I like building larger projects. I really do. Smaller projects are great for a quick win here and there but I personally feel like my level of accomplishment seems to be in direct relation to the size of the project. Sometimes that doesn’t make sense though. A tiny, intricate box with marquetry, Japanese joinery, and forged hardware could take multiple times more skill and time to complete than a large live edge table like this but I’ll likely get more personal enjoyment out of making the table. Larger projects are exciting and it’s been a while since I made a large table like this.
This project has a few firsts for me. First time keeping a live edge on the finished project. First time using a manufactured metal base instead of making one. First time using c-channel to help with long term flatness. First time flattening a massive panel on a CNC machine instead of by hand. First time using a CNC machine as a jointer and a planer (the bookmatched joint turned out flawless!).
A little background information on this particular build. My longtime friend, Jeremy, got a client job for a 36” x 70” live edge walnut table. Of course, flattening a large slab table like this can be done with a few tuned hand tools but anyone who works and charges based upon an hourly rate knows how valuable machines can be to reduce labor time, and therefore either increase profit or allow you to stay competitive when quoting jobs. Jeremy reached out to me to contract out flattening the table on my CNC machine and I countered by asking to build the entire project in house, without cost to him. He gets free labor help and machine access and I get to gain experience with a fun build, record the project, and create content on something I wouldn’t have otherwise made. Win-win situation.
A few weeks and a few hundred dollars in walnut later we started the build. The slabs we picked out are a bookmatched pair. Meaning, they were cut sequentially out of the same log. When you stack them in the order in which they were cut and unfold them like a book you will have symmetrical grain from one to the other. This is a wonderful way to increase the visual appearance when you can’t get a single board wide enough for the situation. The pair were filled with subtle character. Each having one large crack on the ends, knots here and there, and a bit of curl in a few spots. The sapwood on either side is just enough to give a distinct border the piece and doesn’t go too far into the darker walnut heart wood to be distracting.




Jeremy sent pictures and communicated with the client to let them pick out which live edges to use and which end of the boards to use. We laid out our rough cuts to best include those features and cut the slabs down to size. I purchased the offcut material to use on another project I have in mind.



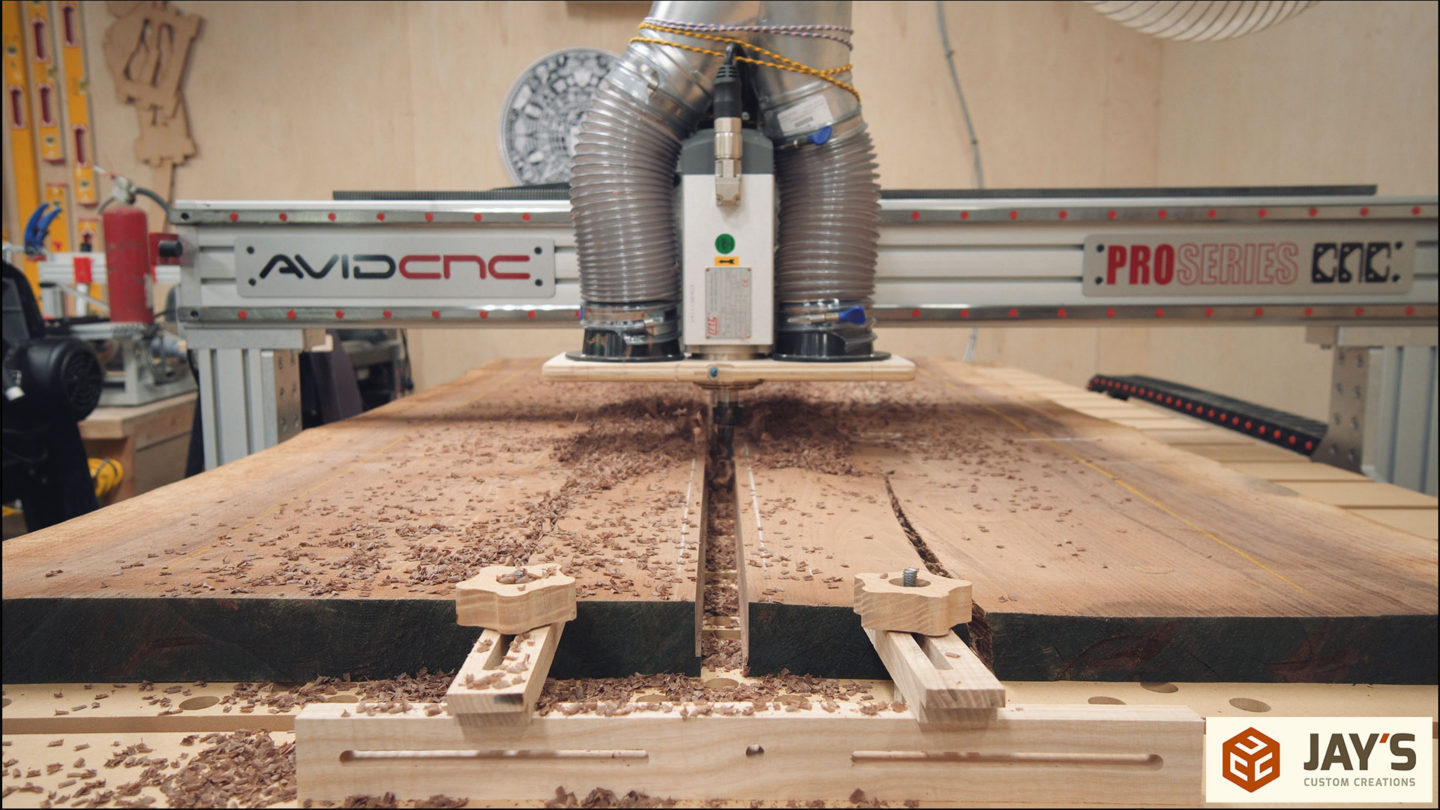
The slabs are then loaded onto the machine with the bottom side facing up.

Each board has a bit of twist that we need to take into consideration. Wedges are used to split the twist along the length so a more even amount of wood is removed from both ends.

Finally the flattening can be done. I was a bit conservative with the removal amount so there were many passes over the entire surface.



We didn’t go crazy on the bottom surface making sure every last bit of the surface was planed. Because it was the bottom side it was OK if a few spots here and there hadn’t been planed. Those won’t affect the final outcome and by ignoring them we save a little material thickness overall.

With a flat bottom surface created we then flipped both slabs over and used the machine to cut a perfectly perpendicular seam to join the two slabs. This resulted in an absolutely perfect joint when it was all said and done.

We already flattened the bottom surface so having to do it again after glue up would be a waste of material. To prevent the boards from shifting during glue up we used biscuits referencing off the already flattened back.


We needed to include the two cracks the client requested keeping in the table. To do so we used a rasp and chisel to remove the waste while still maintaining the shape of the crack.


Here’s where I screwed up. I used masking tape, backed up with gorilla duct tape to seal off the bottom of the cracks. The bond was not strong enough to hold the weight of the epoxy, which you will soon see.


Some final prep work before epoxy included using a hot glue gun to create an overflow dam on the top surface…

And the use of shellac to seal the walls of the crack. The shellac will do a good job of reducing the air, and therefore bubbles, pulled through the wall of the wood as the epoxy cures.


Time to mix up some epoxy. See the video for the explanation of whey we bent a few rules with the epoxy choice. In a perfect world we would have used Total Boat High Performace. In this case we used Total Boat TableTop because of Jeremy’s experience with it and also because we had more on hand.


The epoxy was darkened with a carbon black pigment. This looked soooo good in the end. Just a perfect empty black.

A step pour is necessary with this product. It’s advised to only pour 1/4” thick but you can experiment and push the boundaries a little bit. The crack width, complexity of the shape being poured, and large empty areas will all effect the pour thickness you can get away with. What you want to avoid is too much of it in an area causing the reaction to accelerate, heat up, and cook the epoxy. Steam and boil bubbles are a sign of problems.



Here’s the result of the bad tape job. Not the end of the world but not a fun process to clean up. I started with my #5-1/2 hand plane. It worked well but I quickly realized there had to be a faster solution to remove the bulk of the problem.

The solution was a quick flush trim router setup. I offset the base of my router jig to allow a cantilevered setup where a regular straight cutting bit could be used to remove the bulk of the material.

Then the final cleanup could be easily done with the hand plane. This was also a great opportunity to put some miles on this #5-1/2 plane. It’s a tool I picked up recently to test out and see if it answers the call for “great budget hand plane.” Until now, I haven’t found anything in the new hand plane area that ticks both the “great” and “budget” boxes. So far this one is the first to do just that.

Now the real fun begins. The table is placed on the CNC with the bottom side down and is flattened for the final time.


With both the top and bottom flat we flipped the table over once more to cut some pockets on the bottom side. Alignment was made easier by lining the center glue seam of the slab with the center line of the CNC bed. If you have a CNC it’s VERY handy to scratch a perimeter line as well as a center line on the cutting envelope of your machine. It makes centering stuff by eye a breeze and it’s great for odd situation referencing.

First, the pockets for the legs were cut. Then the total length was established with a straight line cut on each end.

The legs were purchased from Rockler. A simple welded steel tube design. They have a bunch to choose from. I mentioned in the video that the legs have center holes and perimeter slots. The slots allow for expansion and contraction of the wood while the center holes keep the center of the table and the center of the legs pinned together. What I failed to mention is that the shallow pocket cut for the legs also has wiggle room on either side to accommodate wood contraction. Another caveat to this situation that I again failed to mention is that we live in an incredibly humid climate. The southeast united states is in a constant state of humidity that I call “hot soup” for most of the year. During the cold months the humidity is also generally high due to it being the rainy season. Bottom line, kiln dried lumber in Mississippi is the smallest it will ever be right out of the kiln. In my experience, kiln dried lumber will experience a higher than normal expansion over the first year or two and then start the natural process of normal expansion and contraction with seasonal changes. Your region and the final destination region are both something to consider when building furniture. The average moisture content I was getting while building in the shop was 7%. In our climate, furniture will generally settle around the 10% number.


We got ahead of ourselves here and started sanding the bottom while it was still sitting on the CNC.

Then realized we needed to take the legs back off and add the c channel to the bottom. The c channel is a proven alternative to breadboard ends when it comes to keeping a wide panel flat. These pieces are 2” wide, 1” overall depth, and have a 34” length. Again, holes in the middle, slots near the ends, and room for contraction on either end.



Time to sand! YAY! <–said no rational thinking human being ever. I do apologize if you are one of the rare people who like to sand. Jeremy sanded the top and I focused on getting the edges cleaned up. I started with a rough rasp.

The rasp was too slow. A random orbit sander with 80 grit was MUCH faster.

More sanding.

Then more sanding. Time to invest in a more efficient sanding setup…

After all the dust is removed we began the finish process. First, two coats of dewaxed shellac, specifically Seal Coat, was sprayed to all exposed wood faces. I like to do this process at the end of the day if possible as it allows me to leave the air cleaner running all night to clean the air and it gives enough time for the shellac to cure enough to sand.


After letting the shellac cure overnight the final finish prep began. A “between coats” pad was used on the entire table to remove any dust nibs or dust that settled on the surface. Followed by a rag dampened with mineral spirits to completely remove any loose dust. And finally the Arm-R-Seal top coat can be applied. We ended up applying 2 coats to the bottom and 3 to the top if I recall correctly. Jeremy did all of the top coat application so I’m not exactly sure on that number.

And the final result. Such a beauty. Not overpowering. Just enough detail for visual interest. The cracks remind me of a platypus. There’s no way I can’t unsee that now. The live edge is refined but still natural looking. The sapwood consistency makes for a good visual border. And the basic legs keep all attention on the wood. So, whatcha think?















{kind=link}
Wow, great job guys. That’s a lot of knowledge and skill for a beauty of a table. Thanks for sharing the details. Luv the table.
Do you have any issues with the table swaying lengthwise? I built a ten ft walnut table sitting on mid century modern legs and it wobbles along the length of the table.
Awesome work guys, the table looks amazing!! ????????????????????????????
Great build and I enjoyed watching the video. After watching the video a question popped up into my mind. Have you ever considered attaching some kind of sanding system to the CNC. I have a friend with a woodworking shop with 2 CNC machines. It seems to me that I have seen him using one for sanding but I did not pay close enough attention to see how it worked. I will ask him the next time I see him.
That definitely is a beautiful table, Jay. I’m sure the client liked it. I’ve used that method with the router before when I needed to flatten a board wider than my 6″ jointer. I remove the guard an run it as wide as the machine can do utilizing the rabbeting feature for clearance. Th auxiliary base I use goes to halfway through the bit. I can the flatten it enough to run through my planer. That looked like a government job for a minute with Jeremy sanding and 3 Jay’s watching. Stay well. Bill
Looking for Jay’s twin is great method of encouraging people to watch the whole video.
Great job. I am sure the client will be pleased. BTW Jay I noticed what appeared to be home made CNC clamps. Looked in your store to purchase the files to mill these on my CNC and didn’t see them. Do you have plans for these clamps and clamping handles?
I was wondering the same thing. I would love to make some for my workbench.
Man!
How do you get Arm R Seal to come out that good?!?!
I always struggle with it on large surfaces!
Don’t they have a sanding attachment for the CNC machine ? That would be a great addition.
Great , Gorgeous looking table. I love the legs. I was wondering if you could explain about the slots and the bolts in the legs again (I listened to it numerous times) – I know that the wood moves, so if you bolt the legs on, are they loose to allow the movement? I am not sure I get it. I like knowing how things work. As a novice, i have more questions than experience. :( Thank you for explaining as you go. Great editing.
Beauty really is in the eye of the beholder. I’m still in awe as to why people would take beautiful pieces of wood, make a truly awesome top, and put some ugly, cheap looking legs on it. I guess the days when a real craftsman, would take the time to make something that is aesthetically pleasing. Maybe this what the customer wanted?? It’s still tasteless and cheap looking. Is their no imagination left?
Wow, Jay~! That’s a beautiful table~!! I didn’t think I’d like the legs with the walnut, but the black epoxy plays off of it and ties it in. Great job~! I was wondering what types of jobs would take a huge CNC table like that of your new one (other than lots of batch work), but this answers that question.
Yours is the first video where I’ve seen a YouTuber using a Dewalt track saw. I’m shopping for one and have been leaning toward the Kreg. Any opinions to share? I’m sure that you’ve used more of them than I have at this point….zero.
Thanks much~!!
Love the table! Thanks for sharing the video. I was wondering if Total Boat’s high penetrating epoxy would have worked to seal the cracks and table as well or in place of the shellac? Would that have also worked well with the table top epoxy rather that the Arm-r-Seal top coat? I’m making a hickory slab bar height table and have been debating these options. Thanks again!
That has come up very nice, I’m sure the client will be happy.
One thing, I don’t think the world is ready for 3 Jay Bates. ????????????
BEAUTIFUL. This turned out GREAT. And, I absolutely LOVE IT!
Great looking table. What was the moisture content of the slabs? Also what did you use to soften the top edges before the finish sand. I am concerned about getting a couple of slabs and having to wait a year or whatever to glue them up. Thanks for sharing.
Very interested in a live edge table
Great looking table guys. That’s on my list of projects I want to do some day. In fact I met a woman who asked if I could build her a table. I need to get back in touch with her. I think the Rockler legs give it a clean modern look.
Thanks for the insight into the order of operations. This aspect of woodworking is sometimes a challenge on larger projects.
Also, LMAO at your fun with interposing yourself multiple times into the vids. What good is having the experience and the tools if you can’t have a little fun?
Jay, as always, your explanations of the process are great. The discussion about how to use the epoxy and why is one of the best I have watched on YouTube.