaining all of that build. Wow!!!!!!!! Just Wow!!!!!!!!
Fantastic video as always. I’ve been a fan for a while. I am curious though, will that piece of work actually be used to throw darts at it? Seems to me that darts are going to be hitting everywhere but the board thus ruining a great piece of work. Just saying.
That crossed my mind also
Not for the rookies or kid’s play. Seems ample error room for a fairly sober mid-ranged skill player. But, like a beautiful work bench, a few battle scars may add character…just saying!
Being a more practical dart player, a chalk board would have to be incorporated into the doors. Yeah, I know, but hey, if you use the liquor cabinet part, you got to keep track somewhere! None the less, a work of art.
Absolutely fantastic build and video. I know you said you are going to sell the piece but would you figure out a pricing structure for such a nice piece? Great job.
We haven’t figured out pricing at this point. I suppose until we do we will be on the look out for offers.
great job… You have a gift at teaching, thank you for your videos that provide such a wealth of knowledge and inspiration.