In this video I cover the process of making a sign that I will hang from a decorative post in my yard. The decorative post will be next so stay tuned to see it completed. I wanted to separate the CNC portion of the build because I thought it would be useful information to show the process and give a couple options. For all of the computer work you’ll need to watch the video as it is better explained in video format. After the computer work is done I went to the shop and cut the sign and that’s where I’ll pick up with this article.
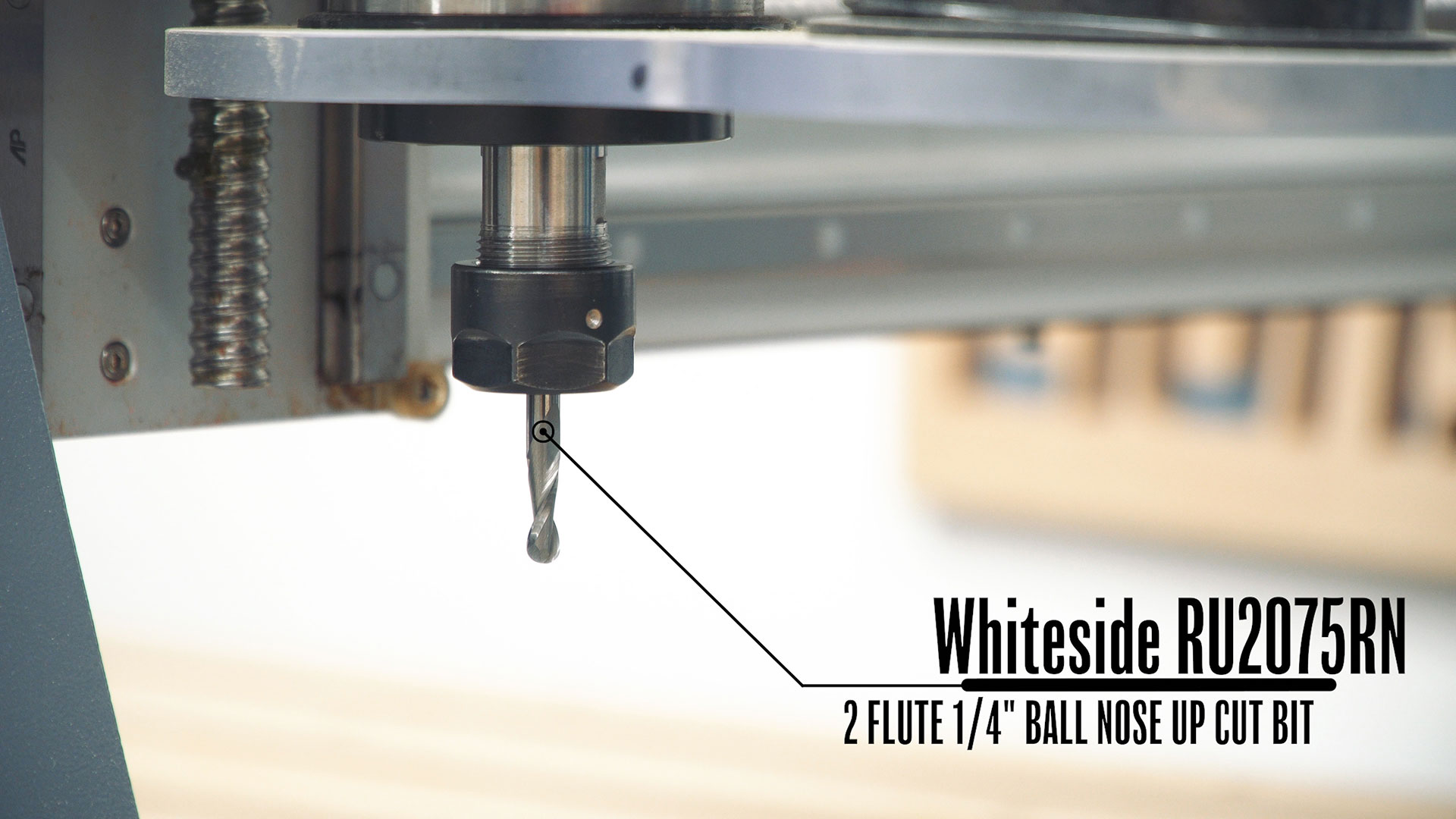
First up is the 1/4” ball nose bit and as you can see it’s just a bunch of back and forth and back and forth. Very simple cuts and a simple way to add texture to a pocket. All of the CNC work was done on my Axiom AR8 Pro+.
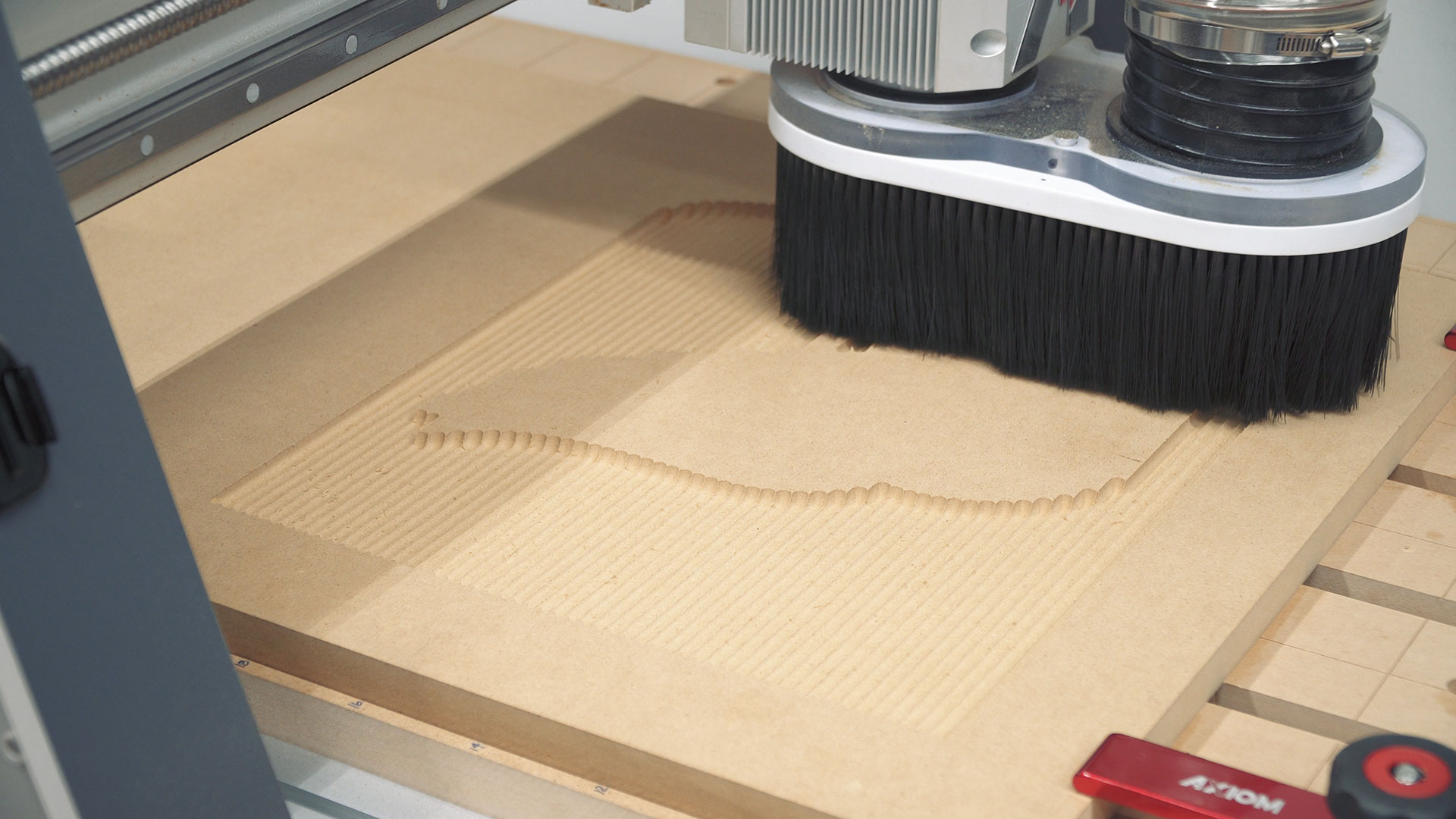
You can also see the ridges formed by the ends of the cuts and also how quickly those are removed and a nice perimeter is established with the same bit and the same cutting depth.

While it was cutting the ball nose toolpath on the second sign I brushed the first one with a nylon brush. These brushes are a dollar or so at Harbor Freight and do a great job at removing any loose fuzz on the MDF.

Once again you can see how the ends of the fluting toopath are cleaned up resulting in a nice finished appearance.

Next up is the 60 degree V bit for the logo.
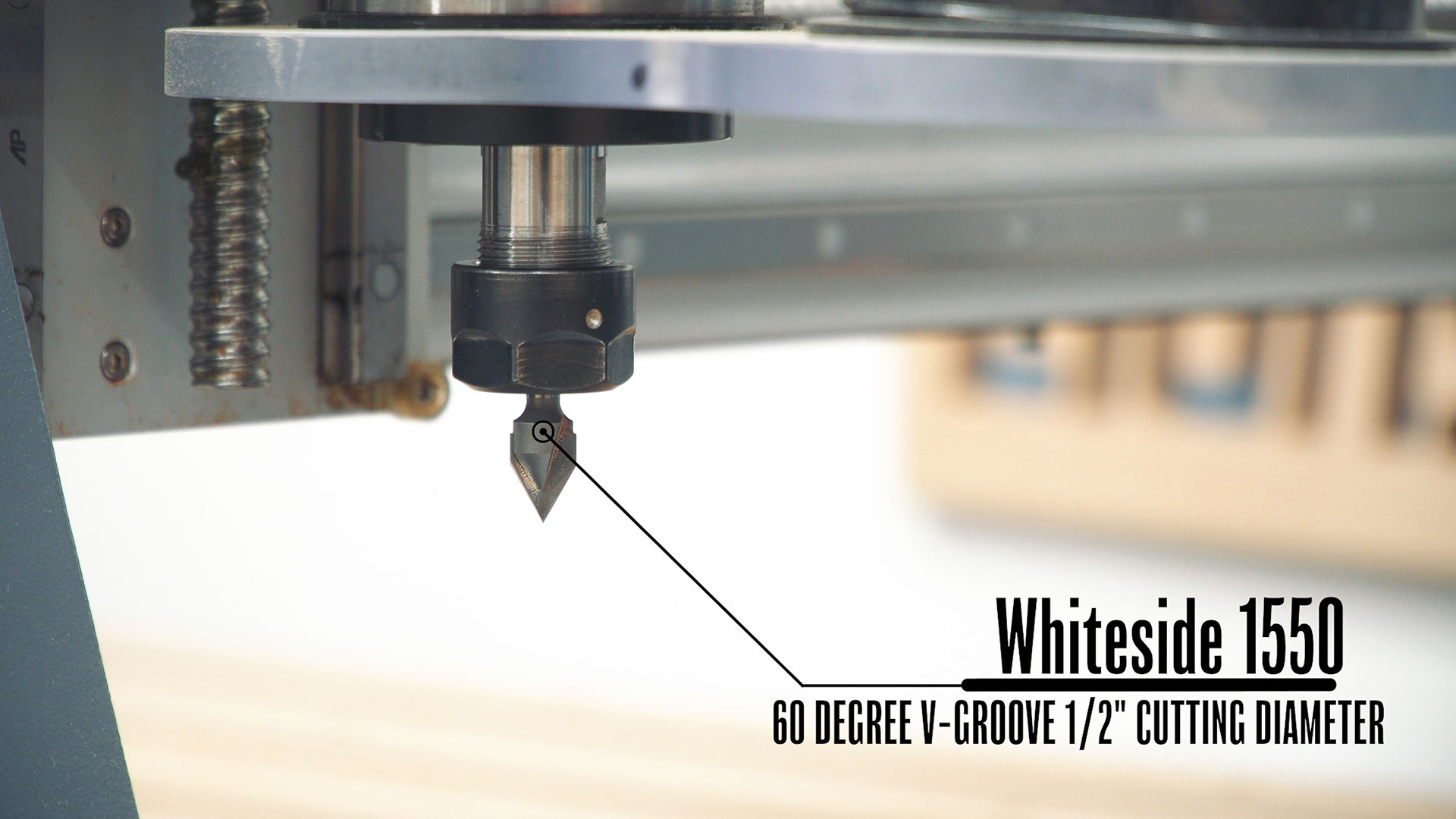
V carve toolpaths are really interesting to me because you get such precise shapes out of them. You’re not limited to the radius of the bit for interior corners. Everything always comes out crisp and sharp. Especially in MDF. For this toolpath I created a pocket clearance cut with the end mill. Recently I started cutting the V carve toolpath before the end mill toolpath because I get better results when doing so.

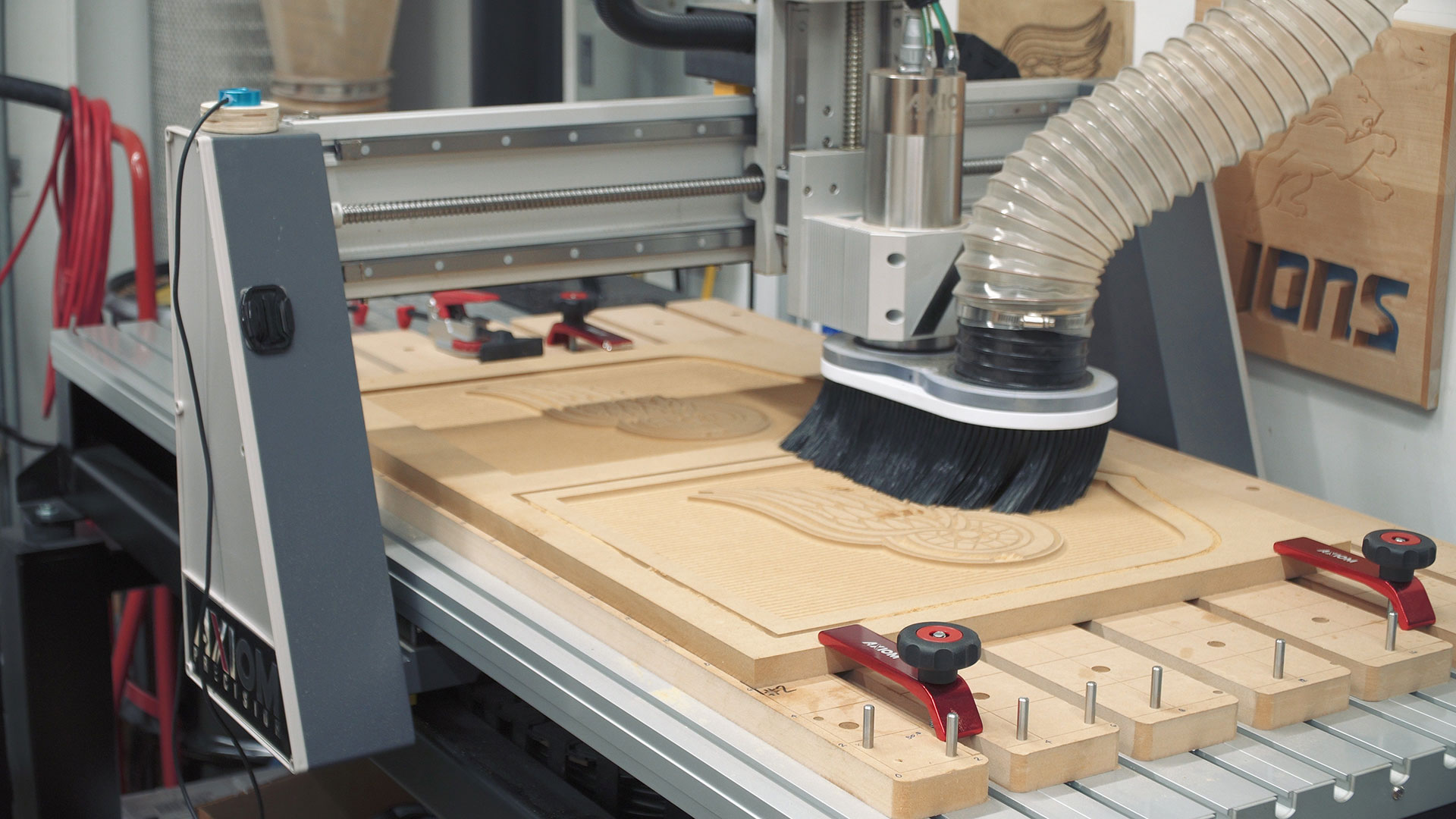
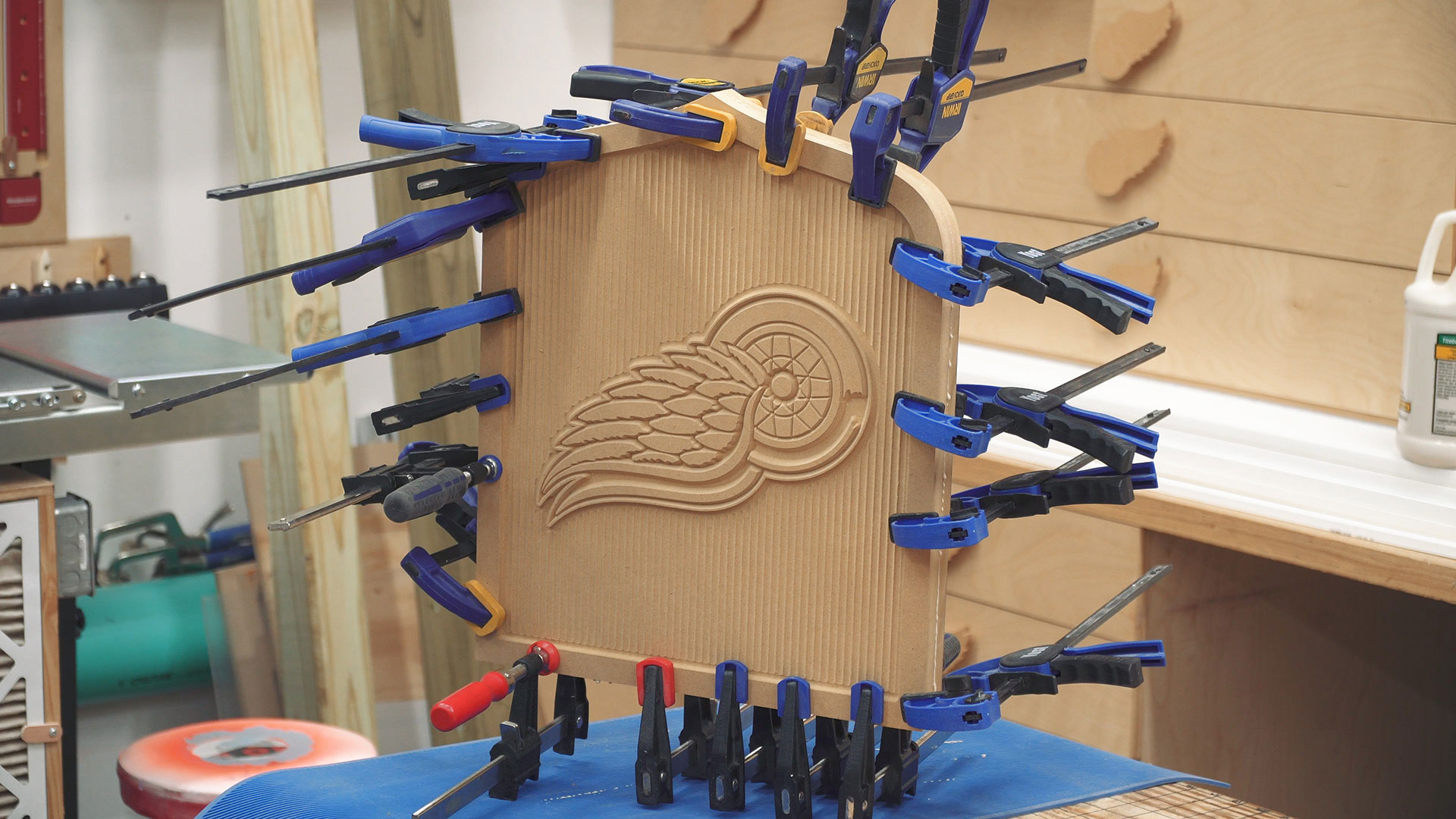
Finally the 1/4” end mill is used to finish the logo and establish the sign perimeter.

You’ll notice a few oil spots on the signs and that’s because I added too much oil to the ball screws before running this project and it eventually dripped onto the material. I’m hoping it won’t be an issue after I scrub that are and seal it with shellac.
After the CNC the tabs are broken with a chisel and then flush trimmed with a router bit.

This is a compression flush trim bit so the bottom surface is being cut in the up direction leaving a super clean edge. I’ve gotten to where I use this bit so much that I want to get a separate router table and leave this one 100% dedicated to this bit.

Then the sign pieces are glued and clamped together.
The next day I ran the sign over the flush trim bit once again but I had the bit height set so that the top bearing is guiding along the top piece of MDF and made a pass all the way around the sign. This will even up half of any misalignment in the two pieces. Then I can flip the sign and make another pass all the way around and even up the other half of any misalignment. The result is a smooth face all the way around.

Finally the sign is sealed with a few flood coats of shellac. I’ve never used MDF outside in a sign like this but I’ve researched and found several established sign makers who have had good long term results using MDF sealed with shellac and then finished with an outdoor rated finish. That’s the plan with this one and this is where I’m going to end this video and article. I mainly wanted to focus on the toolpath setup and getting the sign built. I’ll cover the finish and mounting details in the next video and article where I make the entire sign post as well.




{kind=link}
No matter how well you seal and finish the MDF, if used outside it will eventually absorb moisture and expand.
How can I get a copy of that design
Jay. I appreciate the computer technology and talent needed to use a CNC but I subscribe to your channel to learn woodworking with tools that are not dependent on a computer to do the work. Are you intentions to continue to produce projects that are only “doable” with a CNC? If so what a shame you have displayed much more talent then that.
Way to jump to conclusions, Skip. Did you not read the introduction where I divided this project up to keep the CNC part separate? Not everything I make requires a CNC.
Some people think your Woodworking channel is taylored to just their needs!
Am so glad to see a CNC project! Kudos to you, I learned a lot, thank you.
I bought my CNC first, then got into woodworking second, mostly because of you. Keep inspiring us please!
Now, if you had only done the Carolina Hurricanes logo…
Jay, It is very nice work but way out of my league and besides, it should be a New York Rangers Emblem.
Thank you for sharing Jay. It’s awesome.
Hi Jay. I see the CNC as another router that is available to use in woodworking and they are getting more affordable every year. I am glad you are embracing the new technology and incorporating it in your work flow with more traditional tools.
I believe you continually display the use of hand tools, power tools and workshop machines in a great balance. The current use of a cnc is well justified while you are getting your head around how to use it, keep it up!!
Dave.
All hail the Winged Wheel! Very nice design. Even though I’d love to have a CNC it’s likely years down the road in my woodworking days. I still enjoy seeing what you produce. Great job.
Wouldn’t you have wanted to cut a Toronto Maple Leaf symbol? :-)
Jay.,
As always, you leave a little gem of problem possibilities. So now I know if I get into CNC (maybe this summer) I will be sure to avoid excessive lube on the spindle or other parts. In fact I will be a bit more careful when lubing most shop stuff that could dribble on the wood.
I like methylene chloride as a solvent for those REALLY bad accidents. There are few things that can stand up to it, even epoxies. . Handle with care.
Joe
While I do not have a CNC or the required skill level to make such a project, I still enjoy the video’s and the process involved in pulling together this sign work. As an aside, it should have been a SJ Sharks logo!! LOL.