To purchase the MDF templates for this project click here.
This project starts out with a really twisted board. In this case it won’t matter much because the multiple smaller pieces that I need will have a manageable amount of twist in them. But I thought it would be interesting to show just how bad of a board you can work with if you utilize it the right way. This board is 12” wide, a little more than an inch thick, and the twist shown here is through 8′ of the board.

First up is to layout for the rough cuts. I laid out my pieces based upon the amount of twist rather than trying to maximize the use of the board.

The board is obviously too twisted to safely cut with the miter saw so I took it to the workbench to cut it by hand. Using a circular saw or a jigsaw would have been much faster but I remember I was a little cold and sluggish that morning. I also remember one morning my mom was complaining about the cold right after starting a fire in the wood burning stove and my grandpa told her “cut your own firewood and you’ll warm up twice.” This particular piece of mahogany wasn’t firewood but cutting it by hand did warm me up a bit.

The rest of the milling process is pretty typical. First, ripping some extra material off at the bandsaw..

Jointing one wide face at the jointer…

And planing the opposite face flat and parallel with the planer.

Now the templates can be traced to the mahogany so we know how much extra material needs to be removed before pattern routing.



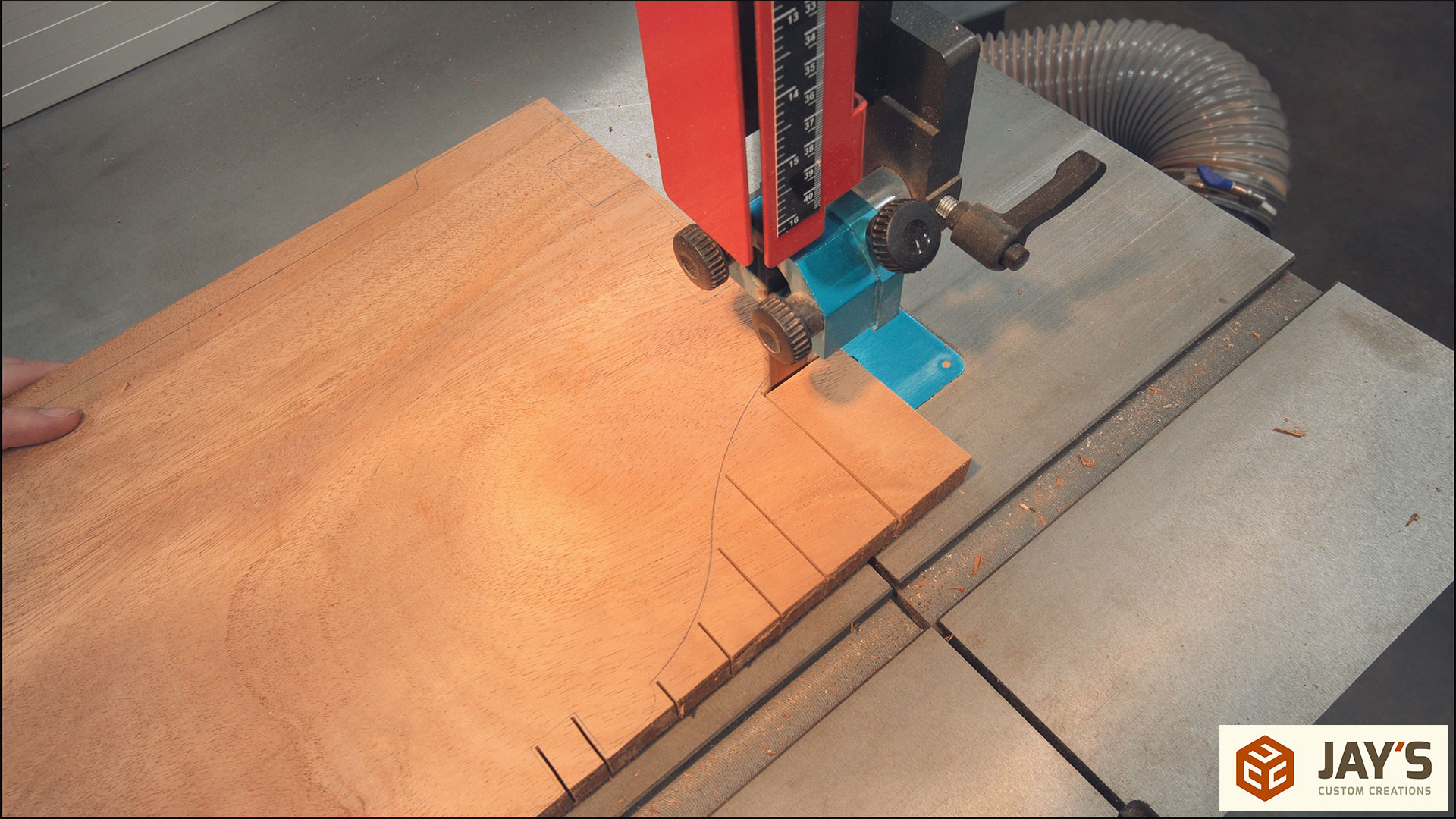
For the waste removal I started at the bandsaw. I’ve had this bandsaw for a year and a half now and since day 1 I’ve had this 1” carbide tipped resaw blade installed and have never taken it off. It’s an absolute beast for resawing wide hardwoods, which makes it a really bad choice for cutting curves.
To remove even more material and get it closer to the line I switched to the jigsaw.

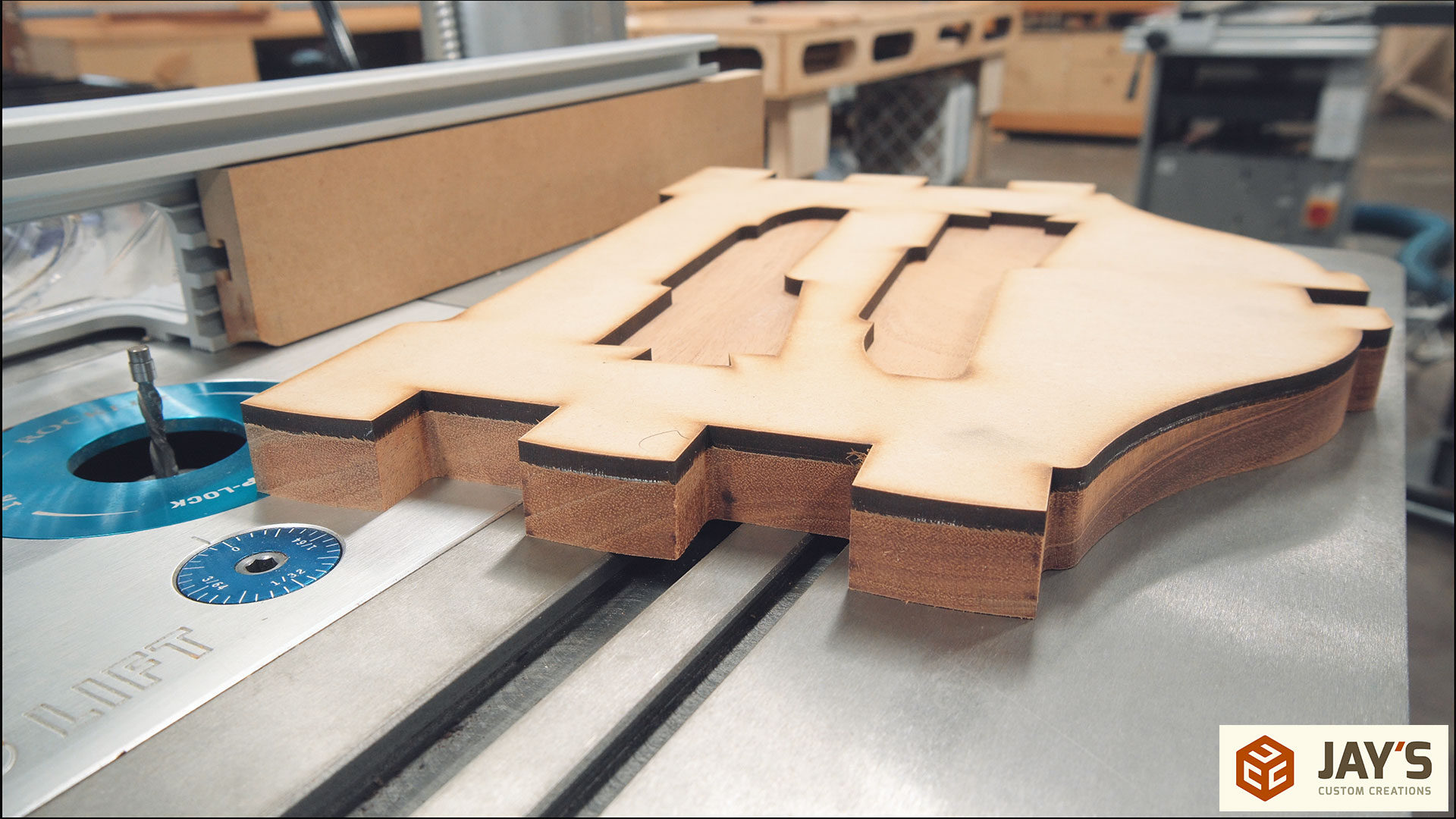
Now the material is close enough to the shape of the template for pattern routing. There’s a few different ways to secure the template to the material but I prefer nitto tape, which is the best double sided tape I’ve ever used.
Obviously a flush trim router bit is necessary for this to work. Here I’m using a 1/4” diameter downcut spiral bit with a bearing (Whiteside RFTD2100. Use code JAYBATES to get 10% off at bitsbits.com). This size bit is small enough that it can get into tighter areas compared to a larger flush trim bit. The downside is that it only has one bearing location so you’re forced to cut in one direction. This means you will be cutting uphill in some cases and might get some tearout. For the side pieces I used only this bit to see how much tearout would happen. It wasn’t a tremendous amount but it was there in some places.

But for the most part, the surfaces were perfect.
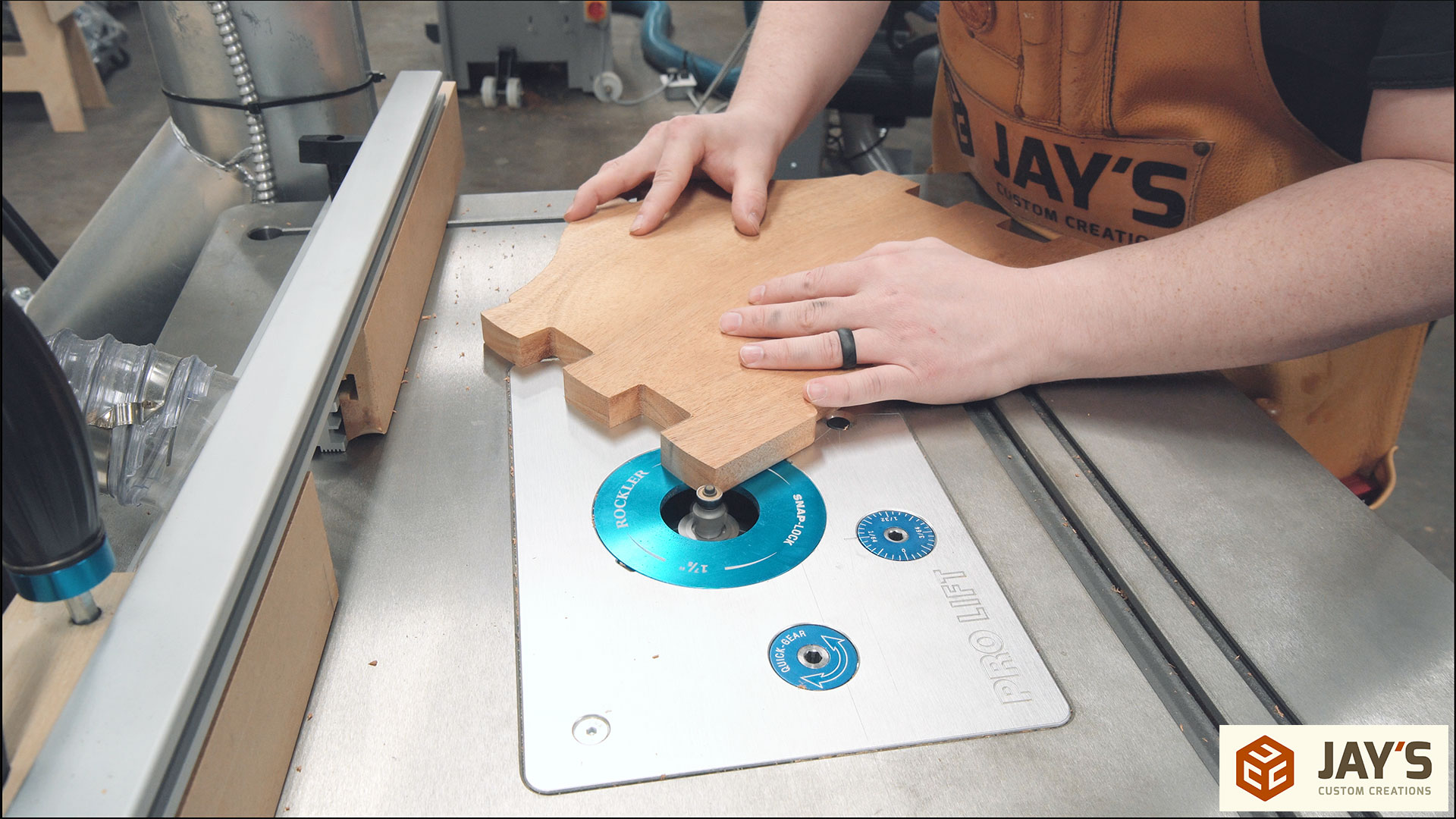
Then everything gets a roundover. I’m using a 1/8” radius roundover on all the edges, except where the handle will go. This small radius will allow the joinery to seat flush without using a chisel to square the inside corners of the joint.

Due to the radius of the bearing the roundover bit cant quite make it all the way into the inside corners. Some light touch up work with a rasp and sandpaper is needed for these corners. The alternate approach is to not use a roundover bit inside the joints and just chisel the tiny bit of waste in the inside corners to make everything square.



Typical of Greene and Greene furniture, the box joints will be held in place with screws, which will then be covered with ebony square plugs. I’ve never done this before so this is a first for me. With the fence and depth stop set on the drill press I drilled pilot holes in the center of each finger.

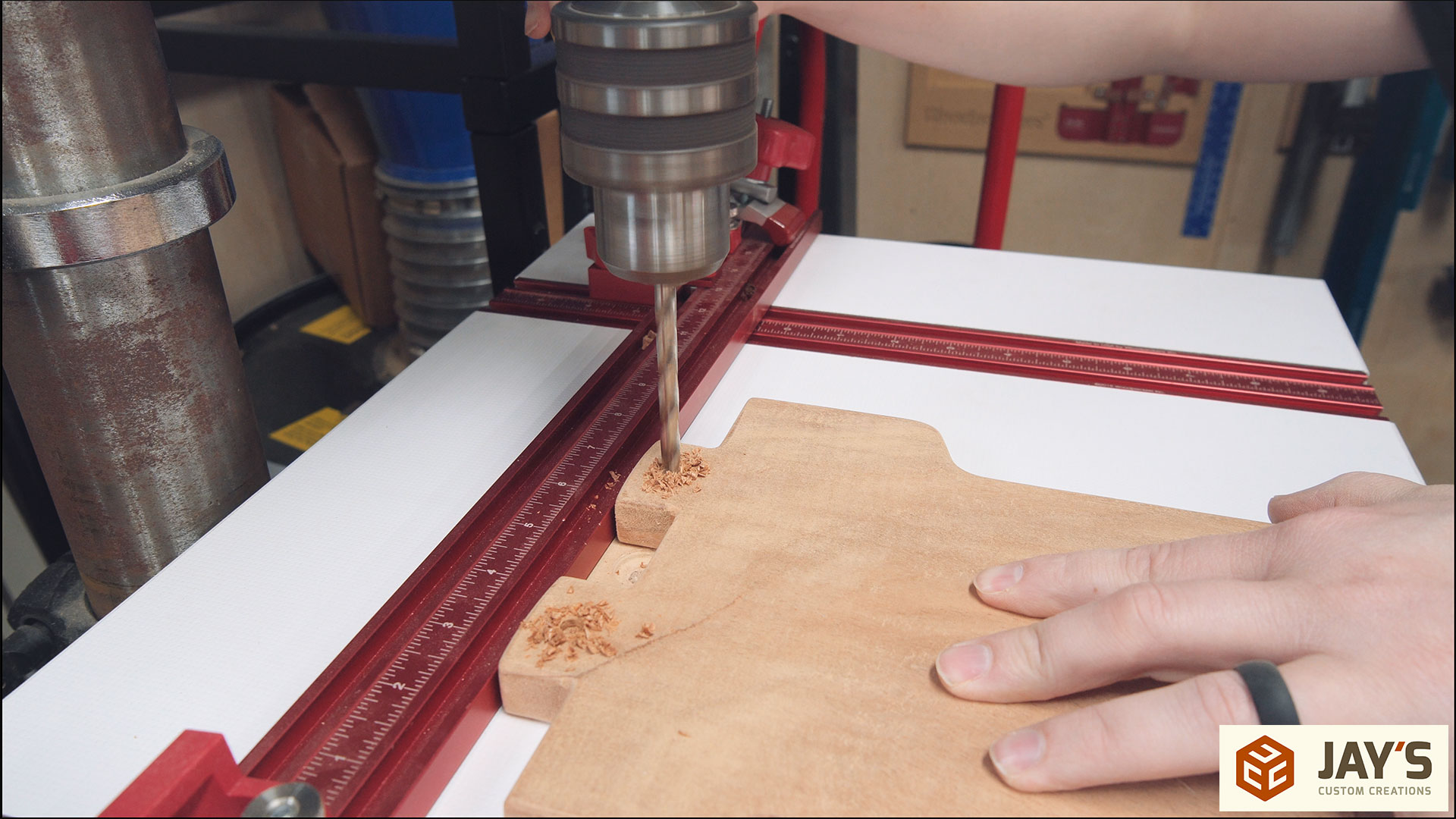
From there a square punch can be positioned with the help of a drill bit in the hole and a square to keep everything in line. I used a 5/16″ square punch from Lee Valley. The bit is removed and a hammer is used to drive the punch until it lines up with a depth stop line on the punch. And then the drill can be reinserted to remove some of the waste without making the hole deeper. Rinse and repeat for all of the screw holes.


With all of the panel holes done I gave everything an overall sanding with 180 grit sandpaper. It’s much easier to get an even sanding like this before assembly.

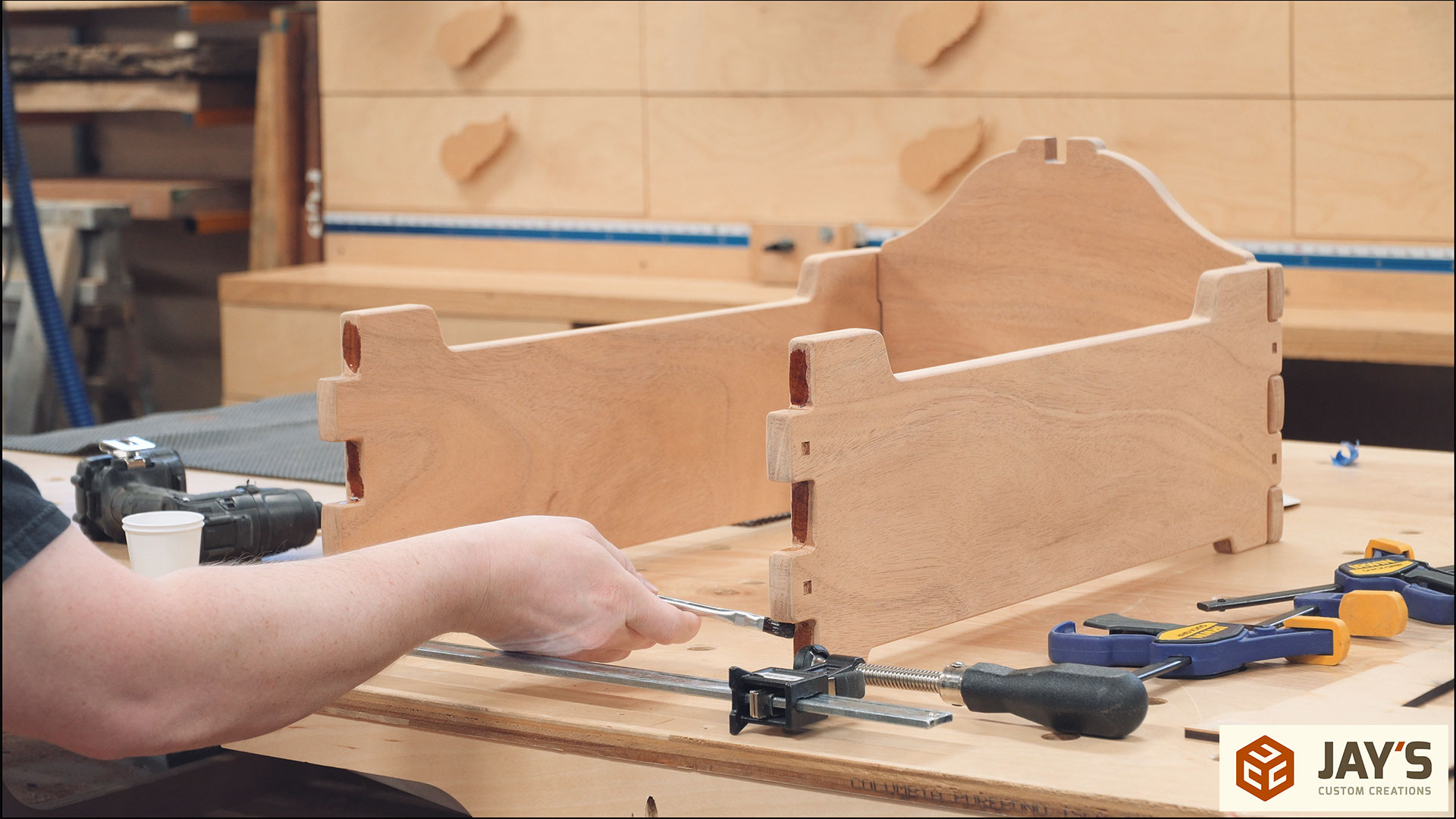
Glue will also be used for assembly. Specifically, epoxy. The most important thing when using epoxy is to make sure it is mixed properly. To help with that I always set a 2 minute timer while mixing. Also, the screws I’m using have a really small head to them so they won’t damage the square hole when driving them in.

A little bit of epoxy in the joints and the screws are driven home. Of course, the screws will pull the joints tight in one direction so a clamp is only needed in the opposite direction.



The next morning I started by milling a board for the handle making sure it was as close as I could get it to the final thickness without actually fitting in the handle slot. The final fit will be achieved when sanding.

I didn’t have a long enough piece of the original mahogany board to make the handle so the color match isn’t perfect. But one good thing about this piece is that the grain has a curve in it similar to the shape of the handle. Any time you can use the natural shape of the wood to mimic the shape you need the resulting piece will be stronger and more visually appealing.

Back to the bandsaw to rough out the handle. This shape was easy enough to rough out completely at the bandsaw.

For the handle I wanted to show a different approach to the pattern routing and that is to use a larger flush trim bit with both a top and bottom bearing so that the entire piece can be routed in the downhill direction. First the bit height is set so that the top bearing contacts the template on top of the wood.

Then all of the downhill cutting is completed making sure to not go in the uphill grain direction..
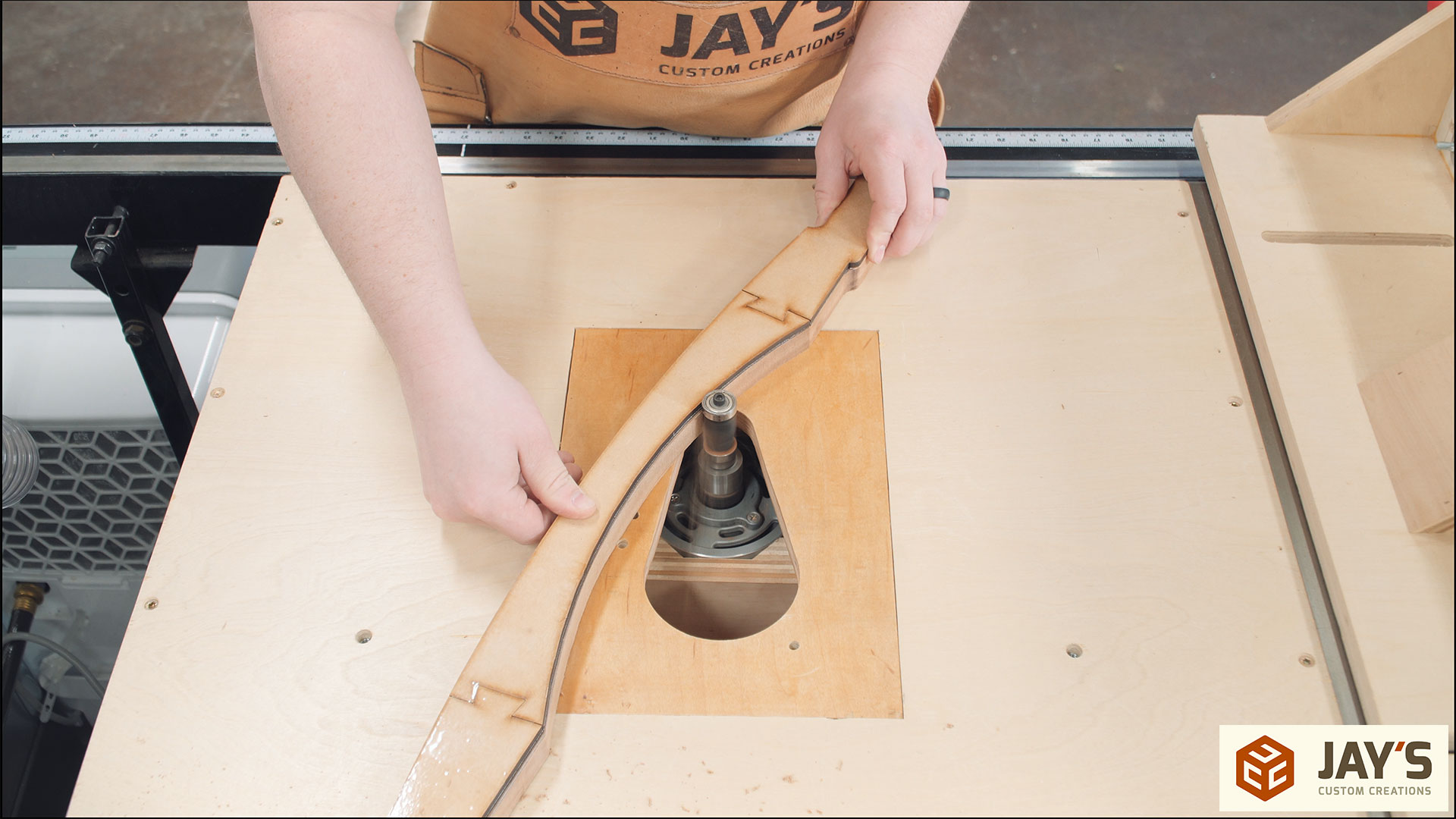
Then the template and material are flipped over so the template is on bottom and the bit height is changed so that the bottom bearing is used..

And then the rest of the routing is completed making sure to go in the downhill direction once again. The result should be a 100% tearout free cut.

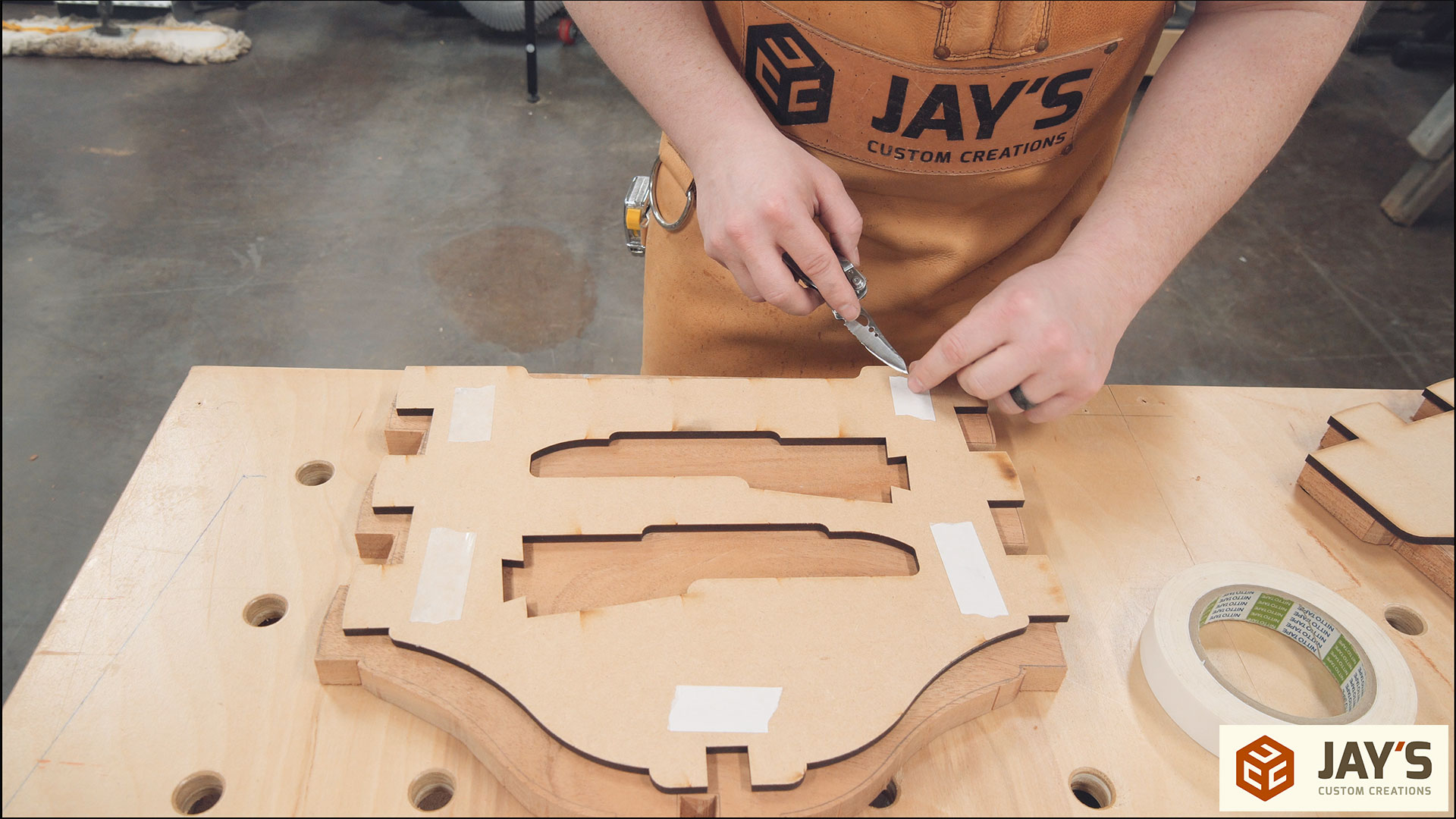
Because this handle template is a 3 piece assembly I do not recommend pulling the template off of the wood. Instead, use a putty knife to slice away the double sided tape. This will reduce the stress on the template joints and allow you to use the template over and over.

The handle gets the same roundover treatment as the other pieces..


And more sanding to finesse the shape and the final thickness to fit tightly in the handle slot.

The resulting fit should be really tight and due to the direction of the grain on the side panels there shouldn’t be a risk of anything splitting.

With the handle pressure fit and not moving the square hole process is repeated on both sides. I didn’t attach the handle with epoxy and screws at this point as I wanted to remove the handle when installing the ebony plugs in the sides.


Next up is the ebony plugs. To get started a block is jointed flat and perpendicular on two adjacent faces. Then a square blank is ripped about .010” more than the size of the hole punch I used.

Off camera I went though the entire process on a test hole. Not too shabby for the first try so I went ahead with the actual pieces.

As I said, I’ve never done this before. So I looked up a few videos on the process and the technique I went with was from William Ng. Basically a series of sandpaper with padding below to allow a slight pillowing of the top. The ebony stick is chucked into a drill and while keeping the ebony vertical all of the grits are used. I also used a leather strop with compound on it for polishing.

Both ends on each stick were pillowed before cutting them free.

After getting enough plugs cut they all got a slight chamfer on the bottom edges with a chisel. This will allow the plugs to be wedged tightly in place and prevent damaging of the hole as the plug is hammered in.

Glue, plug, hammer. Over and over and over and over.



Finally the handle is epoxied and screwed into place. And then the ebony plugs are added the same way.



There’s a lot of different options for the bottom panel. To keep with the theme of solid wood I opted to go with a random shiplap panel. To start, a 3/8” square cleat was milled and secured to the inside of the panels just with glue.


Then a bunch of scraps were resawed and milled to 3/8” thickness..

And then a rabbet was cut on each at the router table. Making sure to flip the board on the short direction to form the alternating face of the ship lap. Basically it’s just two rabbet joints that will overlap one another.


With the joinery done we cut all of the slats to the same length at the miter saw and ripped the last piece to it’s final width at the table saw. The first edge of the first piece and the last edge of the last piece need to be flush and not have the shiplap rabbet cut on them.

For installation I used a bead of glue all along the 3/8” cleat and glued each piece down. These are individual pieces and not a solid panel so I can get away with gluing them in place. The resulting glue joint is about the same size as a typical rail and stile joint in a cabinet door so I don’t see any issues there. And the shiplap joint between the slats creates a continuous surface with no gaps. Then something heavy is added to hold everything down while the glue dries.



The next day I prepped for finishing by sanding and vacuuming to remove some ebony dust…

And sprayed the finish outside. It was pretty cold that day so I immediately brought it back inside after spraying.

In this case I just started the finishing process. Eventually I will add either a few more coats of shellac followed by a scuff sanding and wax or just a coat or two of satin polyurethane. Ether way, I didn’t want to completely finish it just yet so I can still easily scuff the surface and glue tool holders inside. After I get all of the tools and holders placed I’ll complete the finish.







If you want to make one of these as well then consider picking up a set of the templates. All of the design work is done with the templates so you just cut out the pieces and finesse all the fine fine details. And of course, this is a box so it can be used for a lot more than just tools.



{kind=link}
Is it poor form or pedantic to say it is “Greene and Greene”, not “green and green”?
Ahhhhhh. I knew that. Auto correct and lazy late night typing.
Awesome video Jay! I’ll have to put this on the project list.
Good looking tote Jay. Could you tell me the finished dimensions and if you’ve tabulated them, the sizes for the materials needed? I’ll be ordering the templates.
Great video, nice looking project!
Looks great, Jay. It’s ironic to see you making those square mortises because Wood Magazine just put out a video about them using the same tool you did. Also, it’s good to see you back.
Great video Jay , Learned alot, How that little sweetheart of yours. God bless her.
Very nice!!! great looking tool tote my friend
Nice work! I’d be reluctant to use this for tools.
Very nice! Can I ask what was the final thickness of the boards was milled to? Also, what size and brand of screws did you use? I am going to give it a go and order the templates.
3/4″ thickness was the final dimension of all sides and handle. I used 2″ GRK trim head screws.
Geat, as usual Jay. I’m interested in your comment about always keeping shellac in your HVLP sprayer. I use a lot of shellac on my projects but I really hate having to clean up after spraying so I tend to just wipe it on. Are you cleaning up your sprayer every day or have you found a way to get around that?
Are the templates still available?
Yes: https://jayscustomcreations.com/product/greene-and-greene-tool-tote-template/