📝 IN THIS VIDEO | disclosure – affiliate links below:
→ Wagon / Tail Vise Kit https://lddy.no/vd0i
→ Thread Locker https://lddy.no/vldu
→ OverDrive Drill Bits https://lddy.no/vldv
→ Multi-Length Extensions https://lddy.no/vldw
→ Brass Bench Dogs https://lddy.no/vlkb
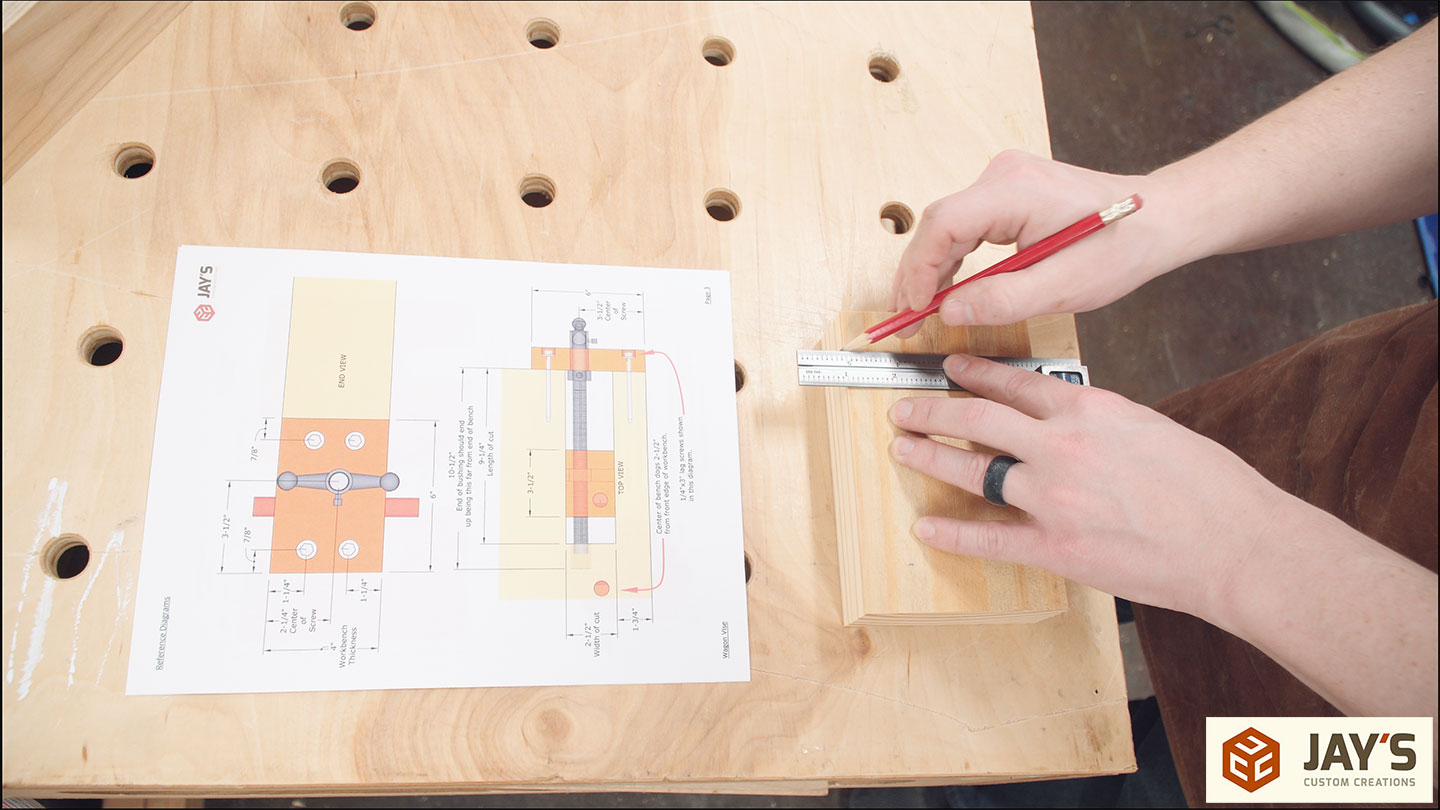
→ Plans/Diagrams https://jayscustomcreations.com/wp-content/uploads/2021/03/wagon-vise-diagrams-v2.pdf
In this video/article I’ll be using a $25 wagon vise hardware kit to add a wagon vise to my existing workbench. If you are in the planning stages of your next workbench adding a wagon vise to the build will be much easier than modifying an existing workbench. The kit includes a threaded rod, stop collar, two bushings, a square nut, and a handle. The handle I’m using here has a set screw on it. The handle in the kit does not have a set screw and instead thread locker should be used.

To make sure the cut is straight I’m using a combination of my circular saw and a straight edge. As you can see, my circular saw will not cut through the entire thickness of the bench but it will establish a straight reference face to work from.

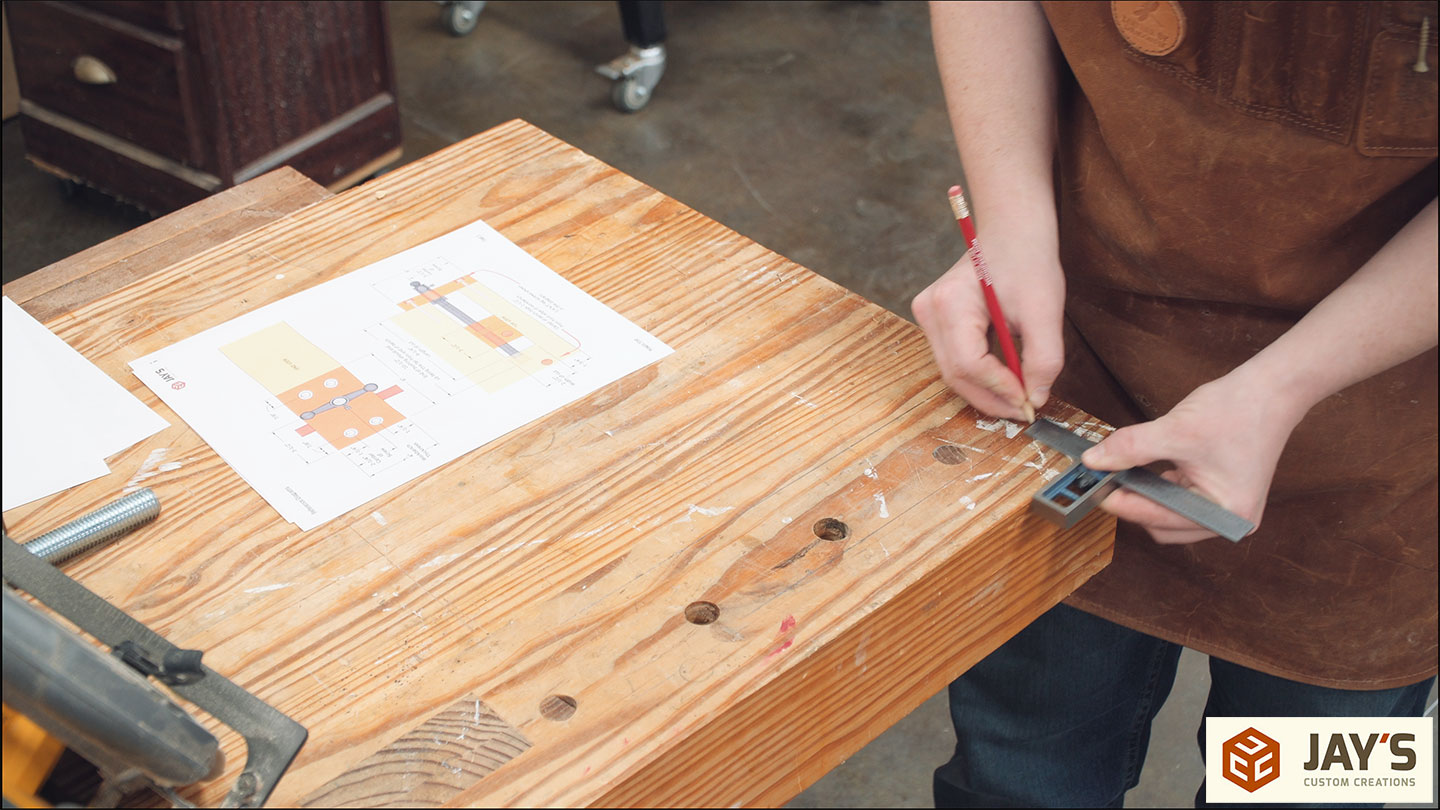
Step one is to layout the cut on the workbench with a pencil.


Next, a straight edge is clamped to the workbench with the appropriate offset necessary to cut on the layout line.

With the saw set to its deepest setting, a cut is made stopping at the end line.

Then a spacer block is added and a second cut is made. Using a spacer block for the second cut ensures the opposite ends of the slot remain parallel. The spacer block is the width of the desired vise block minus the thickness of the circular saw blade.

At this point, I realized that step one should have been to fit the end block to the workbench. Fitting this block first is important because it establishes the mounting holes before the material is removed from the workbench. When removing the slot waste the outside, thin section of the bench may shift due to stress in the wood. Mounting the end block afterward would make it more difficult to make sure everything stays in alignment.
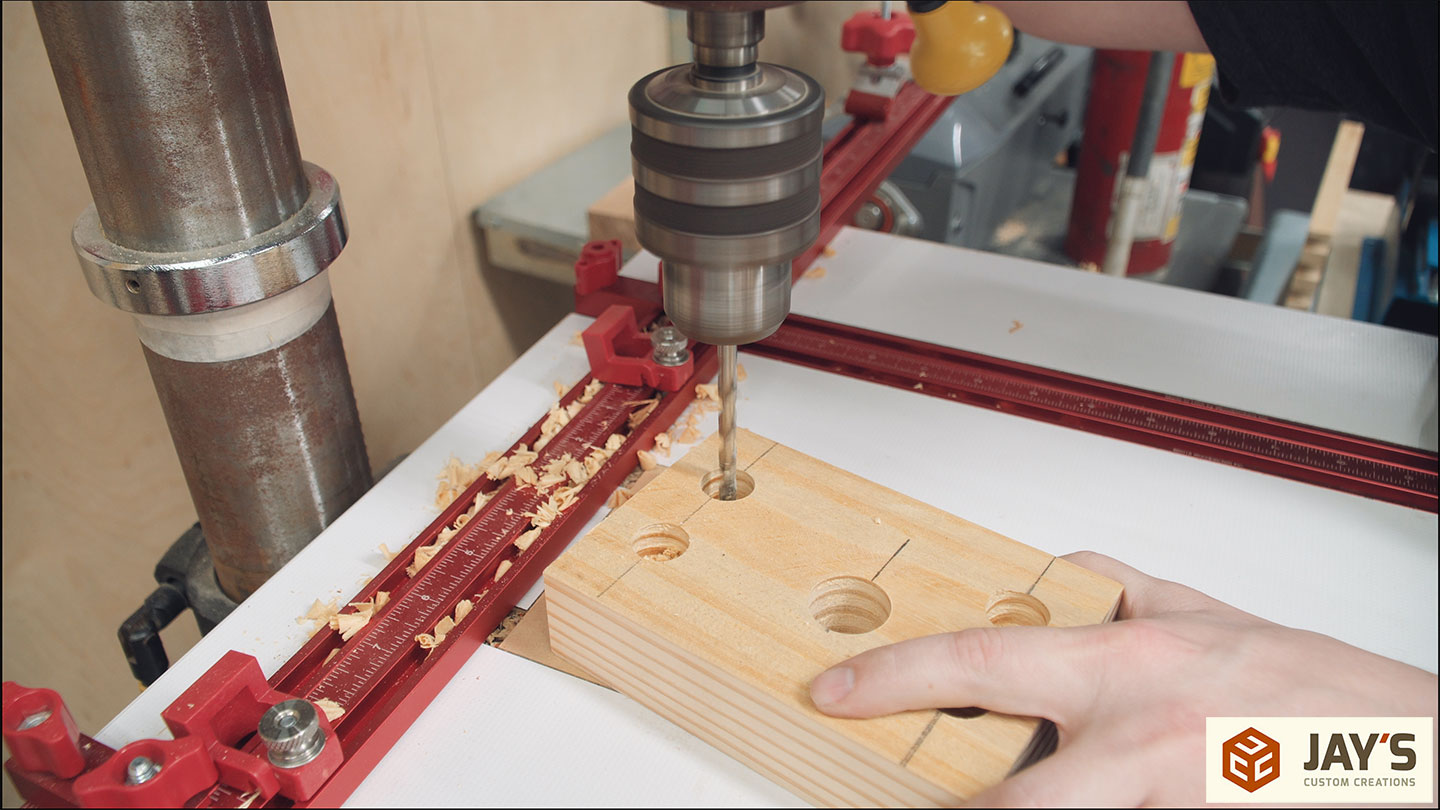
The end block gets four counterbored through holes for the mounting lag screws and one through-hole for the vise screw.


The end block is clamped to a horizontal board and the horizontal board is clamped to the workbench. This allows the through holes to be transferred to the workbench where they are drilled out deeper with an undersized drill bit after the end block is removed.


Finally, the end block is fitted with four lag screws. This order of operations properly establishes the mounting hole locations. After this is when the circular saw cuts should have been made.


The circular saw cuts are completed with a hand saw. I chose this saw because the tooth set is narrower than the width of the circular saw blade. This will allow me to complete the full depth cut without destroying my original reference face established by the circular saw.


These are Wood Owl OverDrive Fast Boring Bits. I’ve heard really good feedback about them drilling straight, fast, and clean so I’ll be giving them a test with this project.

I used the 5/8” bit to remove the bulk of the waste connecting the end of the cuts. This worked really well and I was quite impressed with the bit. It’s the best of both a Forstner bit and an auger bit. Clean as a Forstner bit with the ease of use of an auger bit.


Now the part that resembles traditional dental work.


A chisel is used to square up the interior three faces.



At this point, the screw hole in the end block needs to be transferred to the end face inside the workbench. To do this a quick jig is made with a block just narrow enough to fit inside the cutout and a horizontal board to reference off the top of the workbench.

The jig is clamped to the workbench touching the inside face of the end block. Now the 1” hole location can be transferred to the jig.

When clamping the jig to the far end of the opening it’s important to reference the jig off the same left or right side of the opening that was used previously.

Here’s another handy widget. A telescoping hex bit extension. This one gives you the option of 8”, 10”, or 12” of extension. The OverDrive bits have a hex shank so they can be used with it.


Now the screw hole location can be transferred to the workbench. With the jig in place, you can’t see how far to drill through.

So the jig is removed and the length of the bushing is transferred to the OverDrive bit with a marker.

And now the depth of the hole can be established without the jig.

The bushing should be a snug fit and inserted at full depth.


While I’m at it the bushing in the end cap can be inserted. You can see that this bushing is actually a little longer than the thickness of the wood. That’s because I was making this before the hardware kit was finalized so my bushings were a little too long.

With the bushings installed the alignment can be checked with the screw.

For the vise block, I went with a couple of pieces of ash glued together. The grain direction is important here. Notice that the grain direction is vertical when looking at the end. This means the majority of expansion and contraction will be vertical and therefore seasonal expansion and contraction will have the least effect on its fit in the workbench.

The goal is to make the block narrow enough to slide easily but not too narrow that it wobbles around. A hand plane could be used to size it but I was already set up at the table saw so I just made a few trips back and forth to shave away a tiny amount until I was happy with the fit.



I noticed the outside 1” or so of the slot was a tiny bit more narrow than the rest of the slot. I’m not sure if this was wood movement of the outside strip of the workbench or variance in the final trimming with the chisel. Either way, I decided to leave it and slightly taper the back 1′ or so of the block. But first, I used the snug fit to my advantage to hold the block in place for transferring the screw hole.
I do think I made an error here though. Instead of drilling it all the way through by hand I should have just barely established the hole location by hand and then finished the hole at the drill press. The resulting hole was a tiny bit out of alignment.


After the screw hole is established the square nut can be threaded onto the rod and then used to locate the height of the dado.



The marking knife line can then be used to set the table saw blade height. A few passes are made to establish a dado width just a tiny bit wider than the thickness of the square nut. The wider you go with the dado the more backlash you will have in the operation of the vise.



You can see how this works in the test fit. The nut is captured in the dado and the bottom of the dado prevents the nut from spinning. This interaction is how the rotation of the screw results in a linear travel of the vise block.

A quick test fit let me know I had a tiny bit of material to remove on the middle of the wide faces of the block. Small tweaks like this are best done with a hand plane.

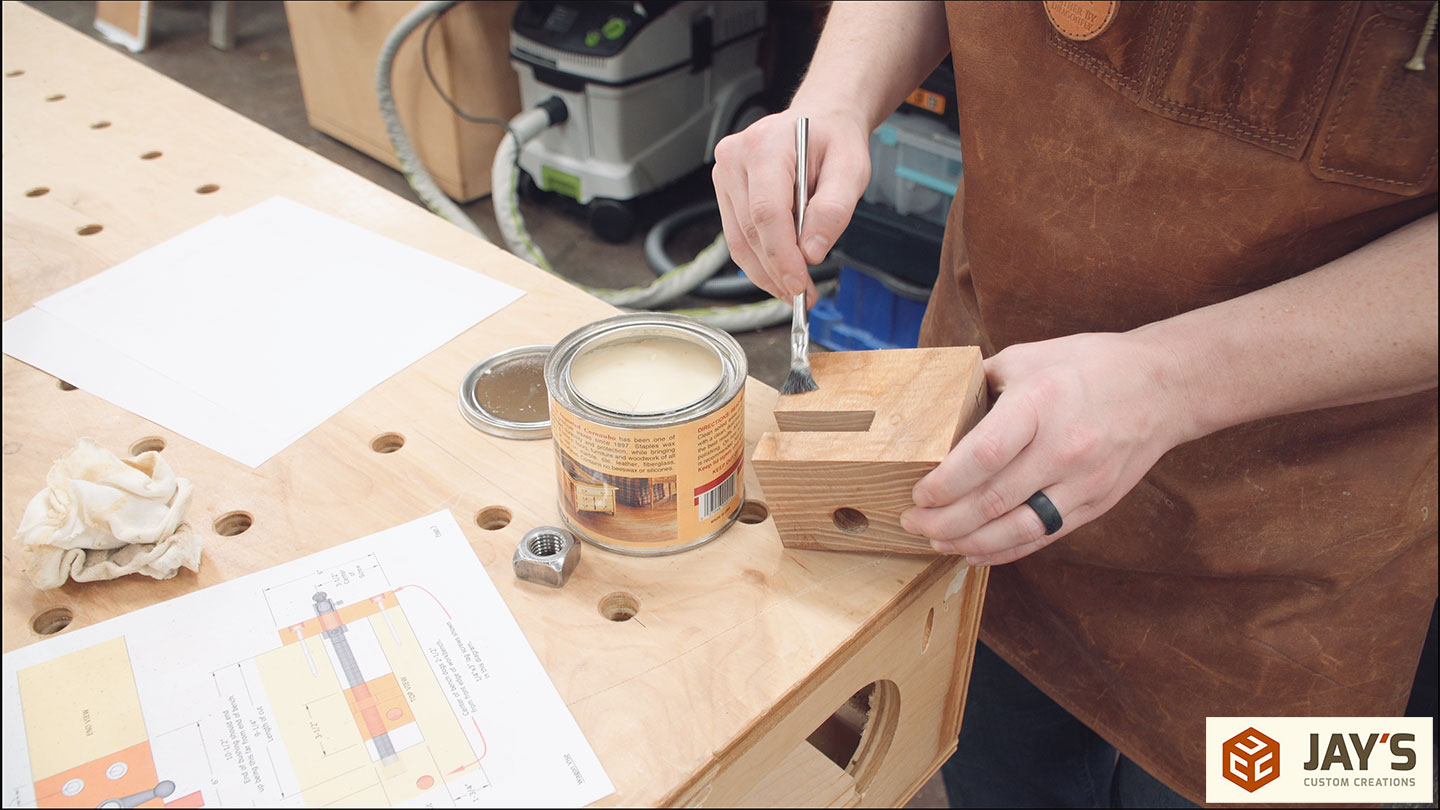
And before the final install, everything got a liberal application of wax.

Don’t forget the stop collar. It goes on first.

Then the block with the square nut inserted from below.

And once you are happy with the fit the stop collar is locked down to secure the threaded rod in the vise.

I was really impressed with how well these bits drill so I decided to drill the 3/4” dog hole by hand instead of removing the block and using the drill press. Here’s a tip for you. To drill vertical by eye, drill a little bit at a time while moving your line of sight 90 degrees each time. This helps because your eyes are great at referencing vertical left to right but you can’t see if you have the drill tilted too much front to back. Go back and forth and you will keep correcting yourself.


For the rest of the dog in my workbench, I used 3/4” oak dowels. These are inexpensive and you can easily cut a tapered face on the top. In this case, the dowels were just a tiny bit too large for the hole. The solution is to sand the dowels down slightly until you get the fit desired. However, I tried a brass bench dog I had and it was absolutely perfect. Pretty tight but loose enough to move by hand.


The last bit of fitting was to shave the top of the vise block flush with the table. The two pieces of the block had alternating grain direction so I had to use the plane to make skew cuts. Almost like pearing away at end grain with a chisel.

It’s done and it works really well. The main point of a wagon vise is to be able to clamp laterally on the ends of boards. This leaves the entire top surface open for planning or whatever without something like a holdfast getting in the way.

I did end up sanding off the pencil lines on the end cap and sanding the sharp edges a bit. But that’s it. I didn’t apply any finish as I don’t think it’s necessary. Cosmetic appearance is the least of my concerns with this workbench.





{kind=link}
Great idea Jay. Do you think this is better than a full width tail vise? I loved the one you made with pipe clamps, it did double duty with being able to clamp boards for end grain work.
As always, an excellent buildarticle and supporting vid. Don’t know where you find the time.
Nice little job. 👍
I wish those Coverdrive bits came in metric.🤔
I note you have to rotate the handle counter clockwise to tighten. Took me a minute to understand, but now I do. I guess you get used to it quickly.
Before I build this into my workbench, I’m wondering: what do you find are the tradeoffs between this and the cast iron tail vice you had there before? I feel like the tail vice is a little more versatile as long as the dog holes in the bench surface are placed appropriately for use with a dog in the tail vice.
Also, your signature line in the newsletter email this week is your best one yet!
Very nice build. I’m going to save this one for later. Right now I’m using an end vice that is similar to a moxon vice built with two pipe clamps. Come to think of it I think it may have come from one of your videos when you were in the old shop.
May make one these as removable attachment to to bench. Would use mostly for narrow pieces when plow or rabbiting narrow strips. Handle end will be wide enough to mount in tail vise and other end in front vise. A pair of long one by threes and use scissor jack for reverse threads should do nicely. Qne inch square pegs.
Uh oh, my scissor jack doesn’t have reverse threads, oh well can live with it.