I first started designing this project a few weeks before actually making them with the intention of coming up with a CNC friendly design with a little Greene & Greene influence. What I initially came up with was not that great. The cloud lifts on the corner of the tops looked awkward, the proportions and dimensions taken from a generic set of tables I found online looked a bit clunky, and I couldn’t decide on the shape of the legs. So I posted it on Instagram and took a break from it.

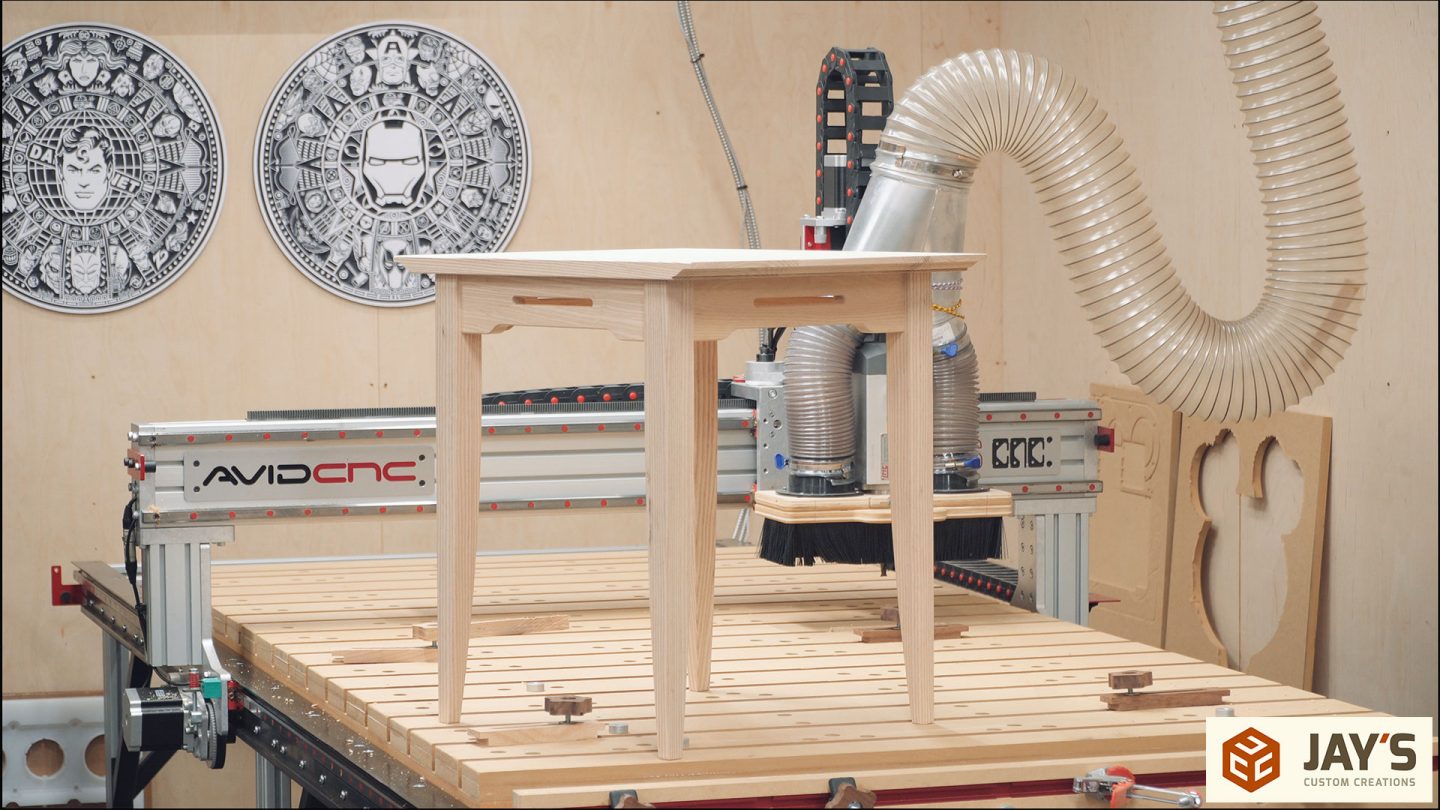
After having my dad take some measurements in his living room the proportions became less bulky. The top got a slight curve and a bottom side profile cut to both ends. And due to the top being curved the legs looked a lot more appropriate with a curved taper on them. This is the final design for the build.

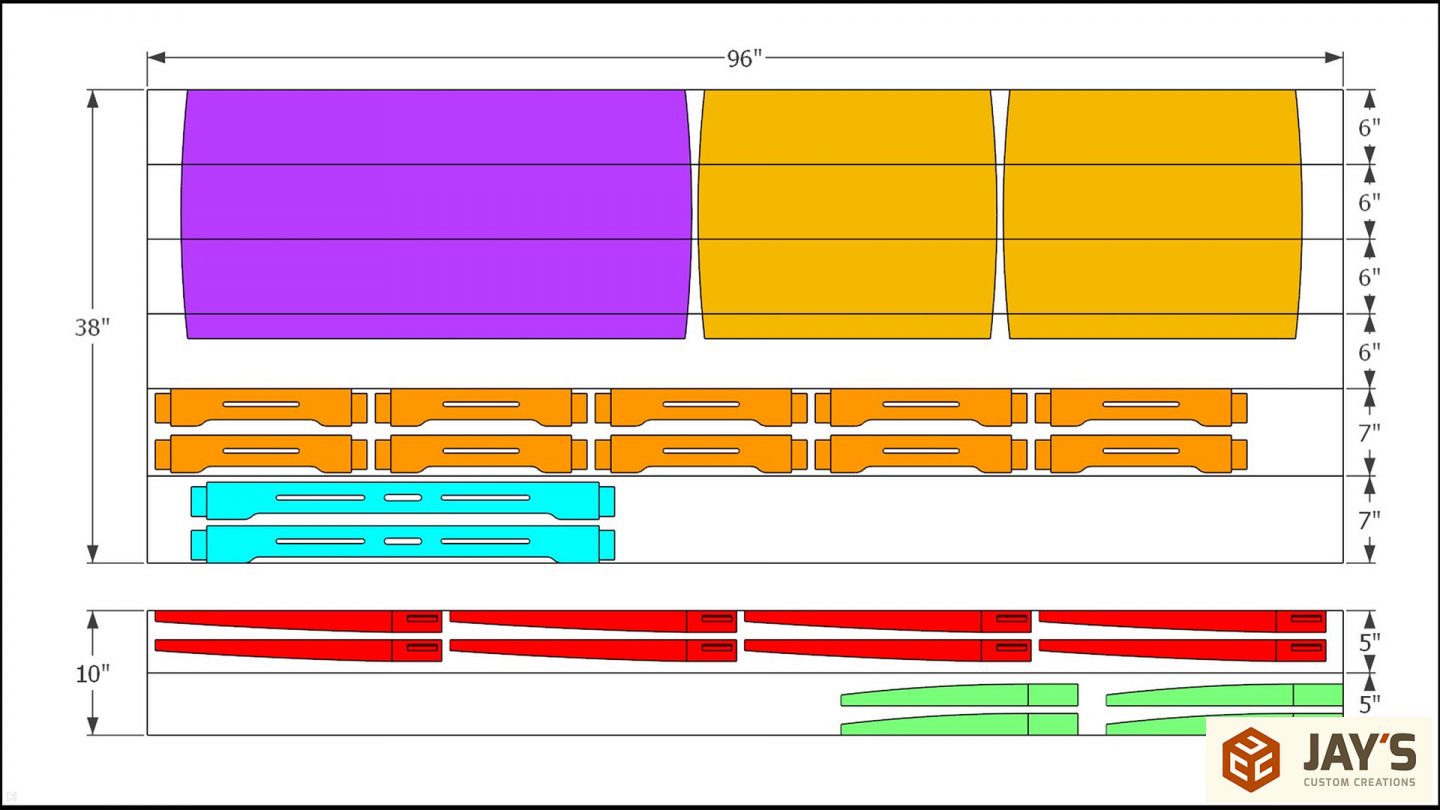
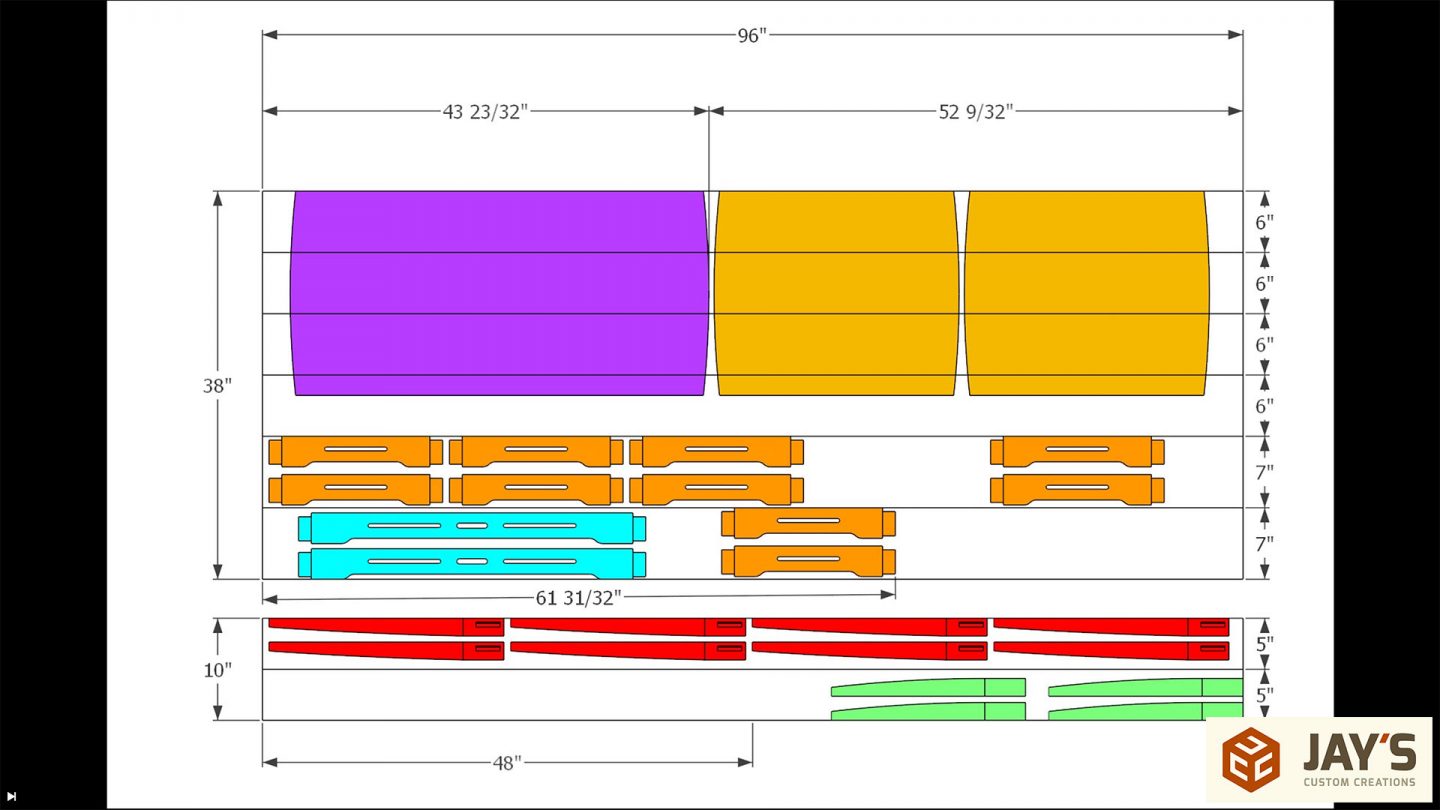
The more design and planning work I can get done on the computer before cutting anything the more efficient I will be in the shop. So once the design was settled I color coded each piece in SketchUp and laid everything flat to get an approximate lumber needs diagram. This really helps me visualize most of my cuts when selecting the boards. I also like to add additional dimensions to the layout diagram for rough cuts at the lumber yard that might need to be made if rain is in the forecast. I’d rather not cut anything until I’m back in the shop but being prepared to cut everything so it will fit in my covered truck bed has been beneficial more than once.
After spending most of Wednesday on the road getting the lumber, Thursday morning I started the build by laying out cuts for all three top panels.

When laying out your cuts it’s important to take into consideration the checking or cracking on the end of each rough sawn board. Sometimes you won’t see checking until after you’ve cut some material away. One thing I like to do is cut a quarter or half inch off the end and look at the freshly exposed end grain on the offcut. Sometimes I find cracking inside the area of the wood and not on the perimeter, which means you can’t see it on the surface. I’ll keep cutting small pieces off until all the checking is removed. Then that point is considered the start of the board and make the rest of my rough cuts. If the boards have a lot of defects in them I’ll do this step before making any cutting layout plans.




Next up is the jointer for only one wide face and no narrow faces..


Followed by planing the pieces to final thickness. With all the pieces of this build I was trying to achieve maximum thickness and not shooting for any specific number.


And finally back to the jointer for one narrow face. The reason for the back and forth is because if you try to joint the narrow face immediately after just one wide face you only have one option for the direction of jointing. Sometimes that can be against the grain which causes bad tearout. You will have the option of going in either direction if you have both wide faces flat and parallel first.


The board width is established next at the table saw making sure to have the panel glue up 1” wider than necessary. This will allow a little material to be removed later to clean up any tearout when routing the profile.


The rest of the panel process is pretty straight forward. A carpenter’s triangle on each panel for reference, loose tenons or biscuits for aliment and keeping the panels flat in clamps, glue, then squeeze them together making sure they remain flat.




With the panels in clamps we started the milling process for the rails. Here’s where I had the first thought of wasted time and a more efficient process. We should have milled these pieces when we were milling the top panel pieces. But because of my normal no-rush shop time that I’m so used to I typically don’t mill all of my pieces at the same time. I’m much more likely to only mill the pieces I would use that day and try not to get too far head of myself in the event that I get distracted and have to leave the shop for “life” stuff. That’s not the case here. For the first time in a while I have a strict deadline and I should have milled everything at the same time.





Alright, time for the CNC to earn it’s keep in the shop. Because the smaller slots are 3/8” in width I went with a 3/8” spiral upcut bit for all of the following cuts.
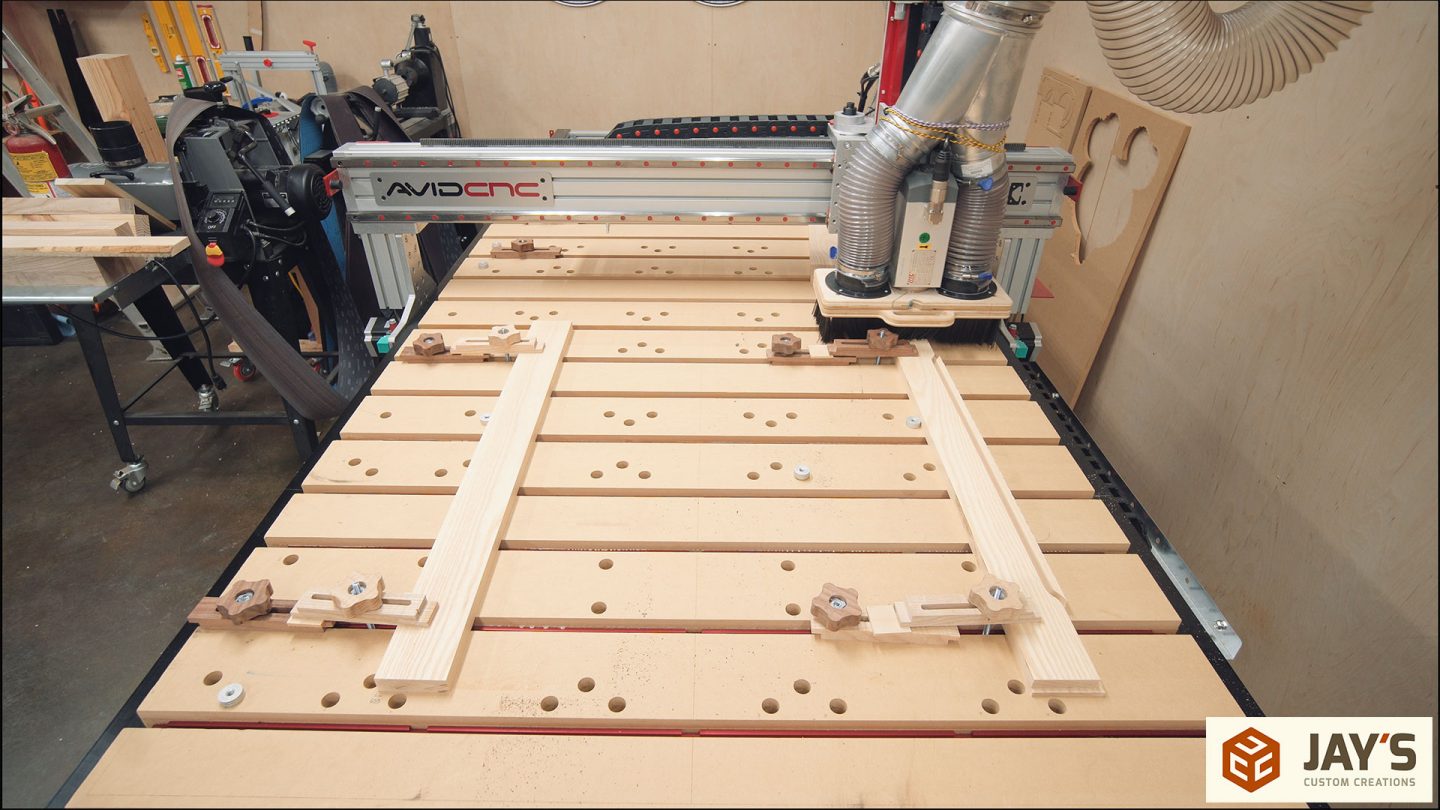
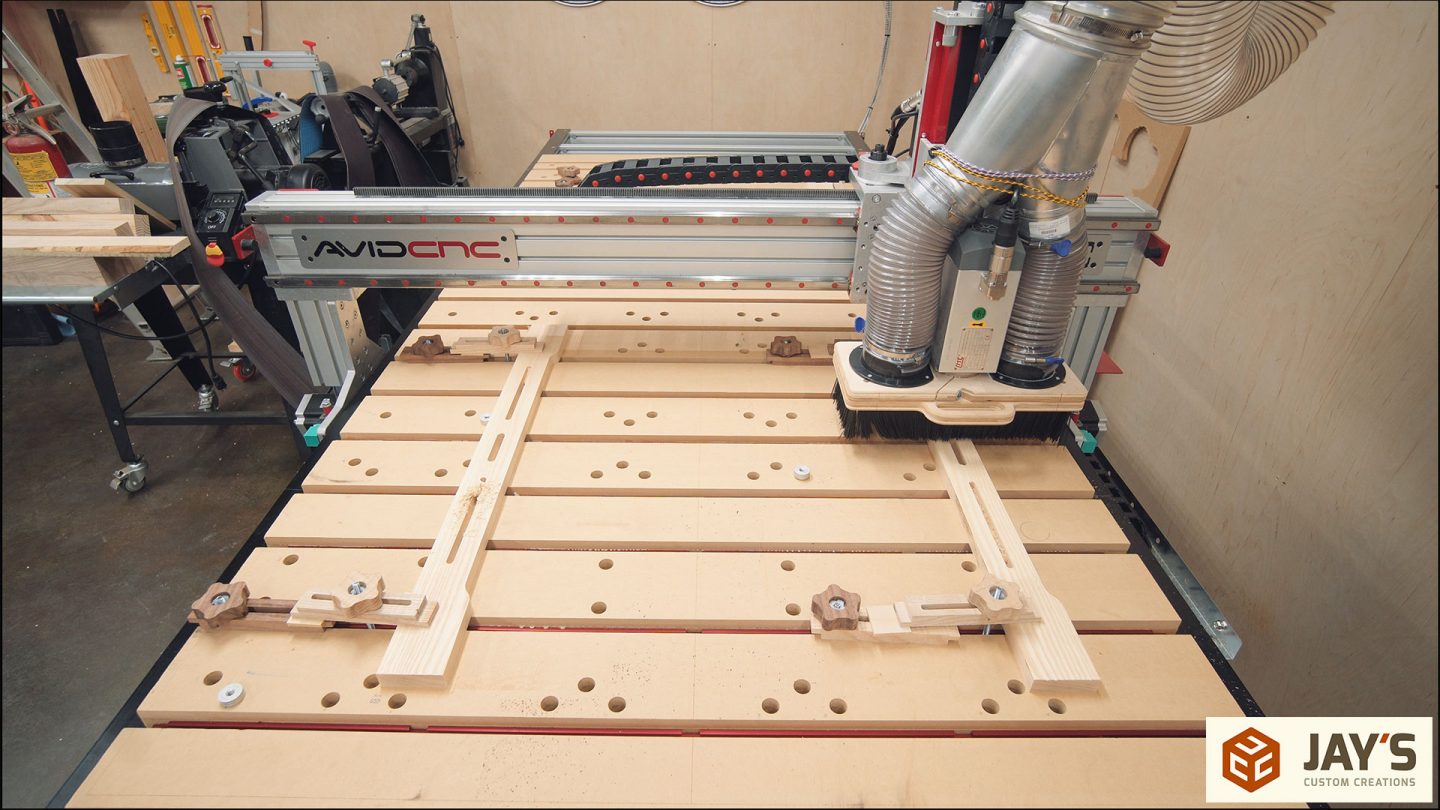
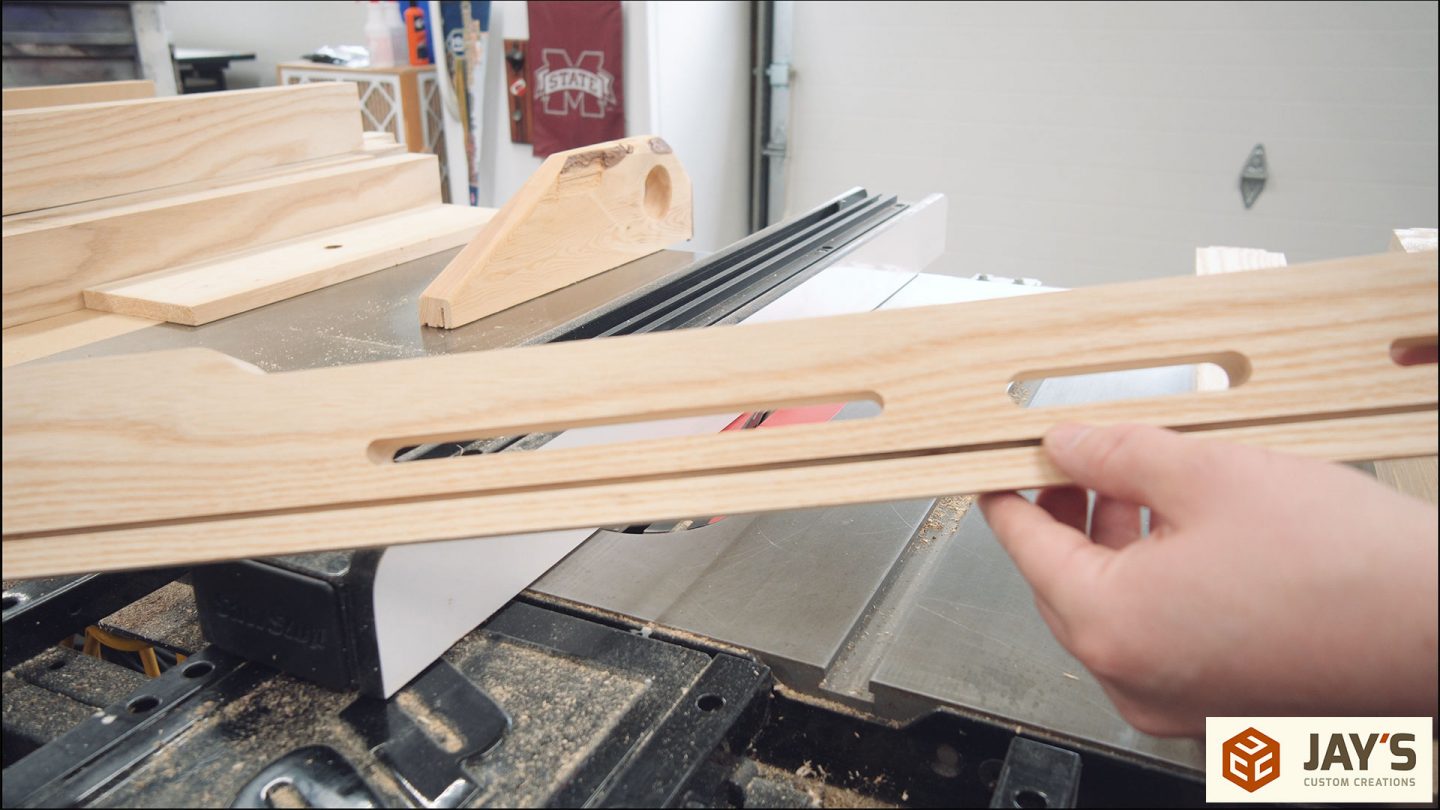
First up are the long rails. In this case there are only two rails so my standard left and right mounting locations were used. The circle dogs are used to locate and position each piece onto the table and are removed after clamping. In this case we removed them because three sides of the rail profile were being cut at once. This single program cut the interior slots as well as the left, right, and bottom edges. Cutting the piece to length at the miter saw or crosscut sled could be done but it’s much faster to surface three sides of a board and then program the CNC to cut the rest. This is faster and ensures accurate dimensions with one setup. No tabs were used in this setup as it would just slow things down and I wasn’t worried about the small offcut pieces.
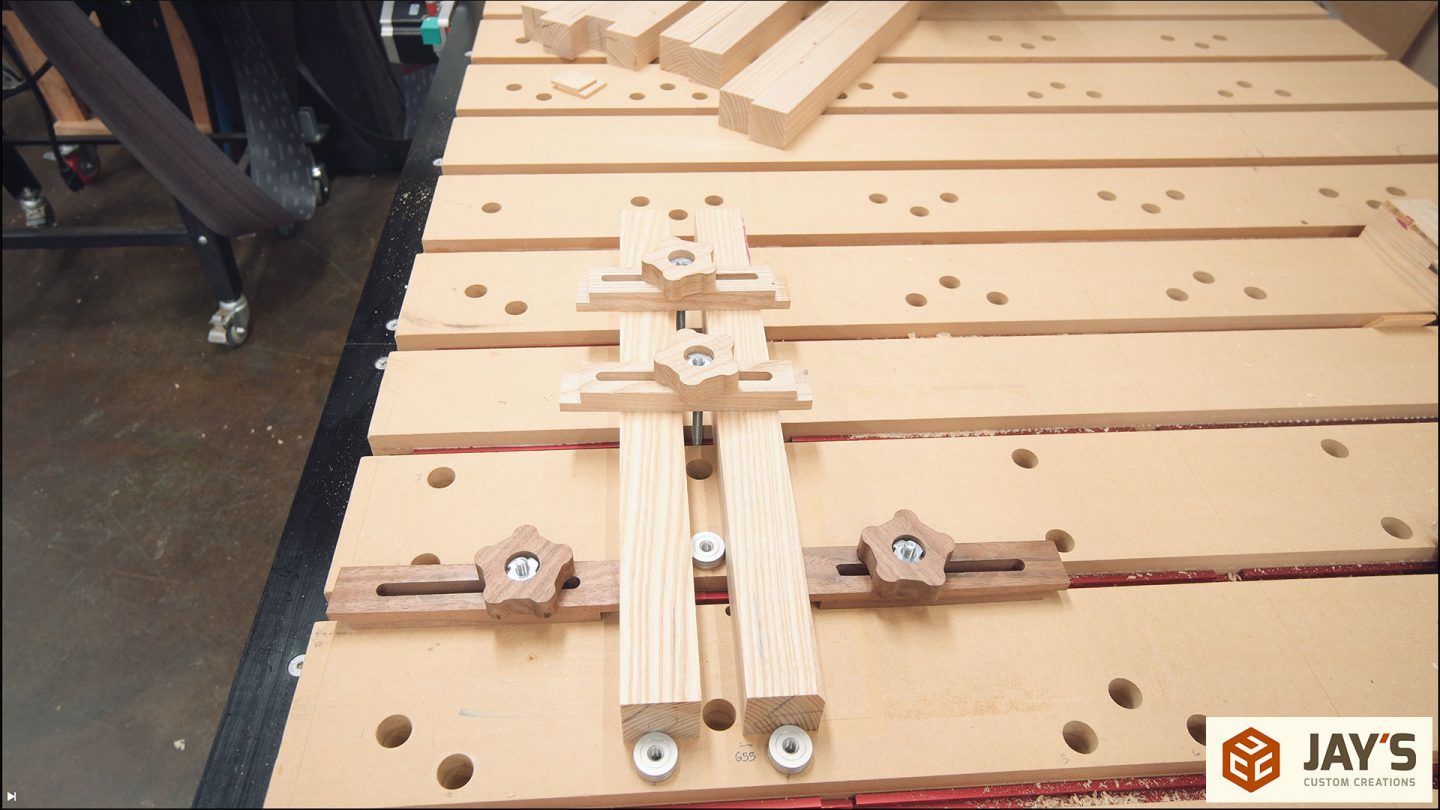
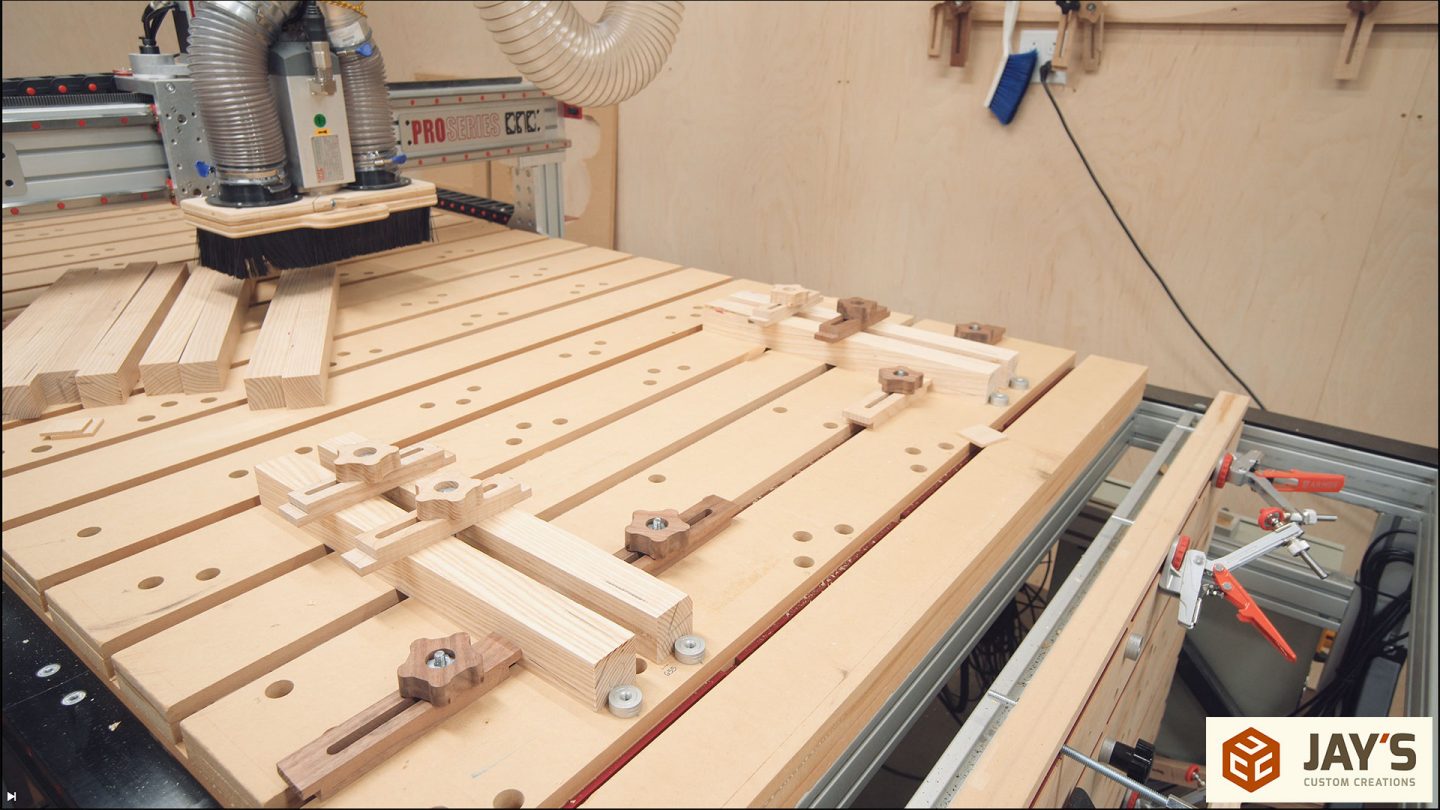
Cutting the smaller rails left a lot of room for improvement. It’s the same setup as the long rails but in a smaller space. There’s also ten of these pieces compared to two of the longer pieces. Technically speaking, all ten of these could have been mounted to the table at one time and cut at once. If the room allowed, that’s what I should have done. But a more simple change would be to have these two spaced along the Y direction and not the X direction. I had every intention to remove the cut part and load the next board while the machine was cutting the second piece. But what I forgot to take into consideration was the gantry being right in my way as it traveled the Y direction of the cut. So that means we could only load, cut, and wait. Had I mounted them along the Y direction the machine would be constantly running as we would be constantly reloading the other location. At the end of this process we had all of the rails sized, shaped, and ready for joinery.


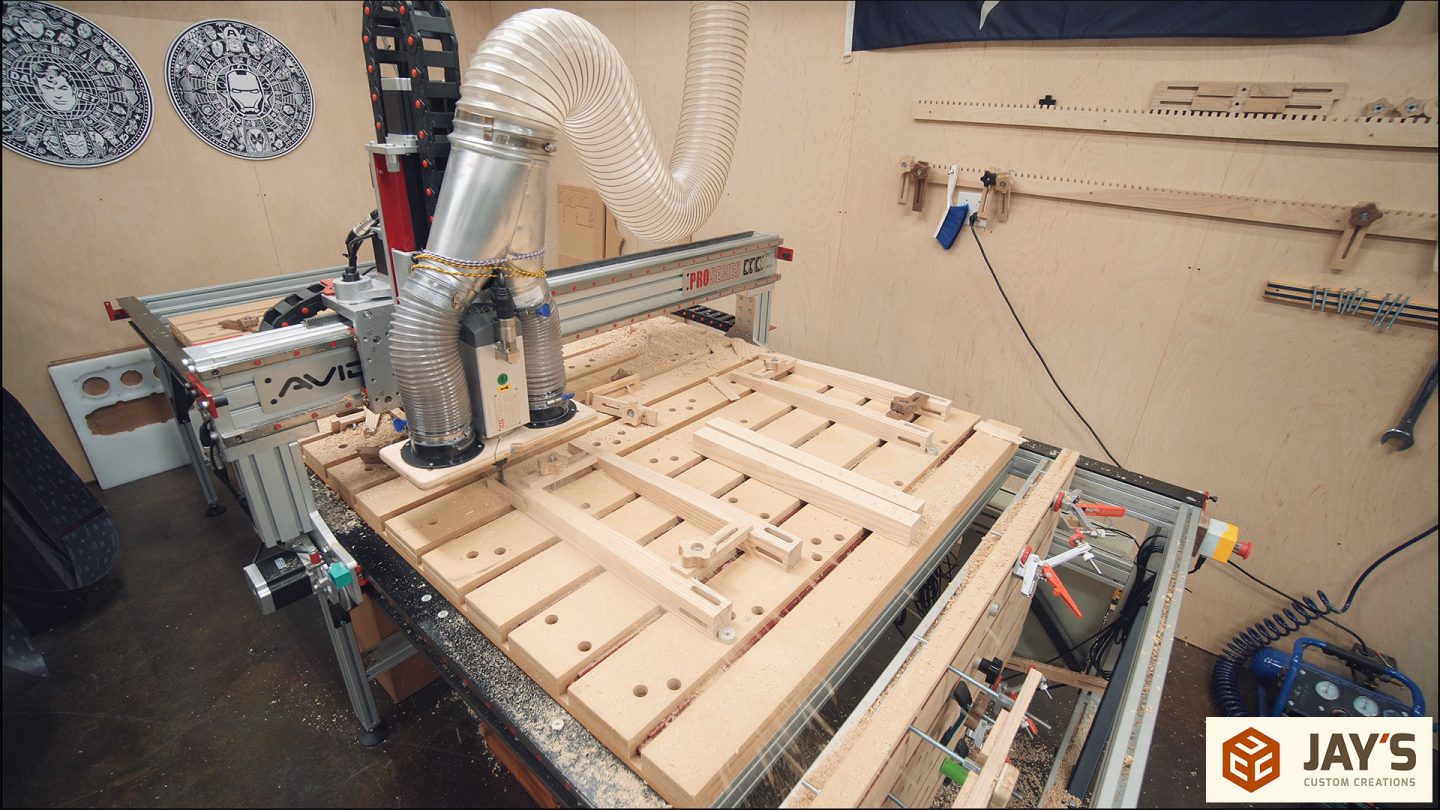
Next up is Round 3 of milling, this time the 8/4 stock for the legs. Again, while this is my normal building process, I should have done all of the milling in one stage. I simply underestimated how much using the CNC would speed up the process.





Unlike when milling the rails, the final step to milling the legs was to use a crosscut sled at the table saw for cutting the legs to their final length. I chose to do this step before going to the CNC because of the shape of the legs compared to the shape of the rails. The rails were more flat and wide making them easy to clamp to the table. The legs are more narrow and thick which requires better clamping to make sure they don’t move on the table.


It’s actually easier to hold a pair of legs to the horizontal table than it is to hold just one. So that’s what I did. Two pairs of legs were loaded onto the table for each cut. Again, I could have had all 12 legs loaded at once and cutting with a single program but in this case my limitation was the t-bolts for the hold downs. I have bunch of bolts but I don’t have enough that are long enough for holding thicker stock. So the lesson here is to not only mount more pieces to the table at once but also to be better prepared with enough hardware to max out the capacity of the machine.
For the rest of the cuts I switched to a 1/2” two flute spiral upcut bit. This is my go-to bit for the majority of all hardwood cuts on this machine. The 1/2” bit is much stronger and doesn’t deflect like a 1/4” bit will and can just chew through wood with a much faster removal rate.

When cutting the leg mortises we noticed a piece slipping. One of the clamps just wasn’t tight enough. That’s OK though. It’s always best to cut at least one extra leg or rail when cutting parts for this very reason. Accidents happen and if your material allows for an extra, you won’t really be slowed down much. After noticing the problem we made sure all the clamps were tight and cut both adjacent mortises on all of the legs.

The leg tapers were the hot topic for this design. Straight leg tapers or curved leg tapers? And what machine to complete the task? If it were a straight taper I think it would have been faster to use a tapering jig at the bandsaw or table saw and clean up the tool marks with a swipe of a smoothing plane. In this case I decided to go with a curved taper on both interior faces. When it comes to a bunch of curves, it’s nearly impossible to beat a CNC machine in speed, accuracy, and repeatability. So for this step the machine really shined. I think this is the single step that saved the most amount of time. And we could have made it a little bit faster by grouping our pairs along the Y direction. And we could have taken that a step further by mounting all six pairs to the machine at once.
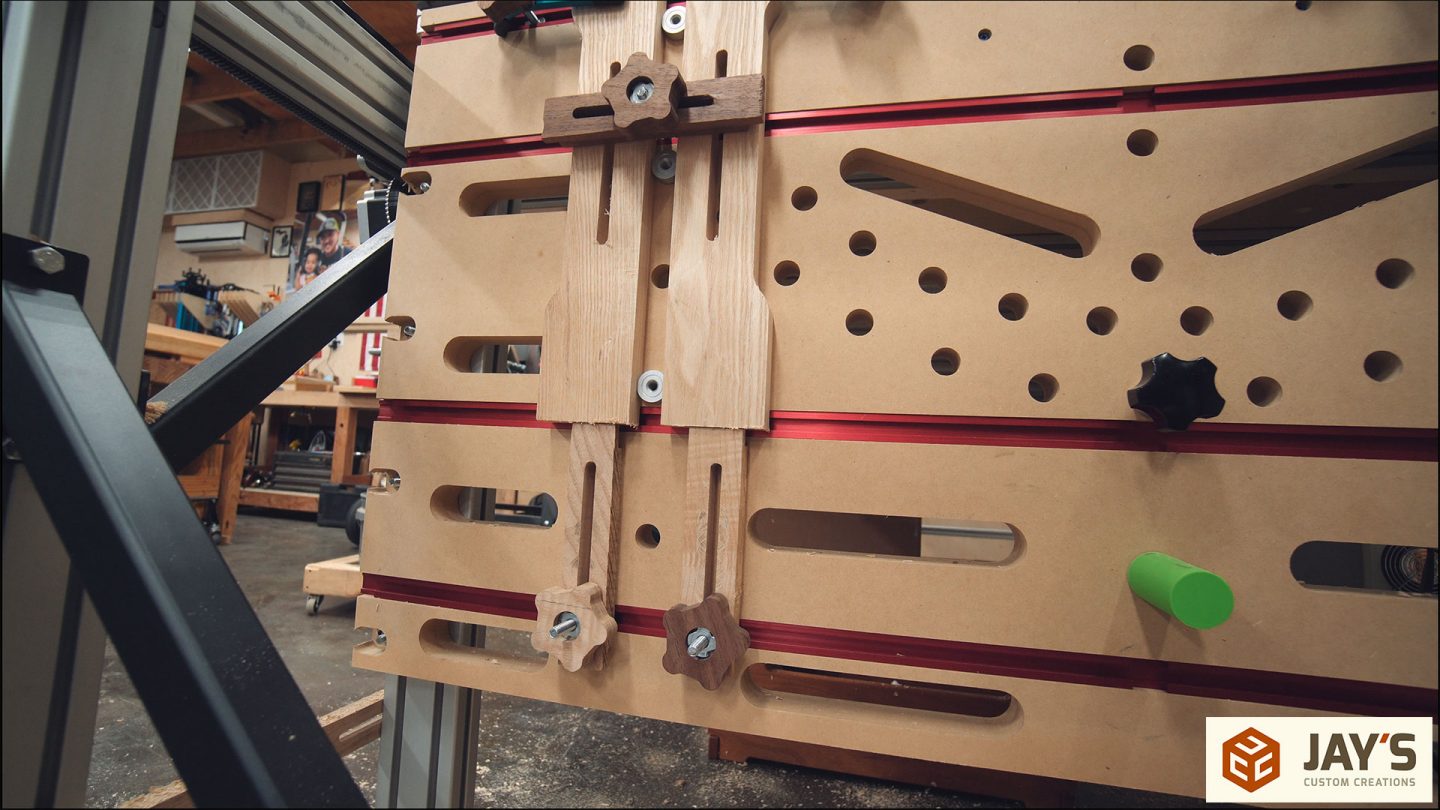
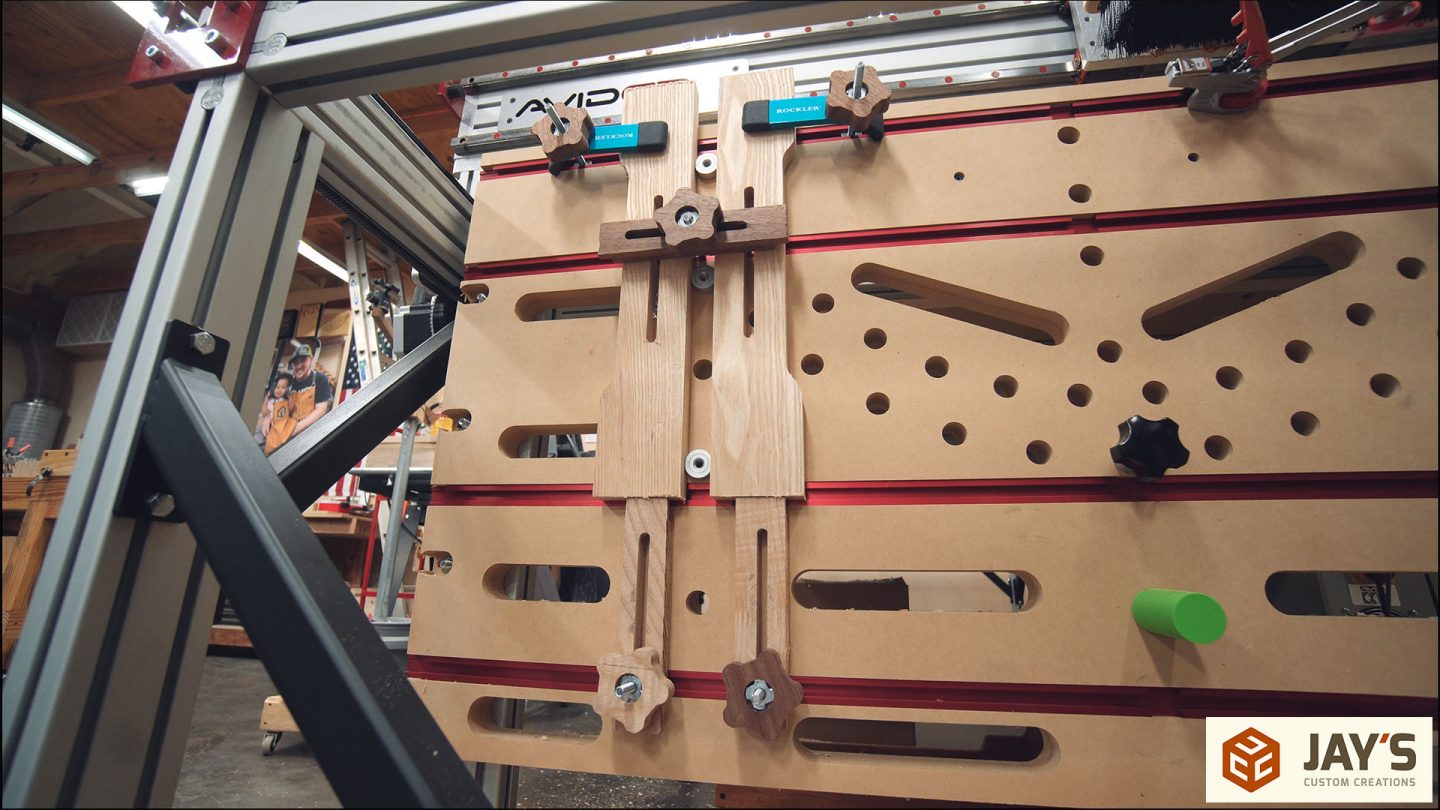
With the mortises cut in the legs it’s time for the tenons on the rails. One of my main reasons for pursuing this particular CNC machine was it’s open frame concept. You can make anything you want for it and mount it anywhere you want. I made a vertical table which allows for joinery to be cut on the end of pieces. Just like with the horizontal table the dog holes in the vertical table allow for repeat positioning as their exact location is calibrated and stored in my machine file on the computer. This makes batching out tenons, dovetails, dowels, or anything similar to be very quick and easy.

The tenon cuts are broken into three toolpaths. There’s room for improvement in each one. First, a shoulder scoring cut is made. This is a climb cut to ensure there is absolutely zero tearout on the shoulder of the tenon. An improvement would be to make this toolpath full depth with a single pass as the amount of material removed is less than 1/10 of an inch.

The second toolpath is a climb cut pocket toolpath to remove the waste down to the exact size of the tenon. As you can see, the bit unnecessarily raises and lowers between passes. This is an inefficient use of time. Because there wasn’t a lot of material to remove, a faster method would have been to use a profile toolpath set to the outside of the tenon vector with a spiral ramp. This would allow the bit to spiral around the tenon all the way to the final depth.
And the third toolpath is an allowance cut of .002” into the tenon to give the perfect fit to the joint. I like to make this it’s own toolpath rather than including it in the second as it’s just easier to not forget when working with my machine file template. Again, this cut can be done in a single pass because so little material is being removed.

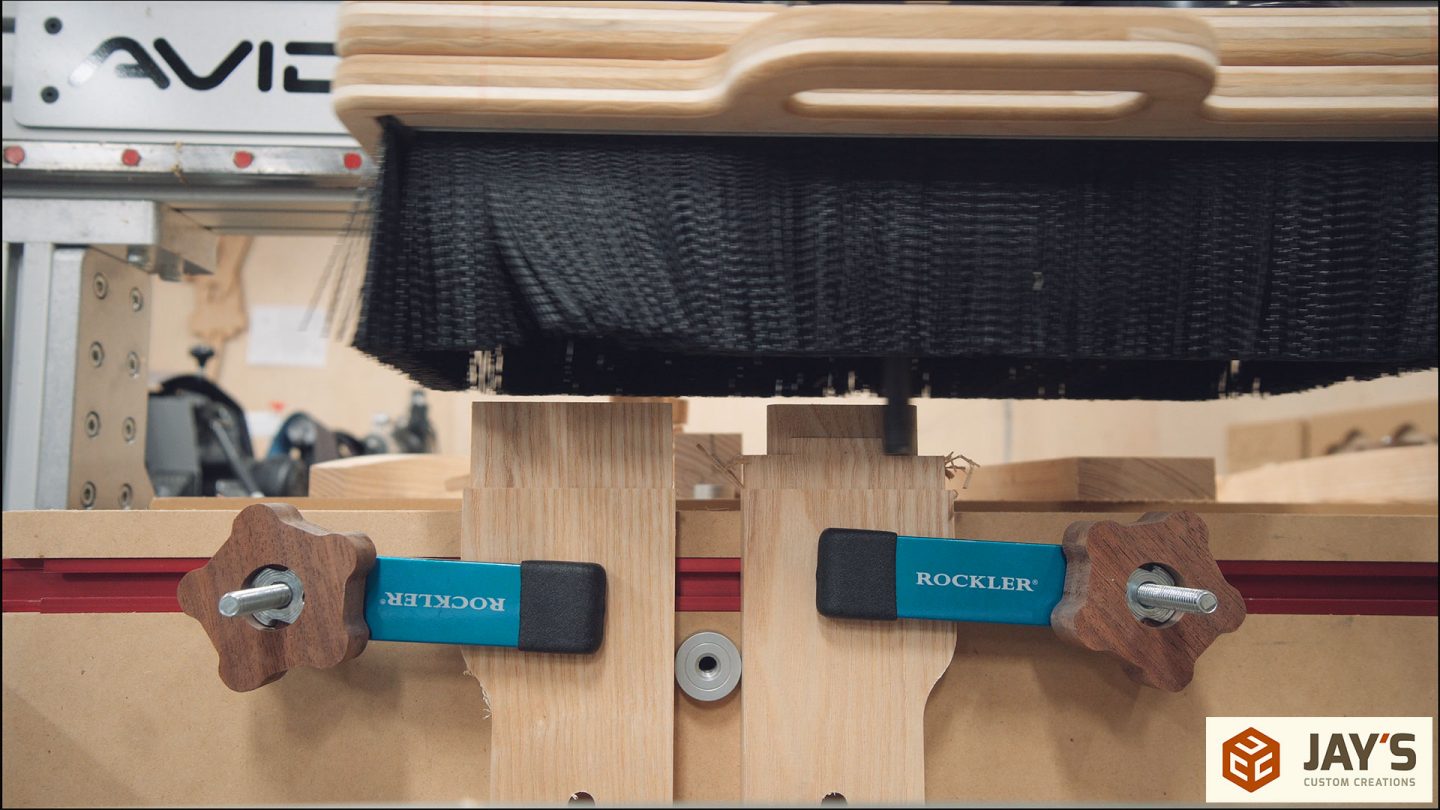
Again, I could have saved more time by clamping more to the table at once and loading and unloading while the machine cuts the other pair.

To allow the tenons to be longer and therefore have more glue surface I made the mortises connect inside the leg. This means the tenons need to be cut at a 45 degree angle. Because the cut quality doesn’t matter much I used the bandsaw.
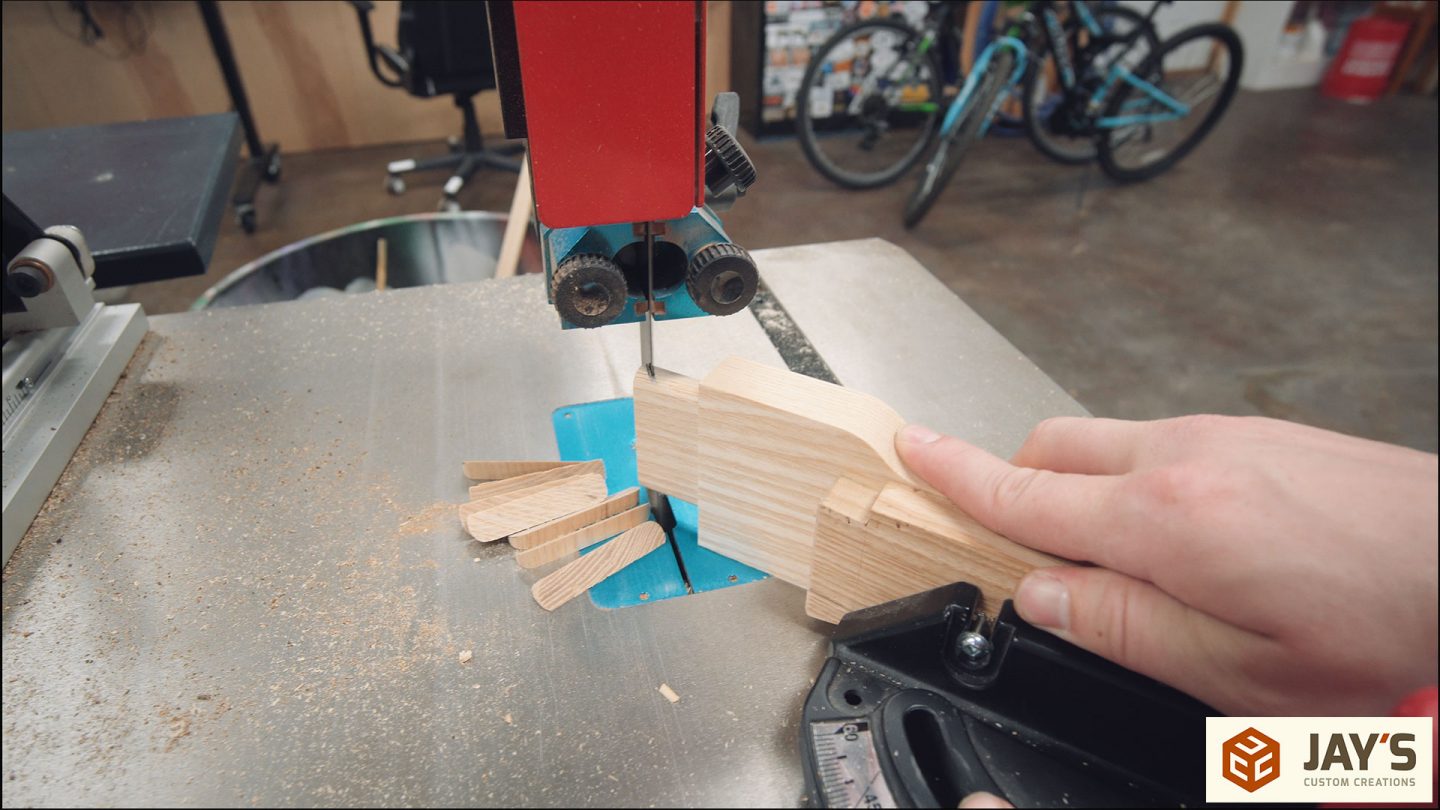
Here you can see how they will join inside the leg.

One quick test dry assembly lets me know I removed enough material and the joints are closing all the way like they should. By the end of day one I was impressed with how far the build had progressed. All three tops were glued up and ready for final shaping, All twelve rails were cut with all of their shaping and details formed, all twelve of the legs were cut and tapers formed on two sides, all 24 mortises were cut, all 24 tenons were cut, the joinery was finessed to fit together, and I had all three tables sitting in a dry assembly. I thought that was pretty good progress for day 1, especially considering it was a regular 8 hour work day. So with day two looking like a really light workload I decided I wouldn’t need Jeremy’s help for the rest of the project.

Day two started with a quick cleanup of the shop. I like to keep things tidy during a build and not get the shop too messy. A clean shop is a much more inviting and encouraging environment to work in.


I always use metal table top hold down clips to attach table tops to table bases. To use them either a groove or slot is needed on the inside top of each rail piece. Sometimes I use a biscuit joiner, sometimes I use a table saw. In this case I used the table saw to cut a continuous dado along each rail.

The final step before assembly is to add a roundover to all edges of the rails and legs that do not touch the table top. Because the slots are so narrow a typical roundover bit with bearing can’t be used. The baring is too large to fit into the slot. For situations like this a specific bearing-less bit is used. This can get into a lot tighter places.




Finally sanding can begin. The narrow faces can all be sanded at once when held together on the assembly table. And the wide faces are all done one at a time. Faster sanding of the wide faces could have been done with my drum sander but all I had was 80 grit at the time. Also, this is a good example as to why I prefer dog holes on my assembly table. You can hold stuff just about anywhere and in just about any orientation.


Because the legs have two curved faces they were best sanded in a vise. You can see my spokeshave in the corner of this shot and I found it very fitting to bring attention to it here. I had to use it clean up a few bits of tearout from the router. That’s a good reminder that the CNC doesn’t replace woodworking but rather it compliments it. The CNC is just another tool to increase speed, efficiency, and precision. The same way a spokeshave is just another tool to increase speed, efficiency, and precision over a rasp or sandpaper.

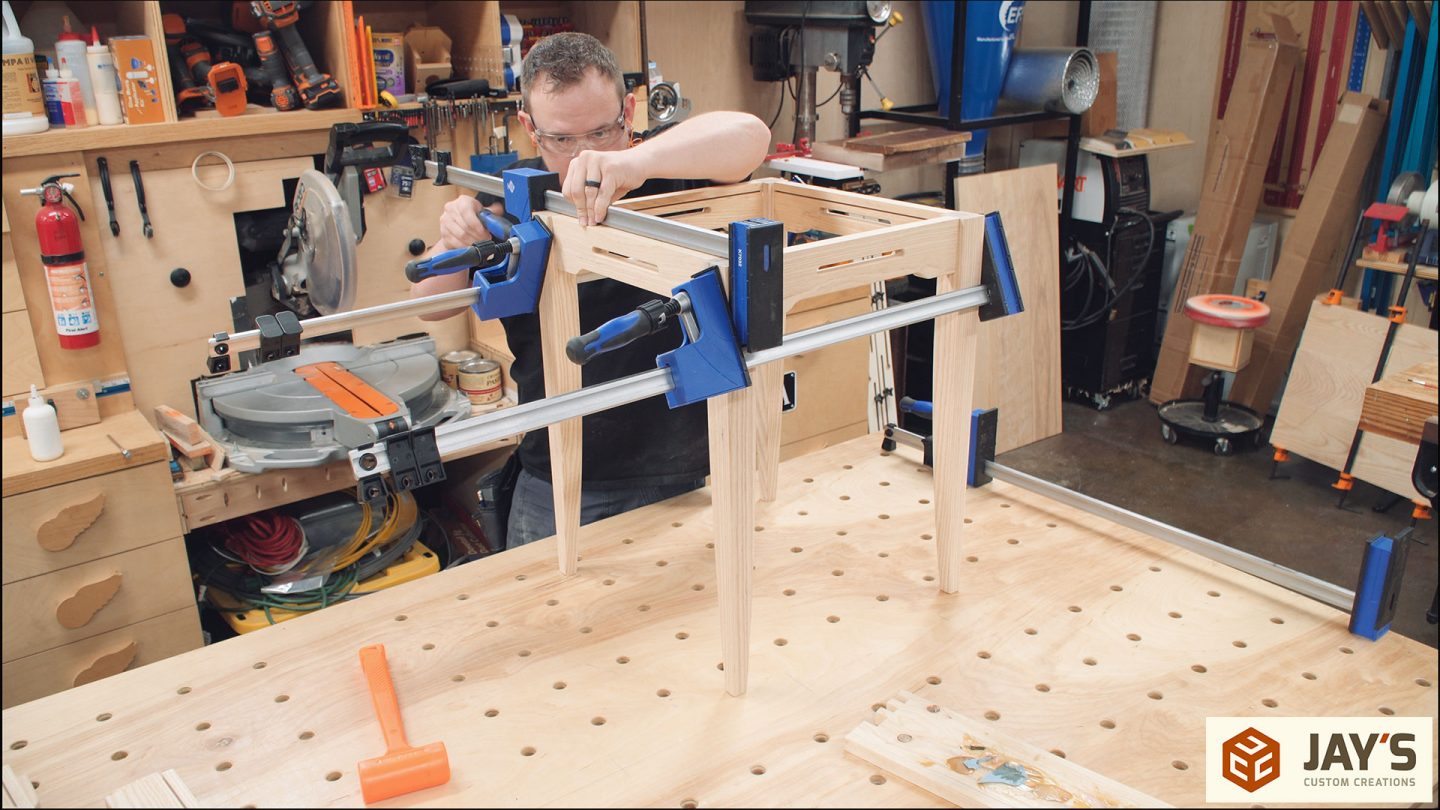
Due to the multiple dry assemblies and doing a dry run the glue up was uneventful and smooth. Just the way you want it. Everything checked out square with no adjustments needed which tells me all of the setup work and material holding on the CNC was done right. I also like to use MPAII glue for most of my glue ups because it’s a really fast setting glue.


Time for the table tops. I really need to get into the habit of scraping off the glue squeeze out when it’s just starting to setup. But in this case I forgot and it was fully cured when I got to it. When that happens I usually like to use a hand plane to shave off the glue bubbles rather then scrape them off. The bond between the glue and the wood is stronger than the wood itself so you’re more likely to tear out chunks of wood when scraping.

Right out of the clamps the panels were 1” too wide. Cutting the end curve on each panel before cutting to final length is important in this case. Leaving the extra width in place will allow any tearout from the profile routing to be removed later.
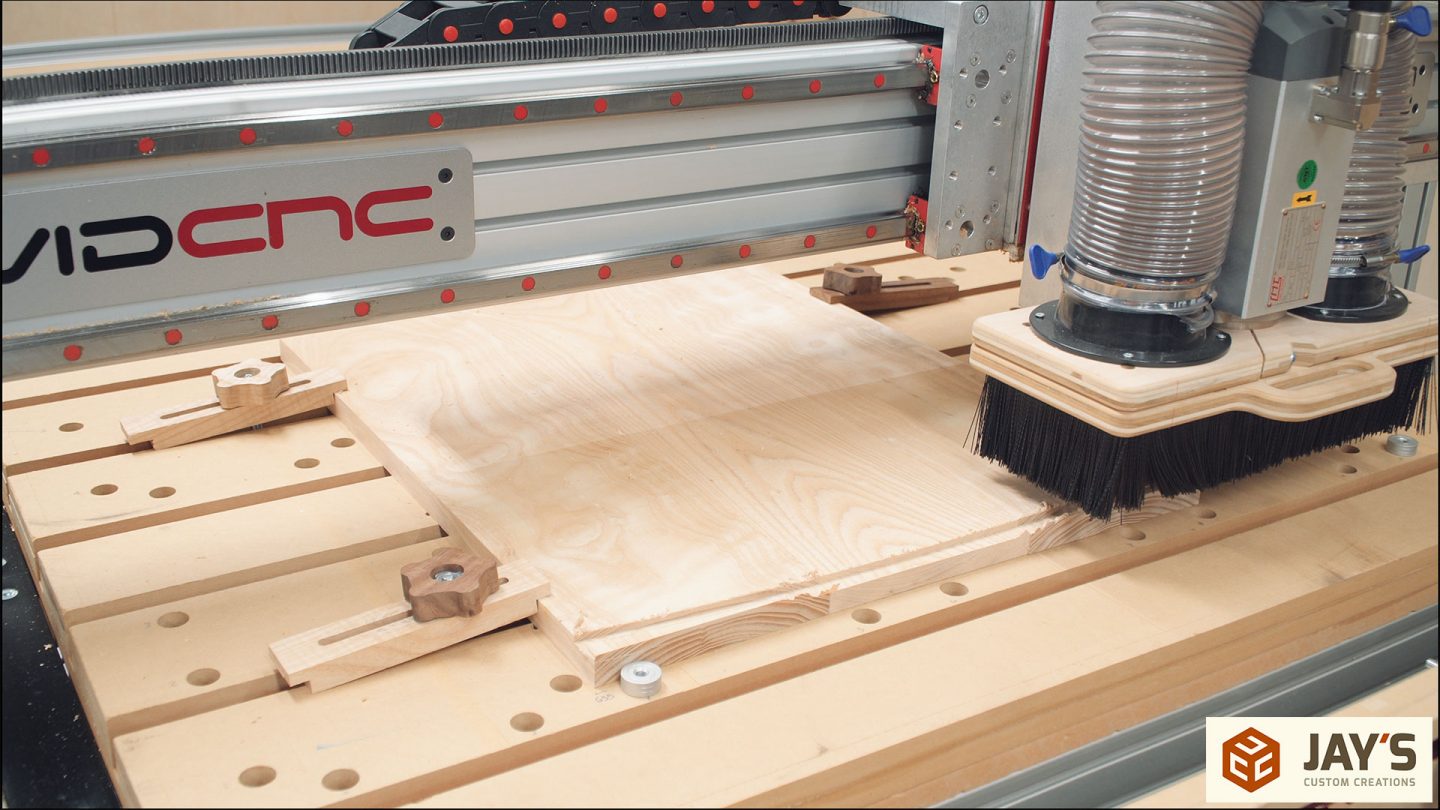


To add a little visual interest to the top panels I wanted to route a wide, sweeping profile under just the curves. I found an old door making router bit that has a bottom cutter similar in shape to the cloud lifts in the table rails. The top cutter needed to be removed and a bunch of spacers were added to make the locking nut effective.
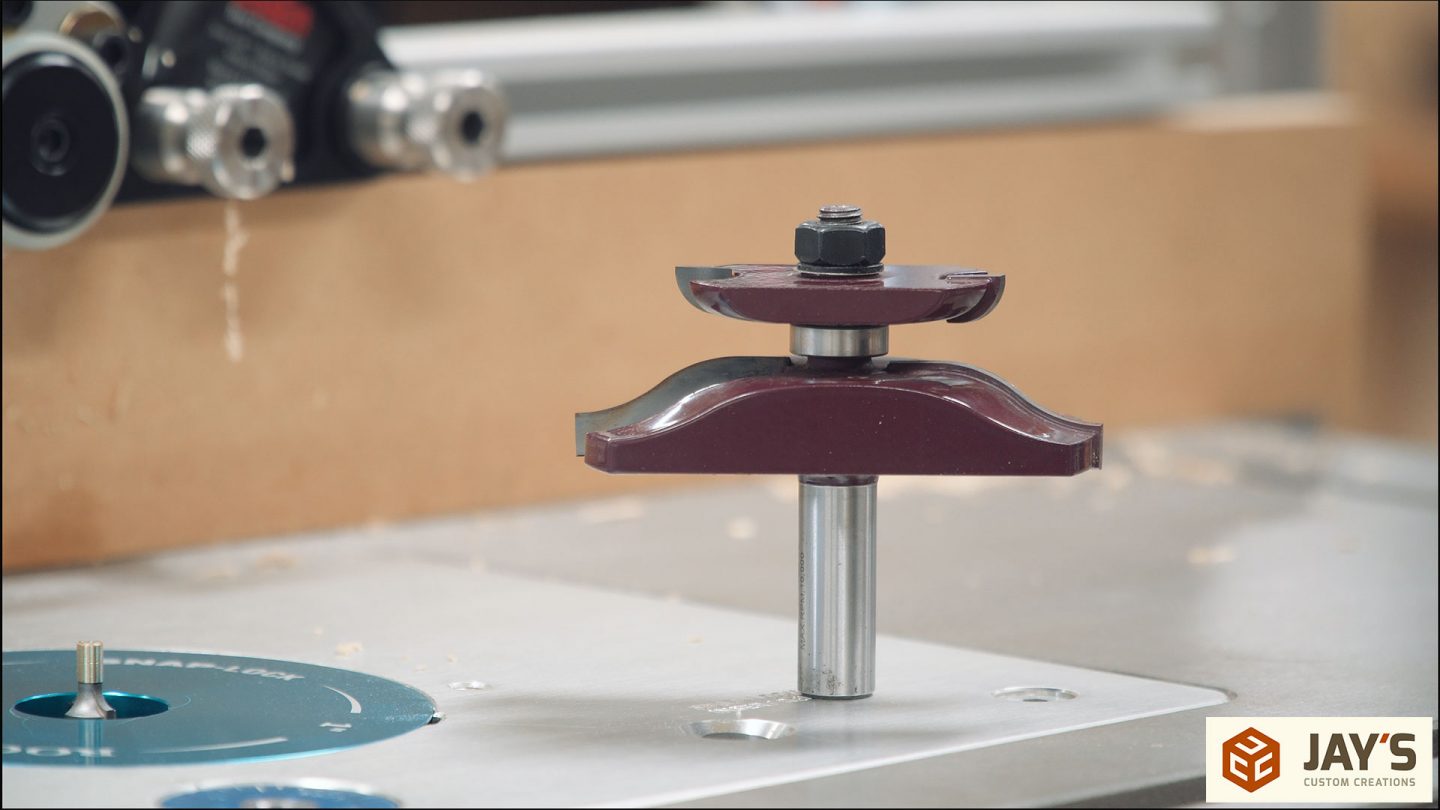


Because this is such a large diameter router bit I added the starting pin to the router table. Using this pin to guide the material into the cut will greatly increase control and reduce the chances of nasty kickback.

A bunch of shallow passes are better than a few aggressive passes or a single pass. Less tearout, cleaner cuts, and less heat buildup.


It’s a little detail that adds a lot to the overall look of the tables.

Now the top panels can be cut to their final width. It’s important to note that the end curves were cut based upon the center of the panel so that means an even amount of material needs to be removed from each side. This completely removes any router tearout from the prior step.

Back to the router table to add a matching roundover on the straight edges.

And back to the sander to prep the panels for finish.

That’s it for day two. My goal was to get all three tables completely built and prepped for finish before my dad arrived so that he could actually help me apply the finish. I expected it to be two extra long working days in the shop but it ended up being one busy eight hour day and one laid back eight hour day. This is a really good example as to why the popularity of CNC machines in small businesses, or even hobby shops, has increased so much over the past decade. There’s simply no denying the productivity boost that they provide.

Day three was finishing day. My dad, both sisters, and three nephews came to visit for a week and the shop was a hit for everyone. It was so cool to see that. These tables were built for my dad so it was also cool to see him help put the finish on, which was an oil wax mix. Wipe on, soak in, wipe off. He has a better understanding of the tables now and it gave us a few rare moments of working on something together in my shop.

The last piece of the puzzle is attaching the tops with table top hold down clips. Center the top and base, drill a small hole, and drive a screw. Super simple.



Final thoughts. This was an experiment in time efficiency and productivity. I wanted to see how much work I could cram into a short period of time. The results impressed me. If you’re a small business looking to squeeze more profit out of less time, If you’re a hobby shop and looking to squeeze more completed pieces out of an already limited amount of time, If you’re willing to learn the software side, which isn’t bad, then I highly recommend doing more research into the CNC world.











{kind=link}
Can definitely see you shaving hours off if you had more hardware to mount more parts. And if you mounted more material on the vertical table all at once. Would be awesome to see you lay a full sheet of plywood on the bed and nest all the pieces for a cabinet build. And will you go full depth on the tenons with more passes in the future?
Great project Jay, and great article!
Great builds, Jay, and great insight for the rest of us. I think I missed it, but what species was the wood?
Ash. Thanks!
Really nice table design Jay. Will it be available for sale? Had you thought of using the cnc to profile the underside of the tops?
I thought the same thing Ryan, in regard too the tops but figured the number of passes and problem mounting would make the router table the better option. ????
Having said that, I’ve never ran a CNC so I could be way off the mark.????
The design will likely be for sale in the next week or so. I didn’t do the profile under the top on the CNC because of the large bolt on the router bit. I’d have to suspend it over the open area of the CNC table and be perfect with the programming so that the extra bolt height didn’t touch anything it wasn’t supposed to touch. I just didn’t bother dealing with it. If the bit was flush with the top of the profile I would have.
Great project, Jay. You succeeded in proving the advantages of having a CNC in your shop. I love your design and finish, and I’m sure your father will get a lifetime of use.
Thanks for sharing, Felix!!
JAY, nice work as always . I just don’t have that kind of money for a CNC.
I thought the same thing Ryan, in regard too the tops but figured the number of passes and problem mounting would make the router table the better option. ????
Having said that, I’ve never ran a CNC so I could be way off the mark.????
Awesome stuff, Jay~!! I don’t have a CNC yet, but being an IT-guy, it just makes sense to add one to my capabilities.. I’m looking at the X-Carve as my entry-level device.
I envy your being able to share that shop time with your Dad. I wish that I’d thought of doing something like that before…
Great project and productivity demonstration. I’d love to see how much your adjustments would streamline the process.
As usual, Jay, you “smacked it outta the park”!!
Also–and this is quite significant–your amazingly well-organized narration was, in my opinion, your best effort yet. So, major high fives to ya, bud! Take a bow and pat yourself on the back (I’m trying to imagine the physical contortions it would take to do those simultaneously).
Keep it up, brother! Mathiston is fortunate to have you and your family in their midst.
Great video, how did you manage/sequence your operations to avoid down time? I guess an easier way to ask is, what did you do while the CNC was running.
Great video, how did you manage/sequence your operations to avoid down time? I guess an easier way to ask is, what did you do while the CNC was running?
Jay, could I purchase the plans for this build using the conventional means of woodworking, I.e table saw, jigsaw, jointers etc.. I would love to build this table, but do not own a CNC.
Great video.
Very brief yet very complete and spot on! I love how it contains a full video documentation then comes along the step-by-step photos below it! This wouldn’t have been more detailed and complete! Thank you so much for being thoughtful about sharing these very valuable and very helpful pieces of information!