Long before I made my first woodworking project I learned to weld. I’ve never owned a welder but for the past 14 or so years I’ve always had access to a welder. Before I moved to the city where I live now my uncle was my neighbor and I taught myself how to weld with his ancient Lincoln arc welder. After moving to the city where I currently live my employer had a cheap arc welder I could use whenever I wanted to. And after leaving that job in August of last year I no longer had access to a welder. So…I picked up a MIG welder a few weeks back.
This is the first welder I’ve personally owned. And it’s the first time I’ve used a MIG welder at all. I chose to get a MIG welder as I have always been told that they are really easy to use and while I do agree that they are easier to use than an arc welder I haven’t quite got used to the wire feed aspect of it. I’m confident in the structural integrity of the welds in this bench vise project but I will admit that the welds themselves are pretty ugly. Feel free to make fun of them as much as you want :)
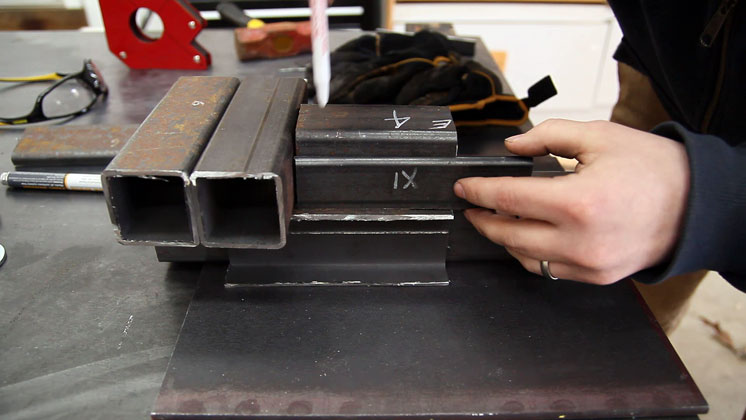
I chose to make a bench vise for my first welding project with the new welder. And for the design I slightly modified John Heisz’s version that he made a few years ago. If you would like to find out about the original version of this vise you can view the build article and recently updated video on John’s website by clicking here. The first step for me was to cut all of my material. I used 1/8” wall 2” x 2” square tubing instead of 2” x 3” that John used. To make all of my cuts I used a thin cut off wheel in my angle grinder.

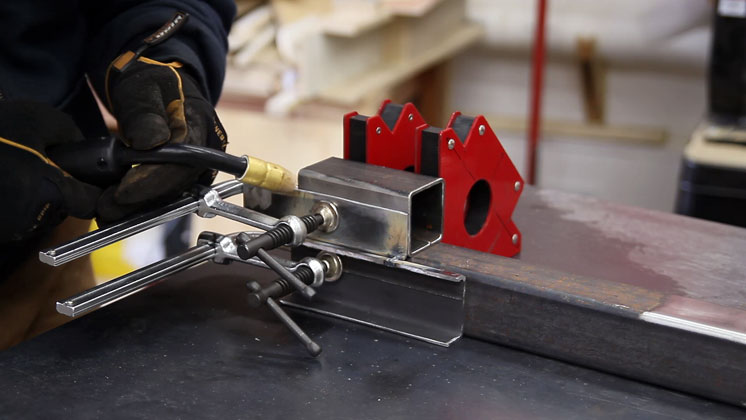
I find it much easier to cut metal when it is clamped down or at least held securely. To make this easier I used a pair of 90 degree magnet blocks. They did a lot of the material holding in this project.

At this stage I made a slight design modification where the stationary back jaw and rear support block are attached to the bottom plate. I describe the exact changes in detail in the video.
With my pieces all rough cut I used a wire wheel to clean all the pieces in preparation for the actual welding. I’m not using shielding gas with this welder at the moment so instead I’m using flux core wire. It is my understanding that you don’t have to clean up the parts as much when using flux core as opposed to MIG wire with shielding gas but I went ahead and cleaned them anyway.

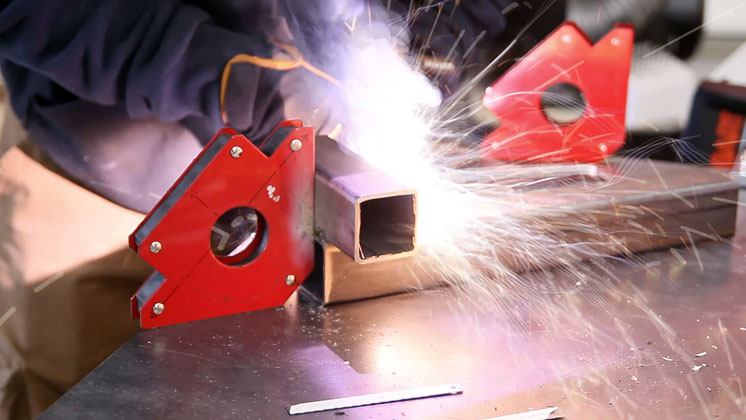
With everything ready to go I started with the welding. I don’t claim to be a professional welder by any means but if you have never welded before I will say that it is best practice to tack weld your pieces together before you make the actual length welds. This will allow you to position and check your material in a manner that can easily be removed if needed. This was the first side of the stationary back jaw.
And here’s the second side. John used a hacksaw blade to space these parts out slightly so I did the same.

After aligning the stationary jaw with the pieces for the front jaw I could then tack those pieces in place.
Before starting the actual full length welds I worked on the base plate. I wasn’t too sure where I am going to mount the vise so I decided to just mount it to a piece of flat 1/4” plate steel. That way I can move it as needed until I find it’s permanent home. To elevate the lead screw nuts I used another piece of 1/4” steel.

And then tacked the nuts in place. My thinking here was to use multiple nuts to prevent stripping of the threads on the generic threaded rod that I was using. After tacking these I stared with the actual welds. I ended up having to remove the back nut due to misalignment issues.

After that I completed the welds on the front jaw and marked the position for the holes in the front plates. These plates will be welded to the front of the front jaw to cap off the lower square tube and also act as the pressure plate for the handle. Because this will see a lot of pressure I used two plates just as John did in the original version.

I was fortunate enough to have a hole saw the correct size for the threaded rod. John used 1” threaded rod, I used 3/4” threaded rod.

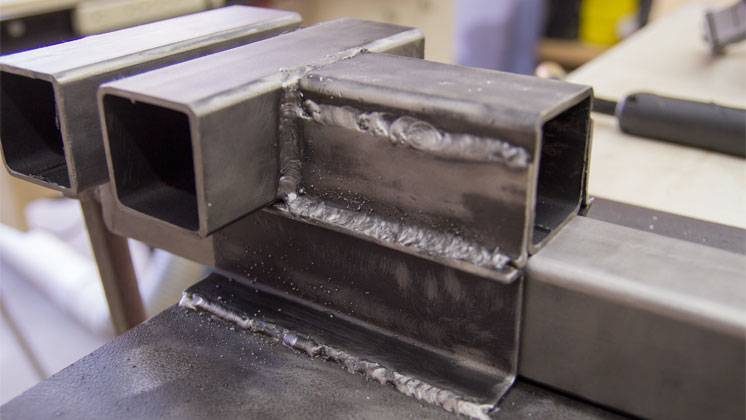
Then the first plate is tacked in place and then fully welded on. This plate was then ground flat along the edges and the second plate stacked on top and welded.

To pull the front jaw out as you back the lead screw out a nut is welded about an inch away from the end of the threaded rod.

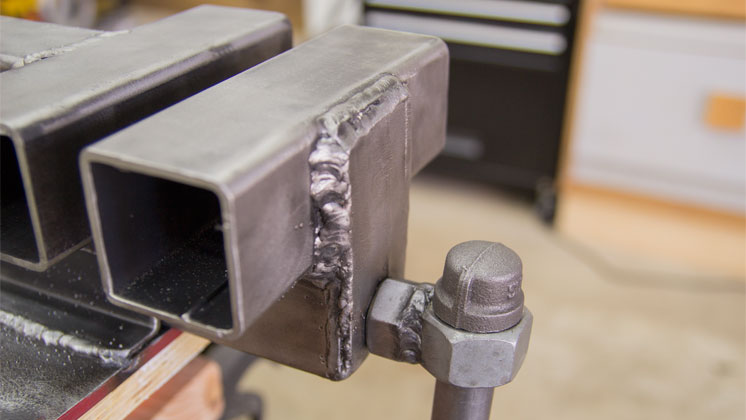
Then the front jaw is installed and another nut is put on the threaded rod. This nut can’t be too tight though. Enough slack is left to allow the threaded rod to turn freely in the front jaw hole. And then it’s welded in place. I made sure to really weld this one on as it will see a lot of pressure.

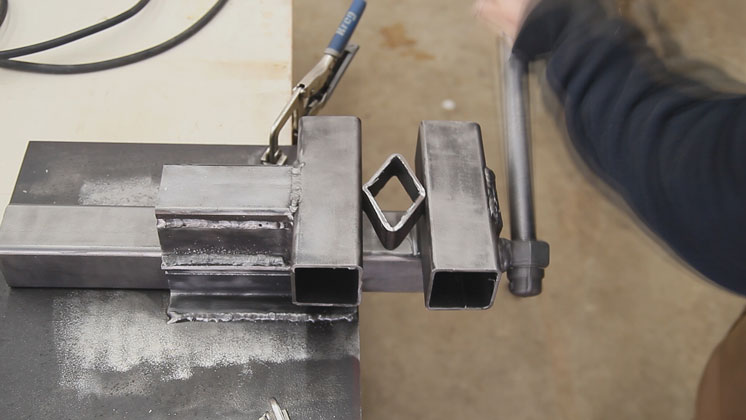
A much larger nut is welded to the end of the threaded rod after the previous weld is flattened with the angle grinder. I’m not even sure what size nut this is actually. I just know it’s sized large enough that a piece of 1/2” plumbing pipe can fit through it.

Speaking of plumbing pipe… I used a 12” section of 1/2” pipe with two caps on the ends for the handle.

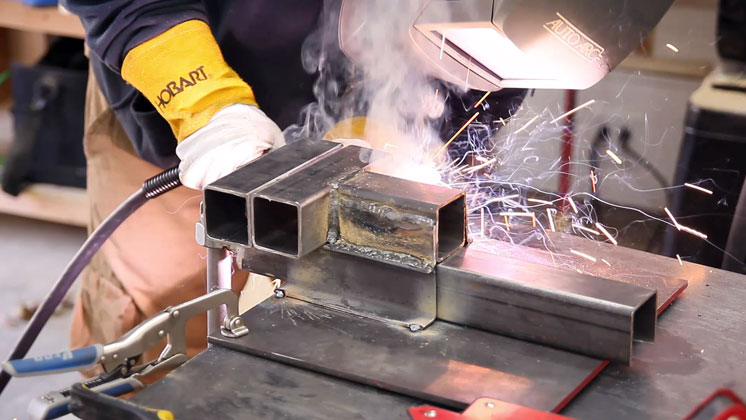
Before welding the stationary jaw I cut off the last bit of overhanging metal due to the previous design change.

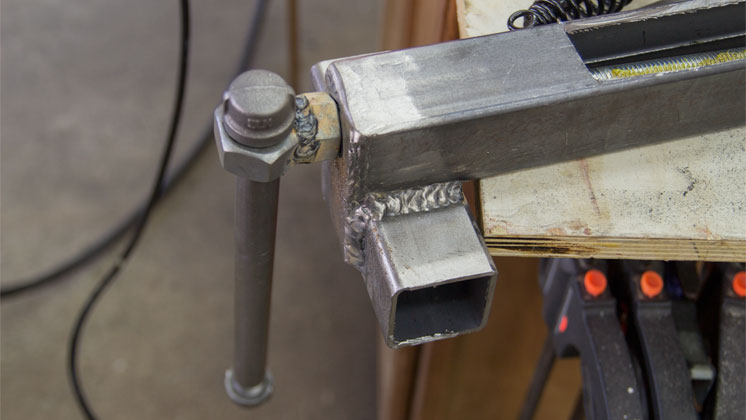
I really thought I warped the bottom plate when I welded the nuts in place. The bend is clearly present in this shot. But after editing the video I noticed that while I was talking about my design change, which was before any welding happened, the bottom plate had a wobble to it. Anyway, at this point the stationary jaw is welded to the base plate. John bolted his in place but I’m not sure where this vise will end up so whenever I get to that stage I can bolt this bottom plate to whatever surface I am using. You can also see all the crap that flux core leaves behind when welding. It’s the same as an arc welder by the way.
All of the parts get cleaned up with a wire wheel once the vise is completed. I was originally going to paint this vise green but I changed my mind. I like the look of the exposed metal.

To prevent the exposed metal from rusting I sprayed a few coats of lacquer.

If I recall correctly, John crushed a can of tomato paste after completing his vise. I was going to do the same but ended up chickening out and just crushed a cut off piece of the square tubing. I can really wrench down on this vise with all of my weight and the threaded rod seems to be doing just fine.
I also added a bit of grease to the threaded rod to make it advance smoother.

Like I said, the welds aren’t pretty but they will get the job done so feel free to laugh at them. Another thing I should mention is that John used some smaller strips of steel for removable jaw inserts and he also added diagonal bracing inside the jaw tubes. I didn’t do either of those and am not sure if I ever will. We’ll see how this holds up first. I’m really glad I ended up making this project this week and I’m sure I’ll be using this vise for a long time in the future.





{kind=link}
I really enjoy your videos. Nice welder purchase. I highly recommend the Harbor freight portable metal cutting bandsaw #47840. I have not regretted it.
Wayne
Columbia MD
Thanks for the tip on the bandsaw. I’ll look into it.
I’ve never laid down a pretty bead in my life, but all my welds are still holding to this day. “Looks” don’t make a car fast. “Looks” don’t make my wife’s cooking taste great. And “looks” don’t make a weld hold. Besides, you now own a mig. You can fix or rebuild/redesign as needed!
Very well said!! My grandpa always used to say “function over fashion”
WOW, this is awesome I’m really inspired from your works and videos. thanks a lot.
Very cool Haim. I appreciate that.
Great job looks good and has good holding pressure
Thanks Mark. It should perform quite well for a long time.
Gotta get me one of those!
A welder really does come in handy.
Jay, I bought a MIG welder about 15 years ago. It came with the option of using flux core or gas. I have used many welders in the past. I used to do heavy automotive repaurs, frame and structural. Anyhow, I strongly recommend getting a small bottle of gas for your welder. It will last for years if you just use it for small projects and minor repairs around the house.
Jay – Another excellent video, you make it look so simple. I would like to suggest picking up another now cost grinder and attaching a wire wheel or wire brush, makes cleaning up the metal prior to welding so much easier and faster and also removes the burrs very quickly. Buying virgin metal from local shops or big box stores is costly, luckily there are a few industrial metal supplies in my area and scrap metal guys that will sell you the common sizes a lot cheaper.
Yeah I almost found out how costly box stores are. Luckily I found a local welding shop to sell to me pretty cheap.
Was it cold In the shop? Or was it for protection from the welding
It was in the high 20’s when I started the project and I kept the door open during it. It may not be too cold for folks up north but for me that was COLD!
I love simple and easy! Way to go Jay.
Looks like a vise to me. And the welds look good also. Your a welder not a grinder! Great work once again Jay
Jay, did you use a special filter on your camera to protect it from flash when welding?
No. The only damage that I know of can happen if the hot splatter ends up getting on the lens. I was zooming in as much as possible to remain a safe distance away.
Jay
I love your woodworking page and have started to build some items and really enjoyed the Horse Bench. After I built my first one I have had a lot of people that wanrt one. But all kidding aside after seeing you’r weling as they say I wouldn’t quite your day Job, I used to be nuclear weld inspector so I am a little hard on welding, I guess you would say the same thing about my woodworking.. Best for now Jay and keep those projects coming. Don Lallier
Sawdust and hot metal? I tried that once. Nearly impossible to put out a sawdust pile fire. I’m sure you took the necssary safety steps. I saw a really big sawdust pile burn for weeks. It was thought to be put out several times. Keep up the good work. It does take a lot of time to get welds to look good constantly.
I’m sorry, what pile of sawdust are you referring to?
Not bad Jay. Argon is the answer, then you don’t end up with all the spatter. I can tell you that from experience. I have the same welder and it pisses me off every time I use the flux core. However I’m in the same boat as you, I don’t use it often enough to warrant getting a bottle. I’ll just have to remember how good it was at work. The angle grinder makes it look decent.
Great site and good YouTube videos. I always enjoy watching each new one even if I’m not in the market for that particular project.
In 1992 I bought a 200 amp mig welder from usaweld.com. I then took a semester of mig/wire feed welding at the local community college. Since then I have ran thousands of feet of wire through it and my beads look pretty good.
I find that if you don’t do it for a while, it takes a few minutes to get back into the swing and produce good welds.
My recent woodworking projects include a 6 foot long cabinet/work bench to match the rest of the cabinets in my shop and a drill press cabinet for my desktop drill press. The drill press cabinet has three shallow drawers to hold my collection of bits and vise grip style clamps and one large drawer to hold my router.
I’m currently building my shapeoko 2 from the mechanical kit. I’ve been in the planning process for a CNC machine for a while and have all of my own electronics including a few Nema 23 steppers..
I’ll be using Linux CNC as I teach some Linux classes at the local community college and like the concept of open source software.
Jay, watch out for the fumes from the flux. My brother had to give up welding because the fumes made him sick at the end of the workday.
So far, I’ve watched the vid. twice. You didn’t answer your own question/statement. You did the vise to have fun.
I’ll second what tpobrienjr said about fumes.
I’m not sure what you are referring to,,