Relevant links for this project:
Large flush trim bit https://bitsbits.com/product/udc9112/
Small flush trim bit https://bitsbits.com/product/rft2100/
(Use the code JAYBATES to save 10% on your router/cnc bit purchase from bitsbits.com)
SketchUp file: click here to download
Hinges (1/2″ overlay) https://amzn.to/3mSKPbW
Sink https://amzn.to/3mReTVi
Faucet https://amzn.to/32ioGKR
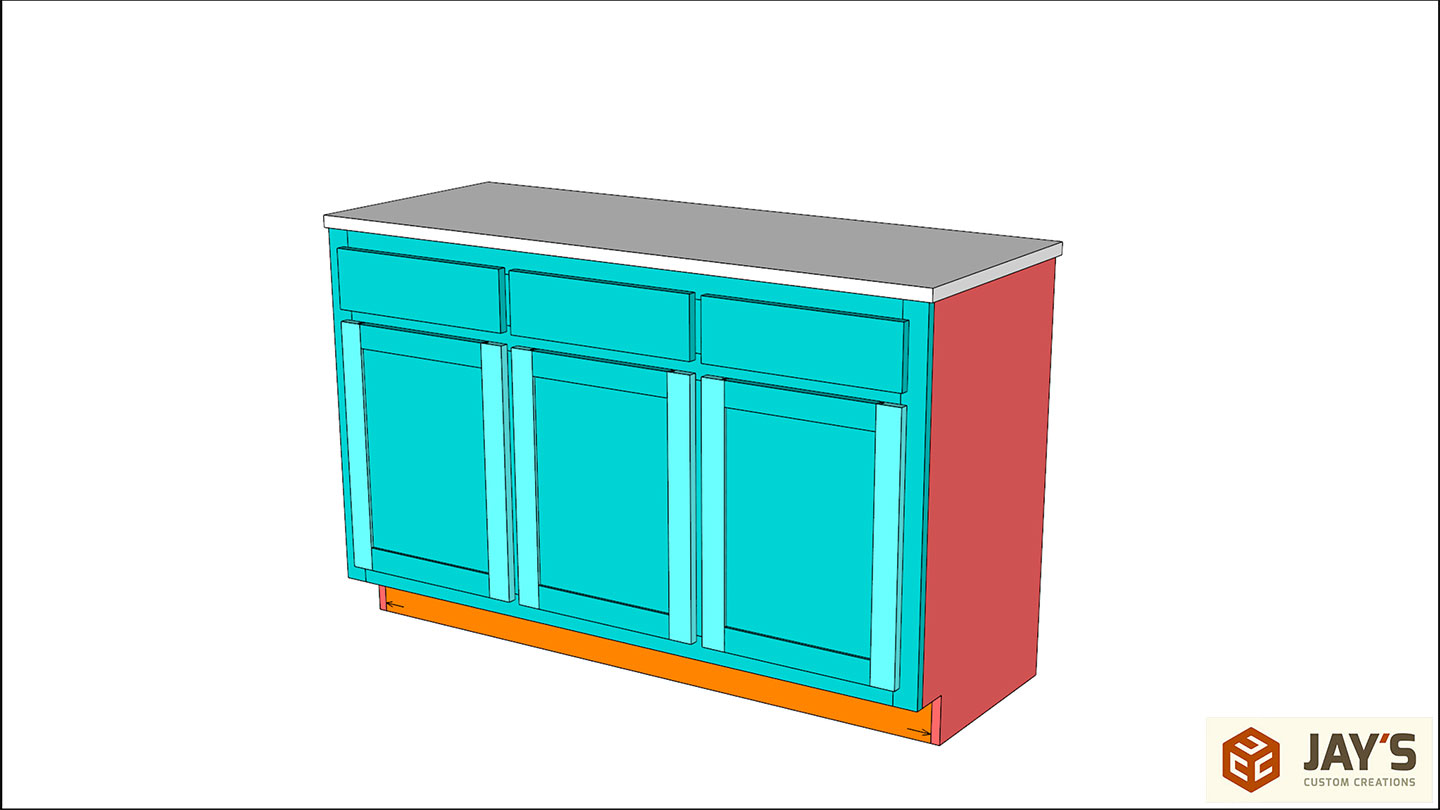
In this video, I’m going to show you how I made a custom maple vanity, but before I do so, let’s run through the SketchUp model so you get a basic understanding of how this is built.
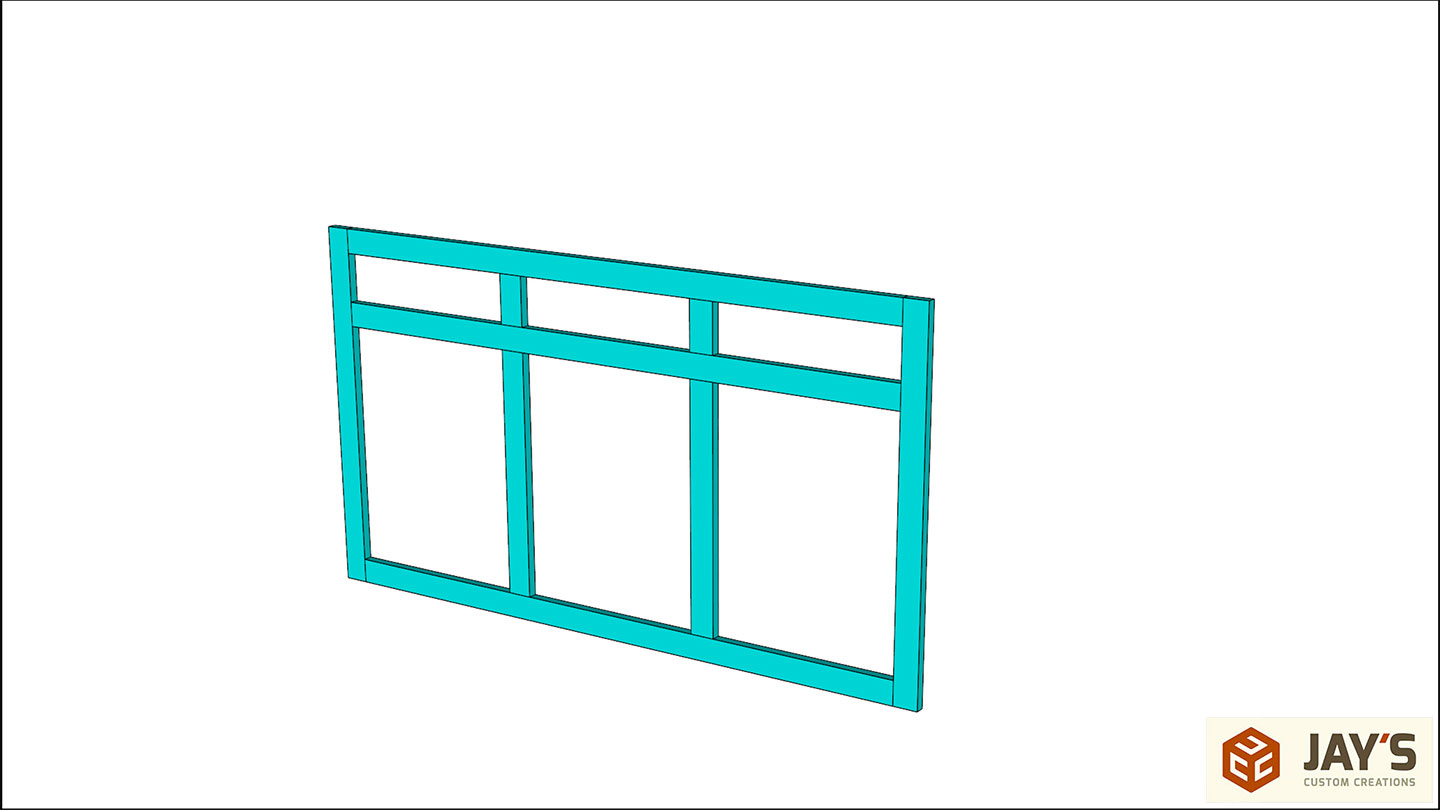
First, the back frame is assembled.

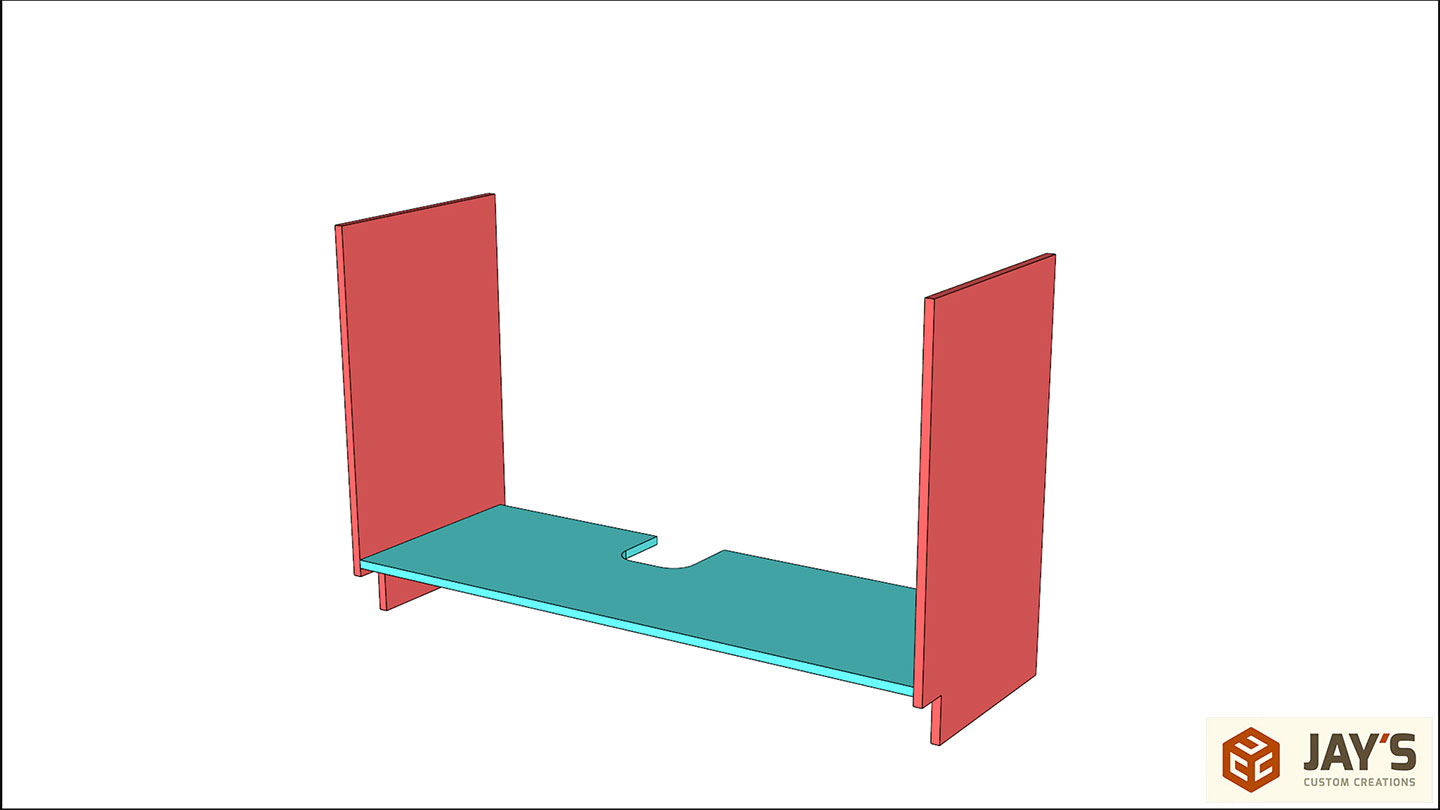
Then the bottom is attached to both side panels.
The back frame is added.

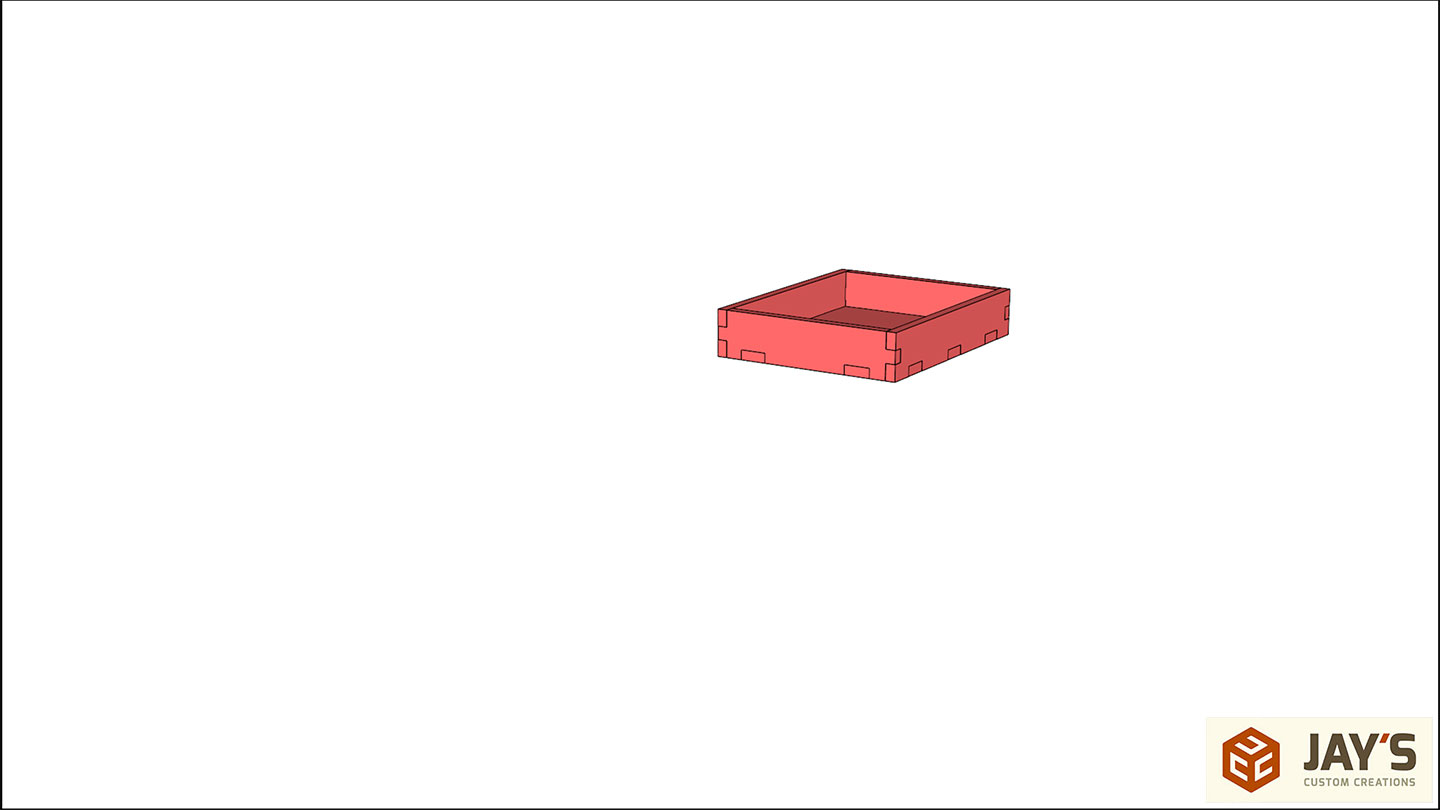
The drawer boxes are assembled just because they were cut out at the same time as the rest of the plywood parts.
All of the hardwood pieces are milled up, and the face frame is assembled.
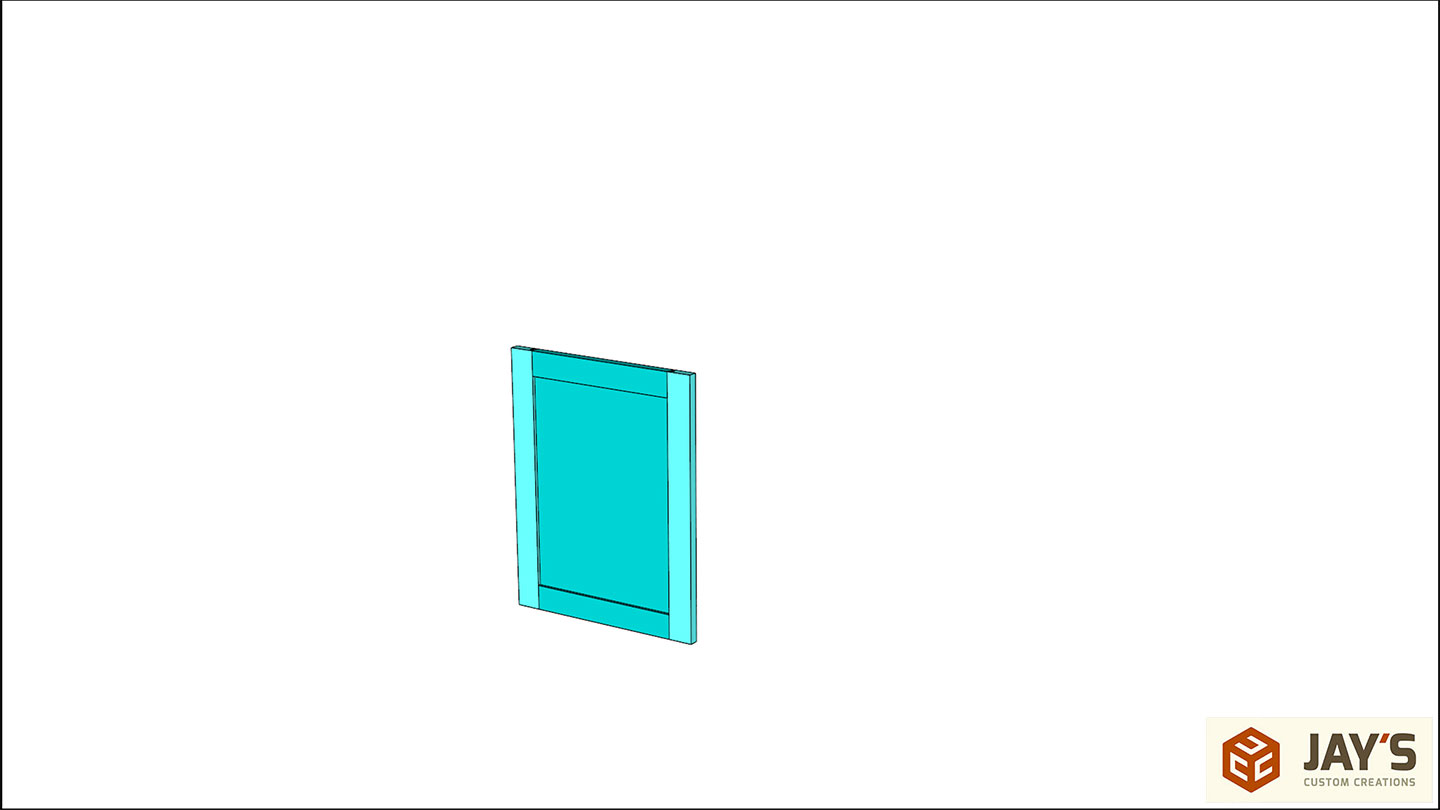
The door rails and stiles are cut to size.
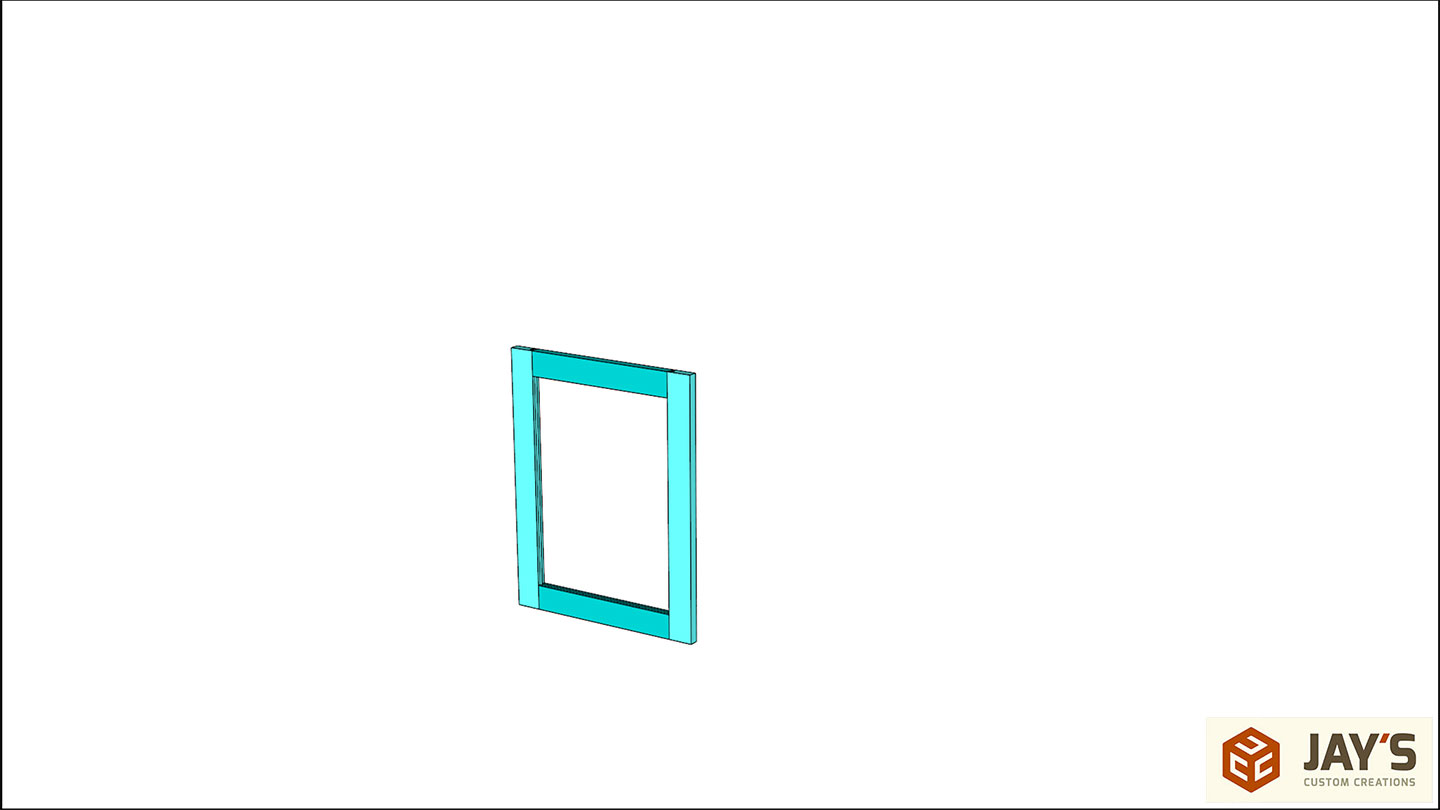
The door panels are fitted.
Then the face frame can be attached to the case.
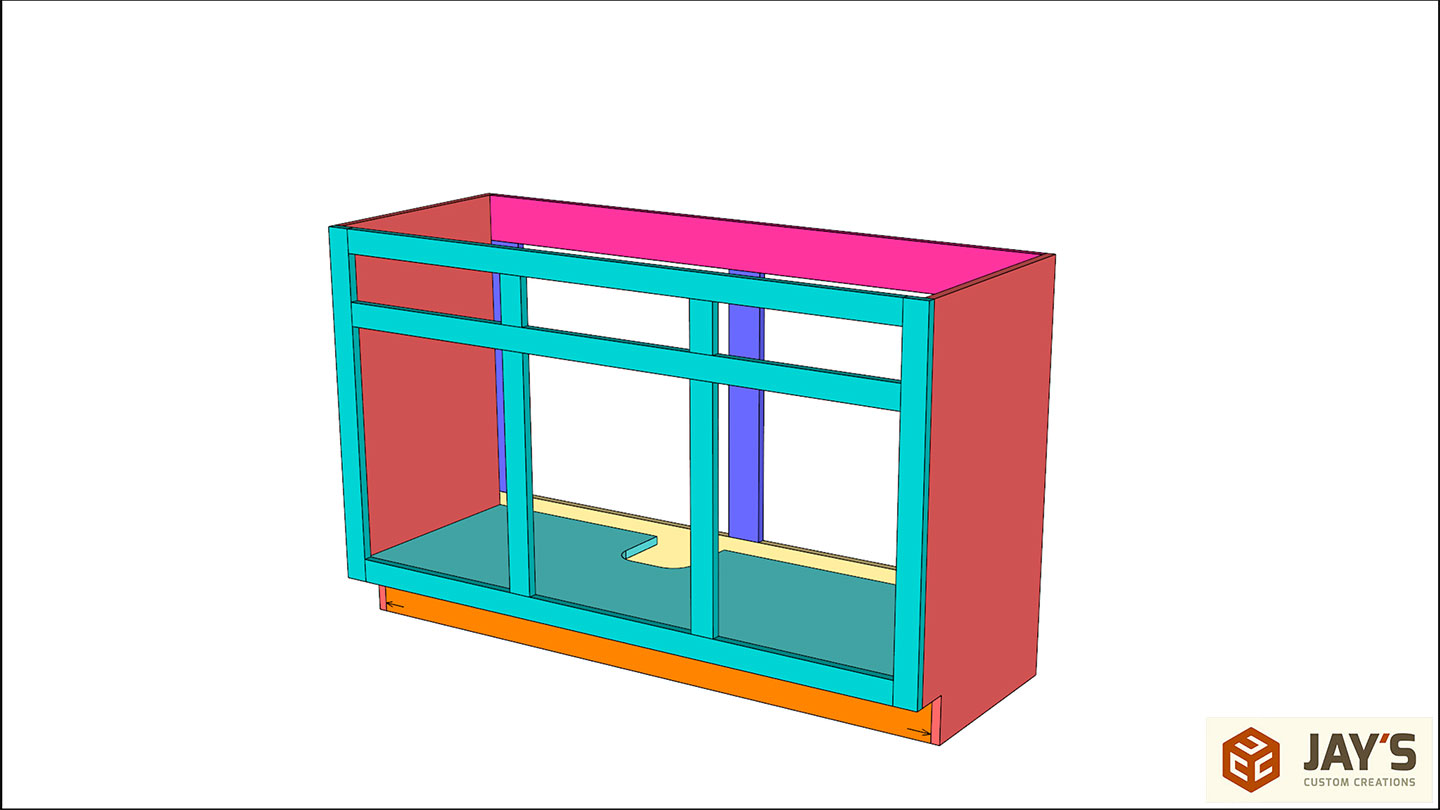
After the pocket hole screws from the bottom to the face frame are driven home, the structural toe kick is added.
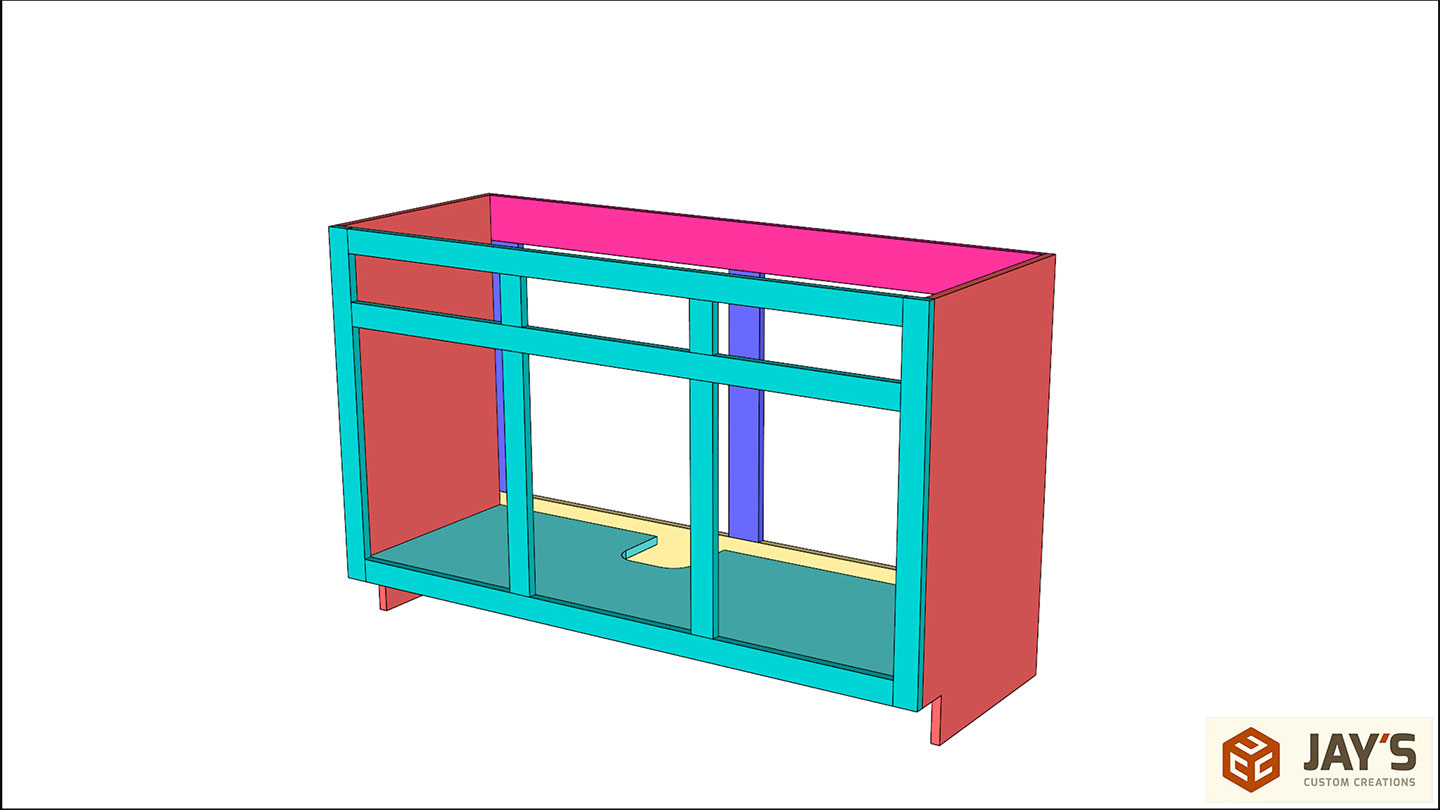
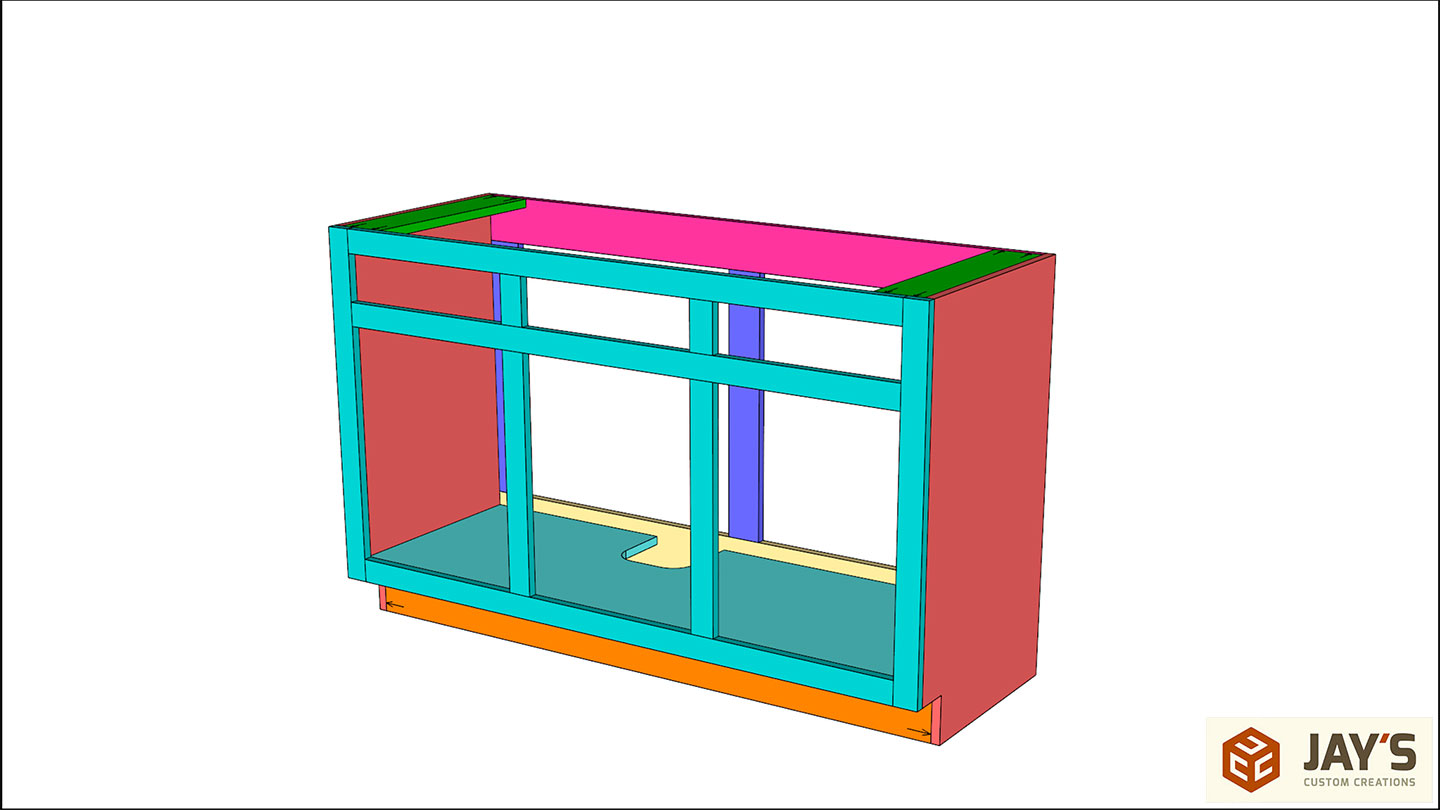
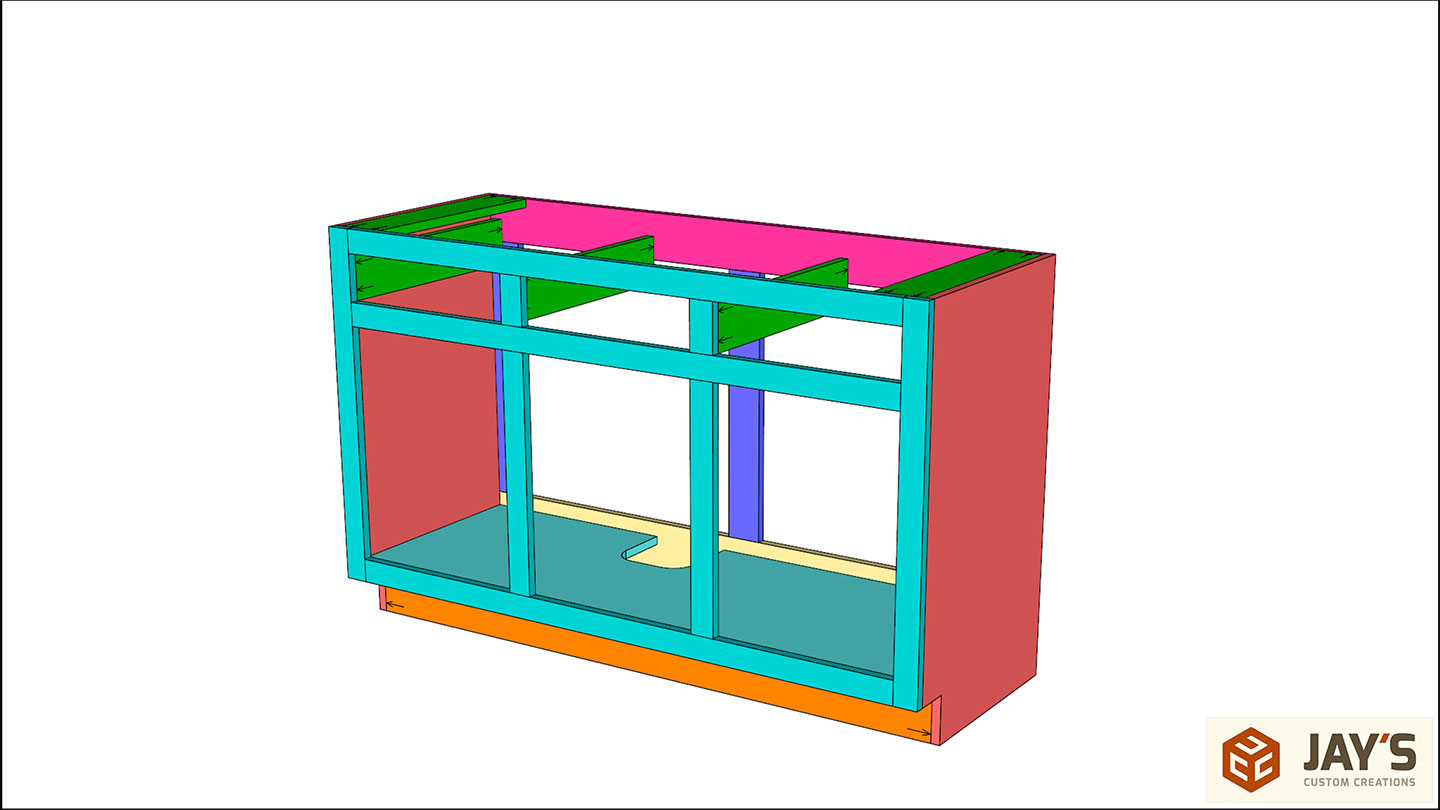
Then the two side support pieces are attached. The top will later be attached by screwing through the bottom of these into the bottom of the top.
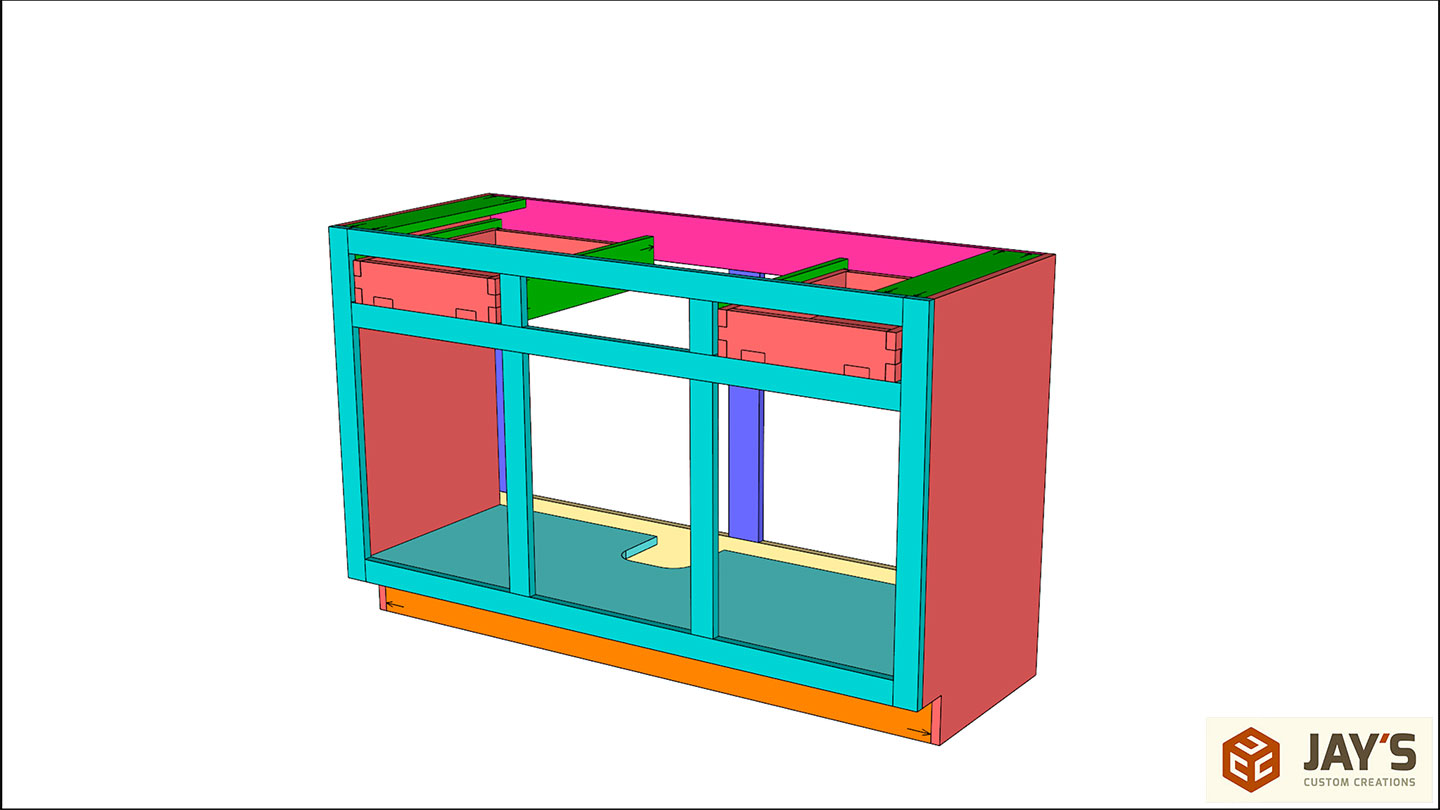
The support pieces for the drawer slides are added.
The drawer boxes are installed.
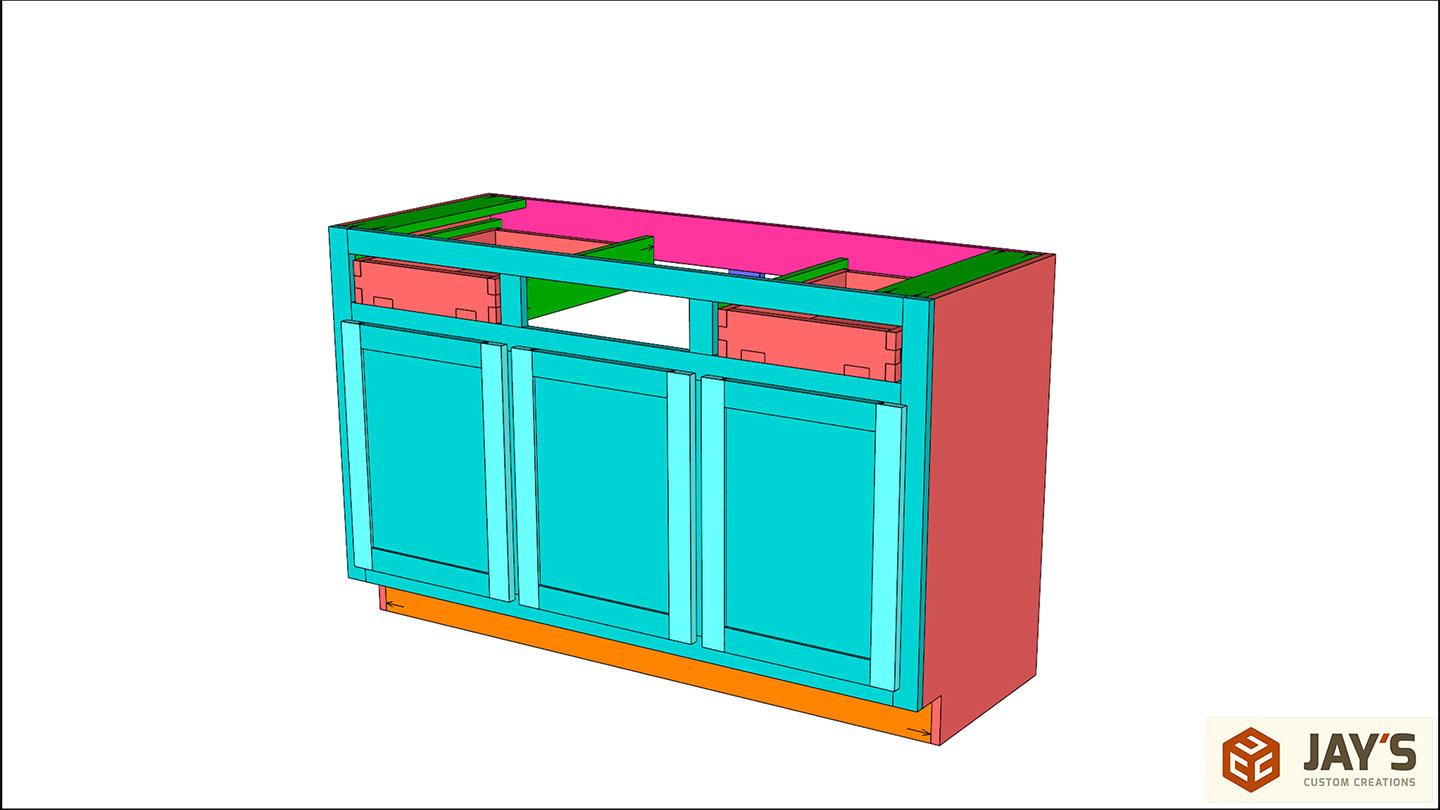
The doors are installed.
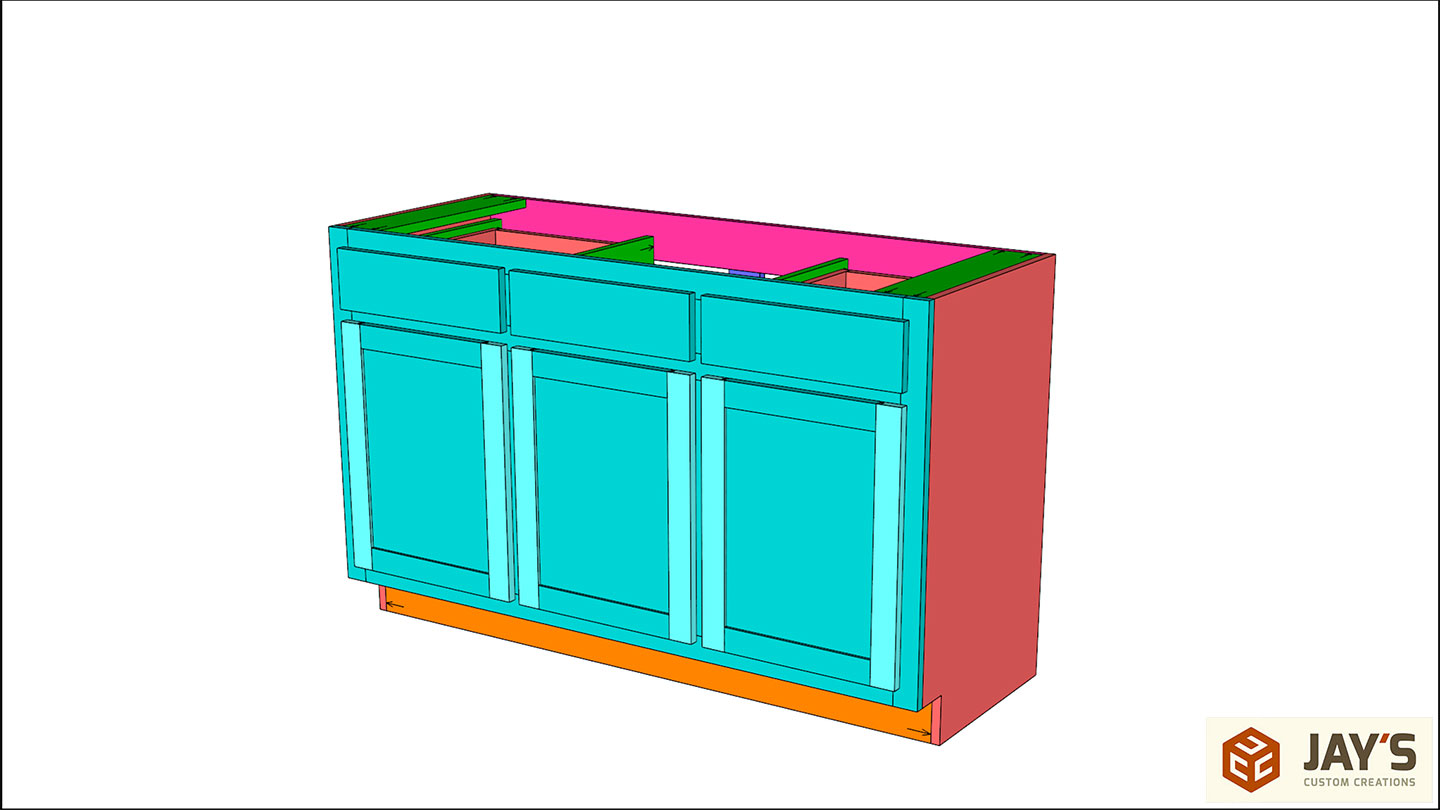
The drawer fronts are installed.
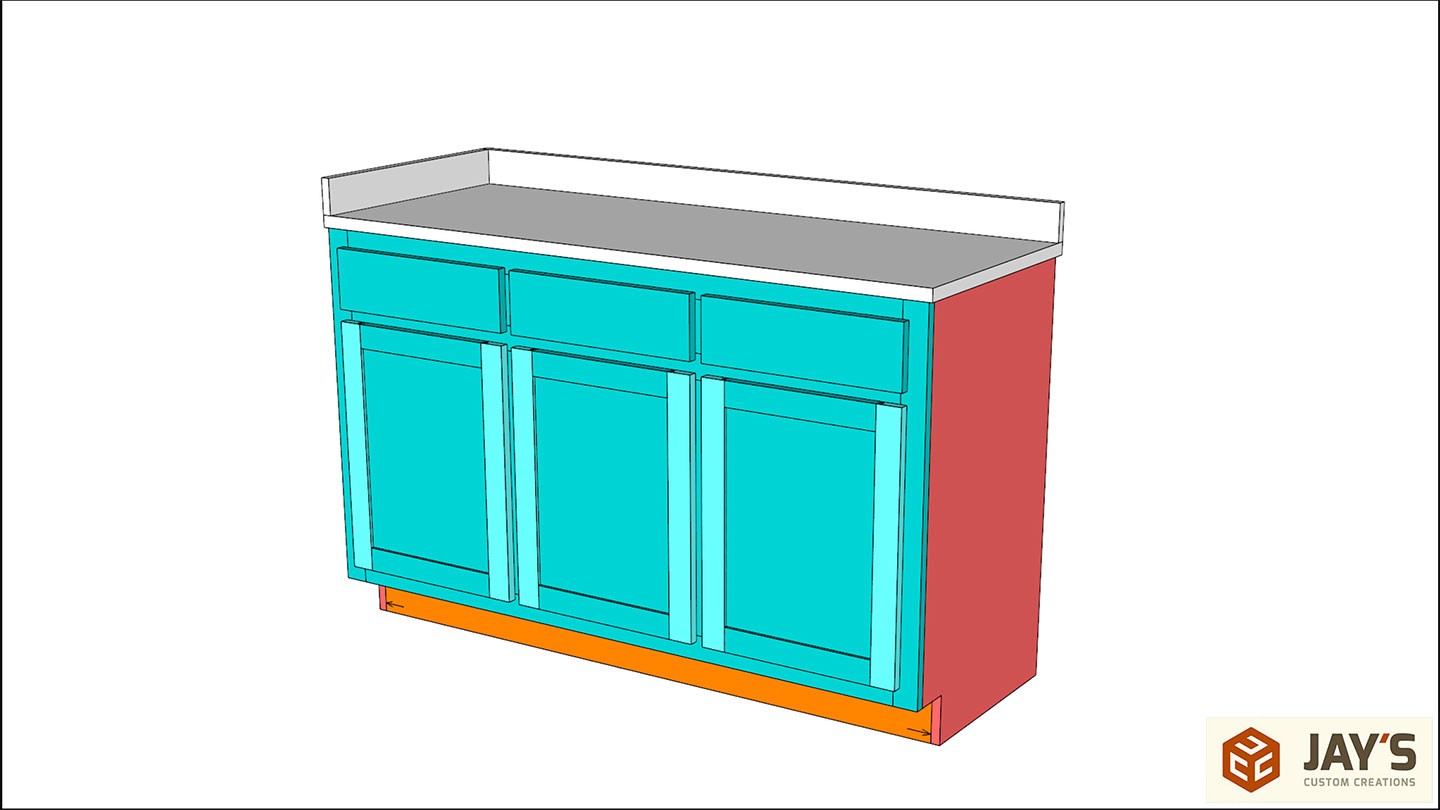
 And finally, the top, backsplash, wall splash, sink, and faucet are added.
And finally, the top, backsplash, wall splash, sink, and faucet are added.

All the plywood case components will be cut first. Before I can do that, I need to know their exact thickness. I’ll use this exact thickness in SketchUp to create an exact model that can be cut.

I’ve never used this particular plywood brand before, so my first step is to create a dado gauge. This is just a piece of plywood with various width pockets cut into it. I can use this to determine an exact working thickness for this plywood. In this case, it ended up being 0.74”.



Once I had all of the dimensions accurate in the SketchUp model, I transferred it to VCarve and then cut it out on the CNC machine.

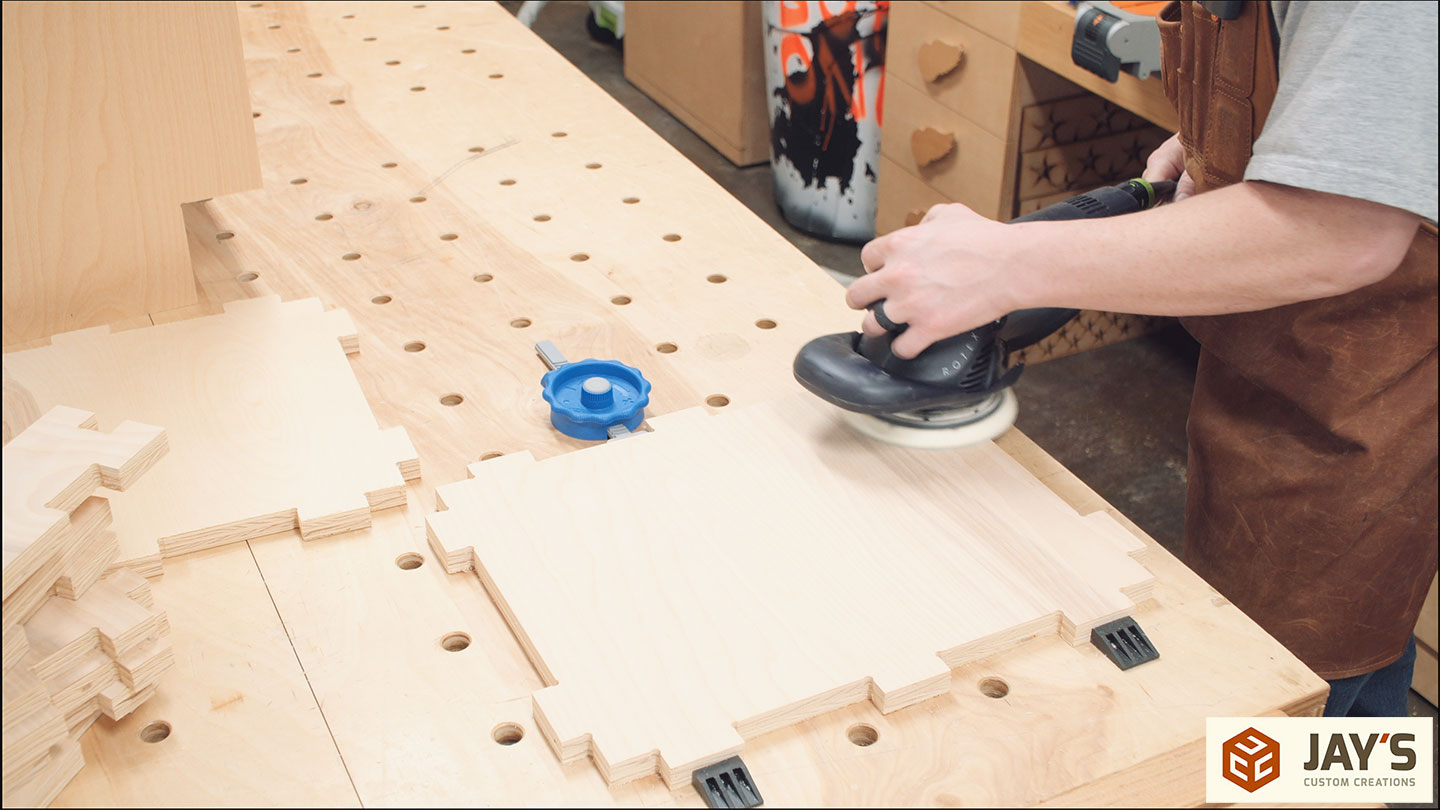
Because I do not have a vacuum table on my CNC, I have to use tabs to prevent the pieces from shifting as they are cut. This requires an extra step of breaking the tabs and then flush trimming them at the router table. (Use code JAYBATES15 to save 15% off at bitsbits.com. This is the bit used here: https://bitsbits.com/product/udc9112/)


The very first bit of assembly is the back frame. Frames are quickly assembled with pocket hole screws, but in this case, I did not want a plywood end-grain to plywood end-grain pocket hole screw connection. Screwing into end-grain is never really a good idea with pocket hole screws. So instead of screws, I went with Dominos. These are small floating tenons that, when glued together, will result in a much stronger joint.



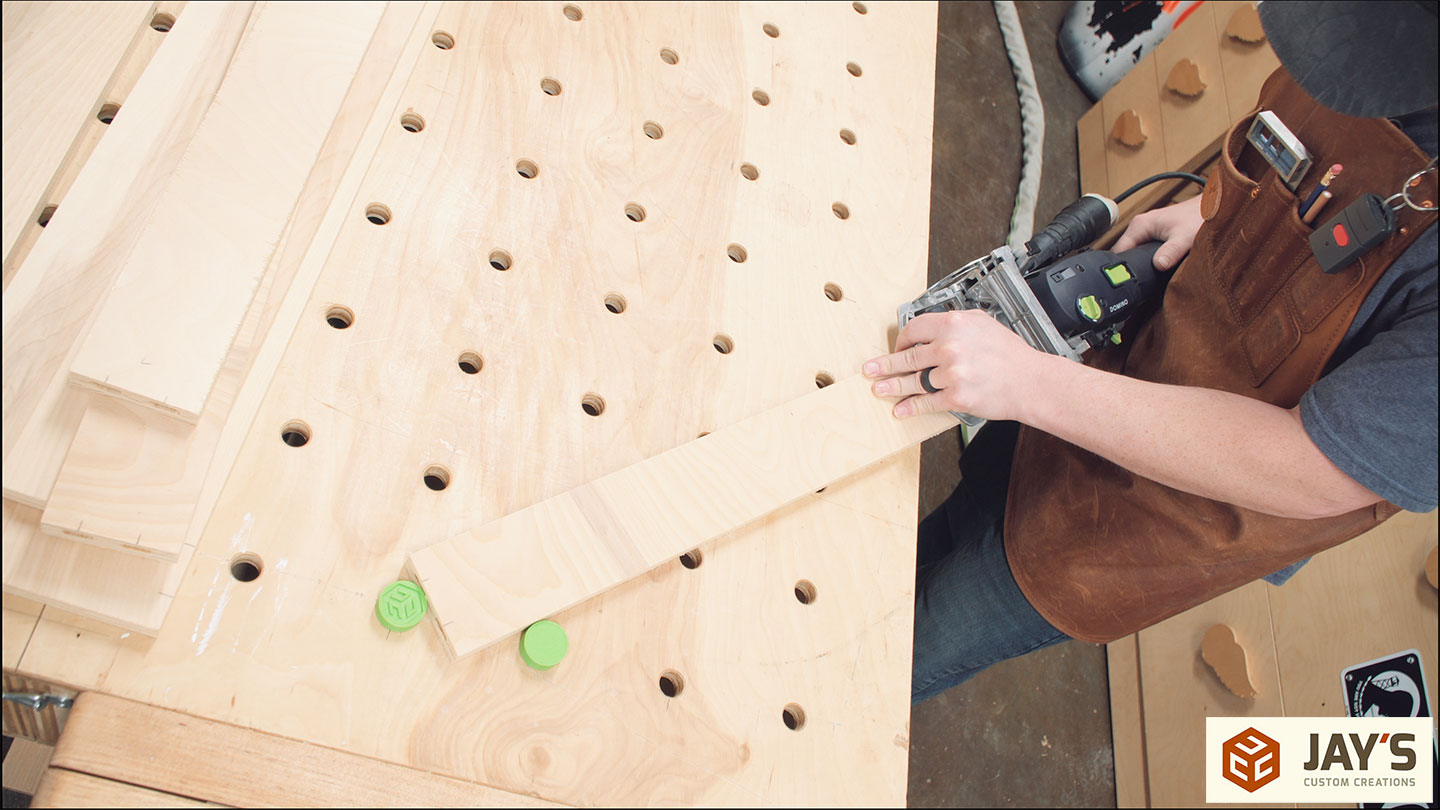
I’ve gotten in the habit of cutting all of the short face mortises on the tight setting and all of the long face mortises on the first loose setting of the Domino. Then all of the tenons are glued into the tight mortises first. This allows for a little wiggle room laterally when closing the joint.

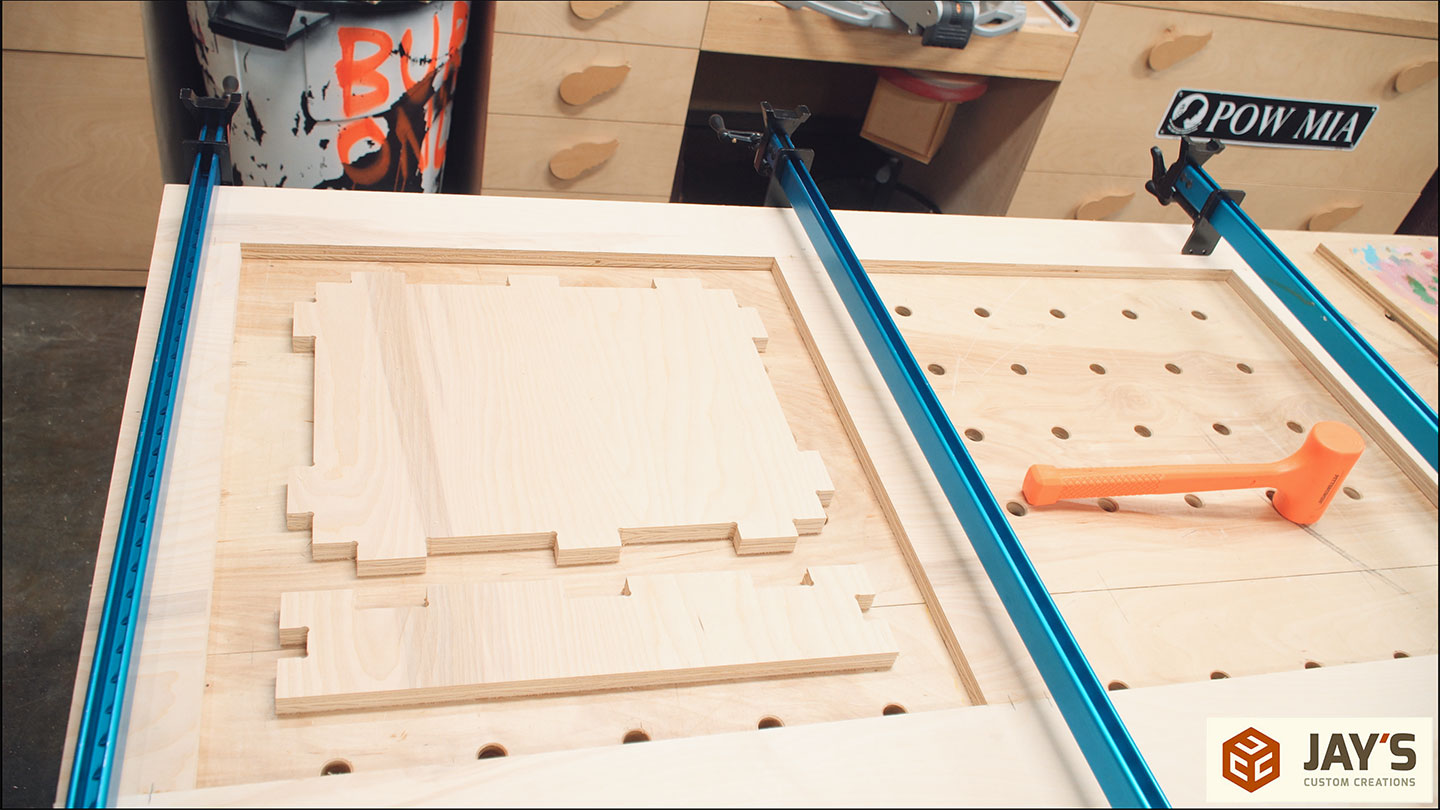
And speaking of closing the joint, I had a helper for this step.



At this point, it dawned on me that it would have been a more efficient use of time with just a little bit of extra waste by nesting some of the drawer components into the back panel and then just cutting out the back frame as one continuous piece.
For the rest of the plywood pieces, pocket hole screws are used for the joinery. Pocket hole screws can be used in this case because the threads of the screws will end up perpendicular to the individual layers of the plywood, rather than going into the end of the plywood, as I mentioned with the back frame.


At some point, when cutting the pocket holes on the smaller pieces, the depth stop shifted, and the drill bit went all the way through the end of the plywood. I had some music going in my headphones and didn’t notice the difference in the handle depth, so I screwed up a few of these pieces.

Everything that I screwed up is just a basic rectangle. I already had the CNC machine and plywood ready to go so I used up some of the scraps by cutting replacements. And then cut the pocket holes at the correct depth the second time around.

There really wasn’t a convenient way to clamp the bottom panel to each of the side panels to drive the pocket hole screws. Because pocket hole screws sometimes shift the mating joint, I used the structural toe kick, a piece of plywood as a spacer, and then another scrap of plywood pin nailed to the side panel as a physical stop.

This allowed me to stand the side panels up against the bottom panel and secure the bottom panel with pocket hole screws, not worrying about anything shifting. In this case, I was using the assembly table as a flat reference face to keep the front of these pieces aligned.


After the screws are driven home, the physical stops can be pulled off. And because pin nails were used instead of brad nails, the holes are unnoticeable.

At this point, the back frame can be inserted and secured with pocket hole screws. Also, because I used the CNC machine to cut the parts to their final size, I know with 100% certainty that this back frame will fit because it is cut to the same length as the bottom panel.


With the cabinet flipped onto its back, the bottom panel is secured to the back frame. Notice the opening in the bottom panel. This is for the plumbing. I have an extra piece 1 inch larger in both directions that I included with the cabinet that can be custom cut to fit around the plumbing after installation.

Also notice that I’m not attaching the structural toe kick at this point. Doing so would block my access to the pocket hole screws from the bottom panel to the front face frame.

It’s not really necessary to work on the drawers next but I already had them cut out so I might as well get all the plywood stuff done before moving on to the hardwood. All of the drawer components are sanded on both faces and then assembled with glue. I used large finger box joints for the construction method and hide glue for the adhesive. I went with hide glue because these joints ended up being much tighter than I wanted. Hide glue will lubricate the joint whereas modern PVA glues will swell the joint due to their water content.

The next day I was on Daddy Duty so I couldn’t run the machines. Instead, I let my daughter explore the shop and work on whatever she wanted. While looking at this footage it’s interesting to see the little things that I don’t see when my back is turned. Like her adjusting her hat just like I do. I wear a hat all the time and frequently lift up and reset my hat. Little kids are always watching and always picking up on the things you do. And of course, her favorite tool is a hammer. Every time she’s in the shop she will seek out “her hammer” which is this orange mallet.


One final thing we could do without the machines was to take inventory and organize the maple for this build. I’m glad we actually took the time to do this because while I physically had enough board feet to get the job done I didn’t like some of the grain that I would be forced to use. I didn’t want any knots showing on this cabinet and the time spent here let me know that I now had an excuse to make a Daddy/Daughter lumber run.

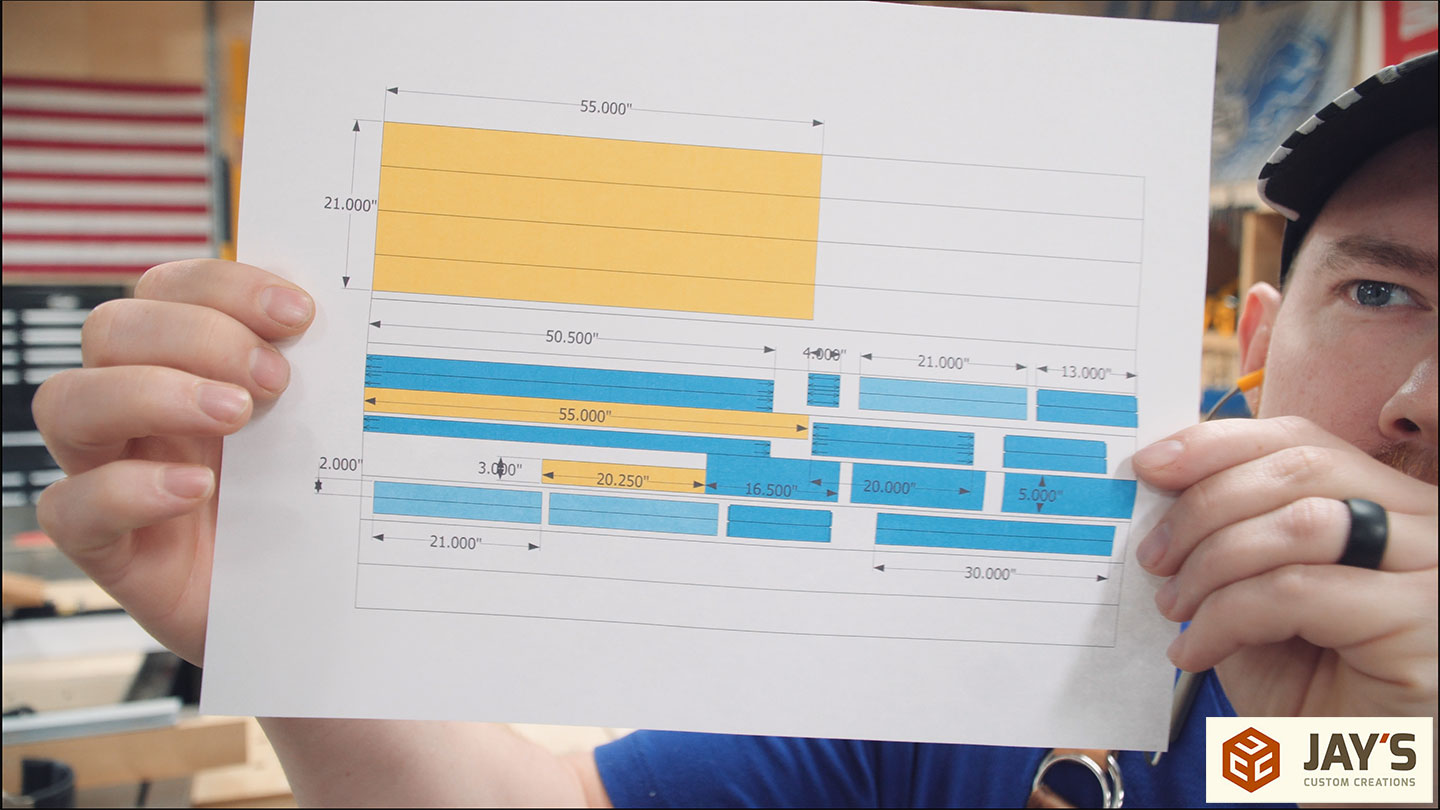
The next day was a normal workday where I could start breaking down the rough lumber. I always make a rough lumber layout diagram in SketchUp and print it off before cutting anything. This helps me make sure all pieces are accounted for when breaking down Lumber. The rough lumber is first crosscut at the miter saw station.




Then one wide face is jointed flat at the jointer.

The opposite wide face is flattened parallel to the first face at the planner.

And then one narrow face is jointed flat and square back at the jointer.

Because ripping maple tends to burn easily with the table saw I chose to rip all of my pieces at the band saw. These were all ripped about 1/16 of an inch large.

Then I could start a process of going back and forth between the jointer and the band saw to get the rest of my pieces. Rip a new piece and set it aside, joint the band sawed face of the stock, then rip a new piece. Back and forth and back and forth until all of my material was cut up.


Something I don’t do often is use the planer to establish a part width but in this case, it just makes sense. I don’t recall the exact measurements but I got everything down to a uniform width at the planer.
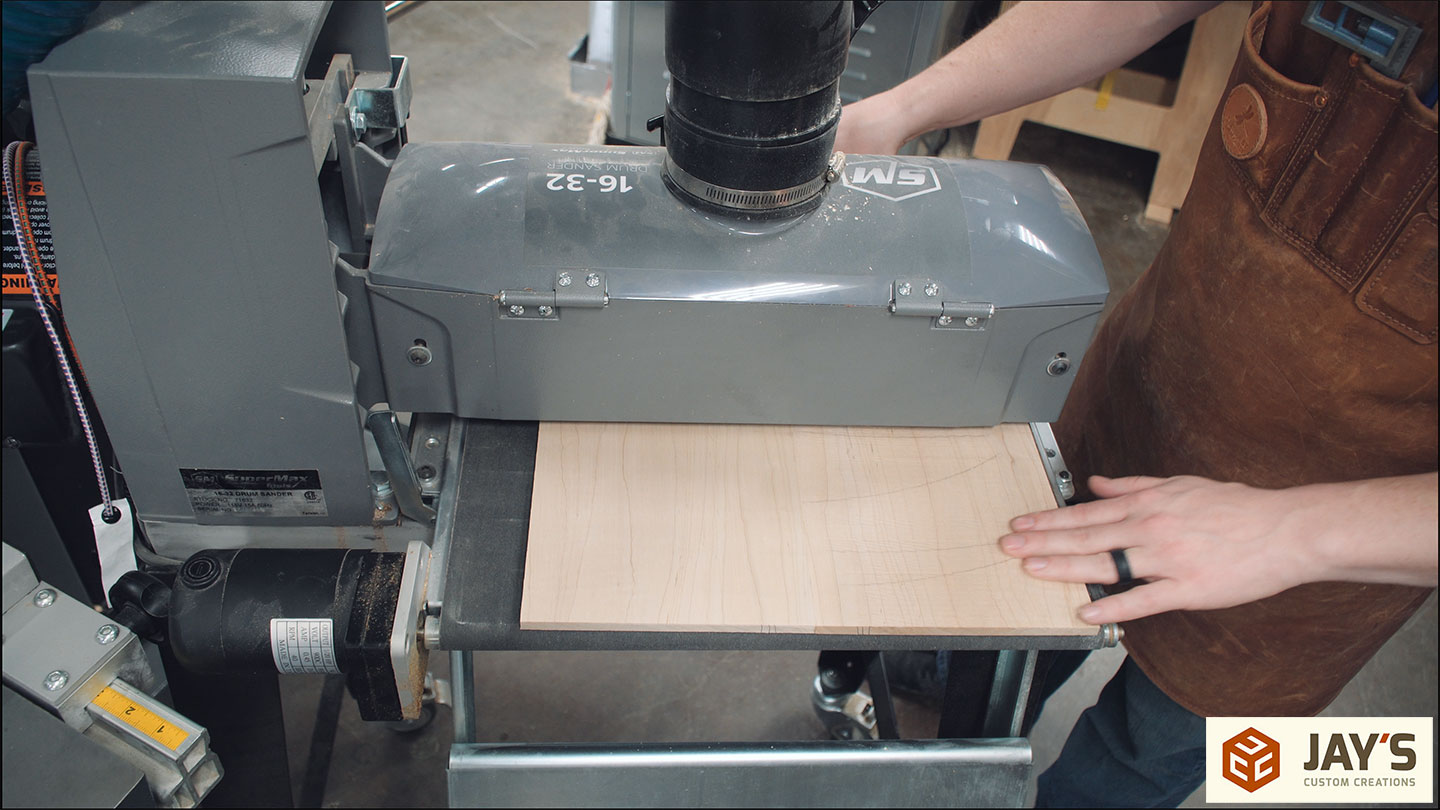
And then got to the final desired width with the drum sander.


I trust the crosscut sled on my table saw much more than I do my miter saw so it was used to establish a 90-degree end on every single one of the pieces.

And then everything was cut to its final length. For the pieces longer than the capacity of my stop block I clamped them together and cut them at the same time.

Everything else was cut to length using the stop block.

I’m not a big fan of using pocket hole screws on dense hardwoods like this hard maple because it tends to split. I’ll do it if I absolutely have to but if there’s a convenient alternative I’ll likely go that route. In this case, I laid out the frame in a dry assembly and marked all of the joints for Dominos.

Because all of these pieces are relatively small it’s much easier to take the piece to the tool rather than the tool to the piece. To help me do that I’m using this Domino dock. This is a dock created by Ramon Valdez that perfectly cradles the Domino in a vertical position.






I used this for not only all of the end-grain mortises but also the long grain mortises. Once again cutting the end-grain on the tight setting and the long grain on the first loose setting.

Just as before, the loose tenons, or dominos, get glued into the end-grain first.


And then the face frame is assembled like normal. The slightly wider mortises on the long grain allow for a little bit of wiggle room to position the pieces exactly where they need to be instead of being 100% locked into a certain position in the event that you accidentally cut the mortise a little bit out from where it should be. These joints are also really tight by design so I only use the clamps to close the joint and then generally back the clamps off so they don’t accidentally deform anything while the glue fully cures.



Now I can switch gears and start on the door frames. These will be assembled with a tongue and groove joint and to cut those I’m using a combination bit. This has two cutters that are precisely separated by a bearing. First, the bit is lowered so only one of the cutters is removing material. This creates the groove side of the joint. All of the pieces get this groove on their interior face.
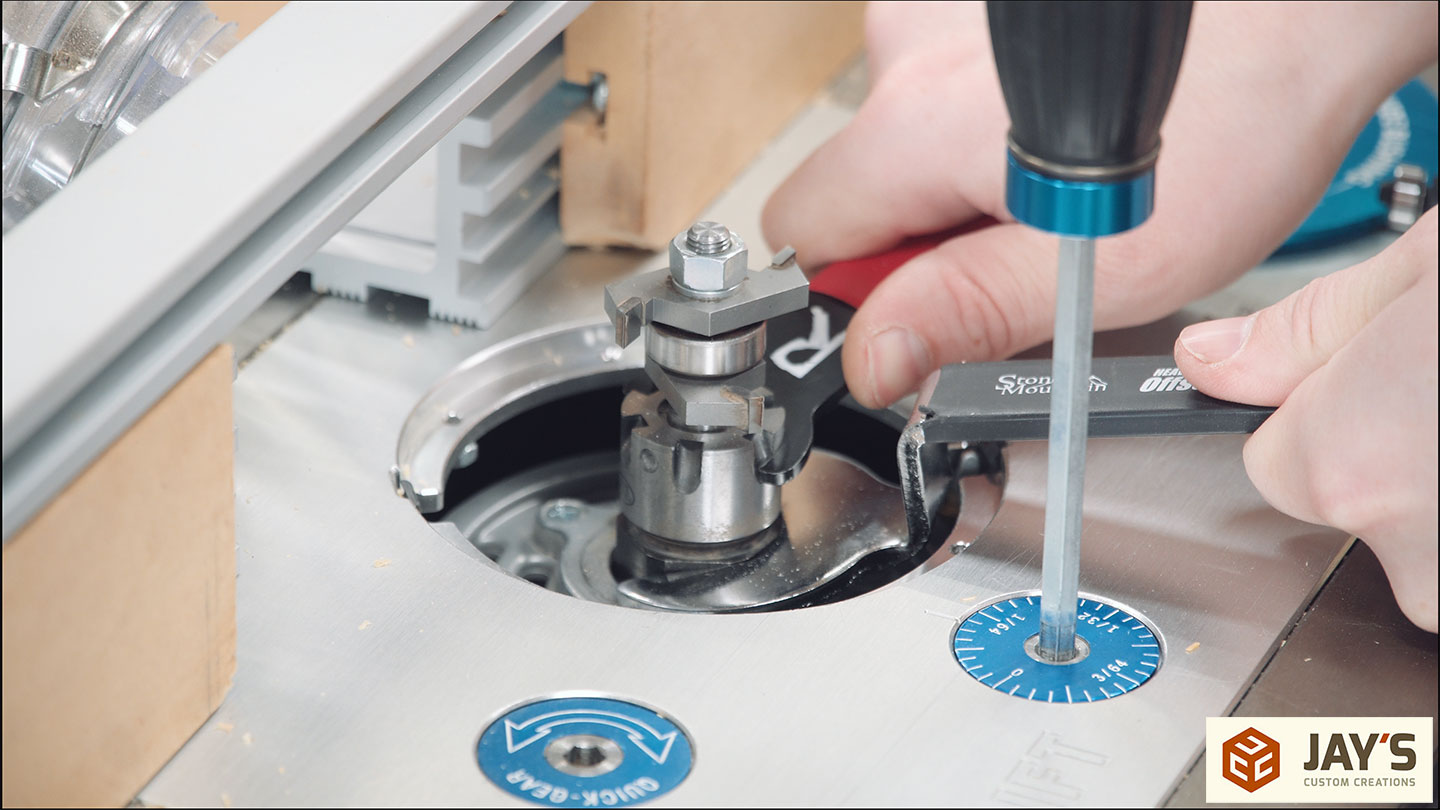
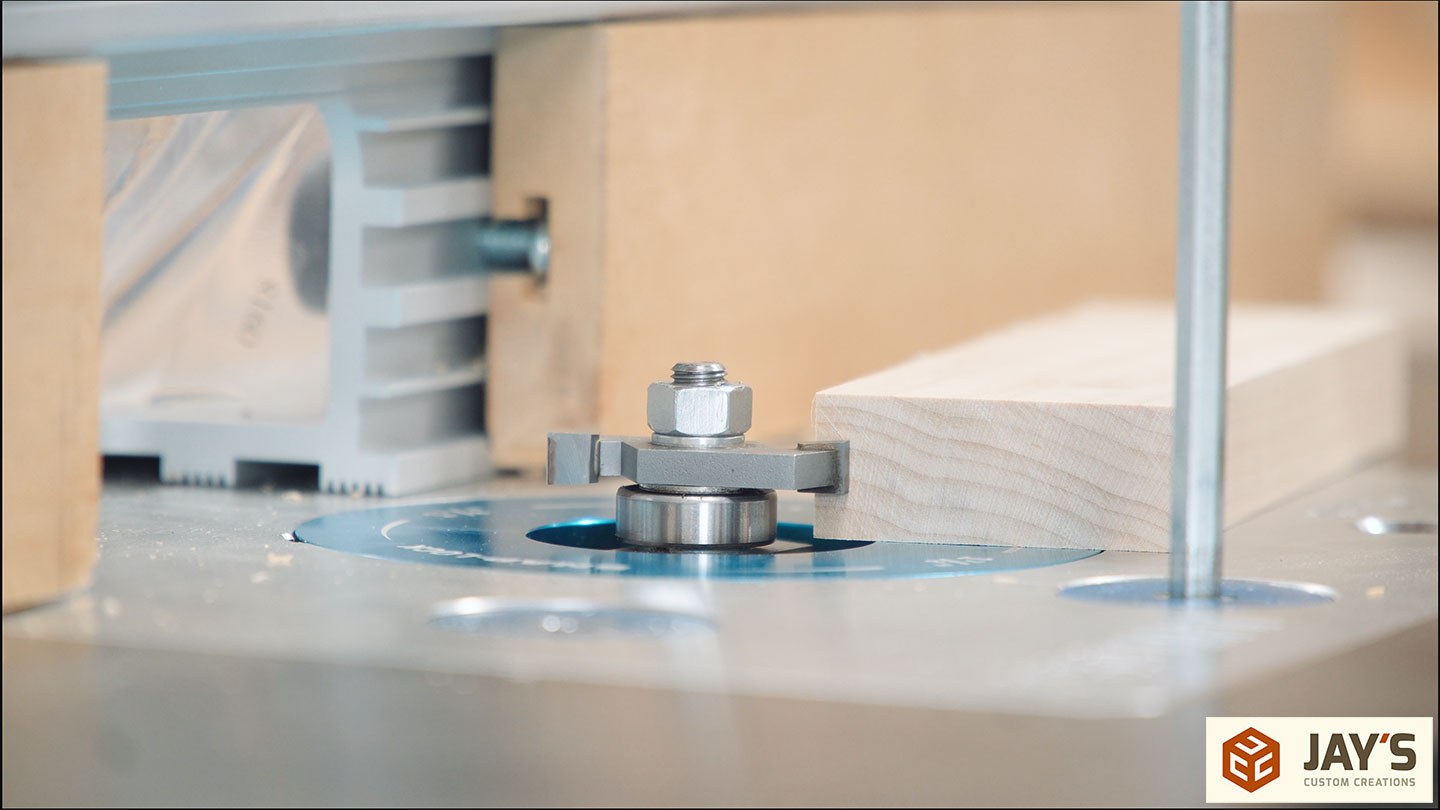


Then the elevation of the bit is increased so that both cutters are removing material centered on the thickness of the bord. This creates the tongue side of the joint and is only cut on the ends of both rails. Cutting the tongues can be done with just a square push block to back up the material as you push it through the router bit but a coping sled really pays for a self the first time you use it in a situation like this.



My original plan was to use the same face frame and door frame stock for the door panels but no matter what I laid out it would result in two glue seams and three pieces per panel. Instead, I chose to use this big chunk of maple that I’ve had on my lumber rack for quite some time. I acquired it in a lumber trade last year and haven’t found a use for it since. Cutting it up for the door panels would not only give it use but it would also allow me to use two bookmatched pieces per panel.

I ran through the milling process to determine which wide face would look better for the panels and then started ripping 3/8″ thick veneers.



Just like when ripping the previous pieces I cleaned up the freshly cut face in between bandsaw cuts. But because I previously had booth wide faces of the board flattened I was able to use the planer instead of the jointer.




Off-camera I cut the pieces to the rough size and glued them together. After enough time to dry, I ran them through my drum sander to get them to their final thickness.

Then at the table saw they were cut to their final length and width.


Knowing that the finish will add a little bit of thickness I sanded the panels a little more with a random orbit sander.

And then applied Seal Coat shellac to seal the entire panel. Finishing panels before assembly guarantees that you won’t have unfinished material exposed in the event that the panel shrinks over time.


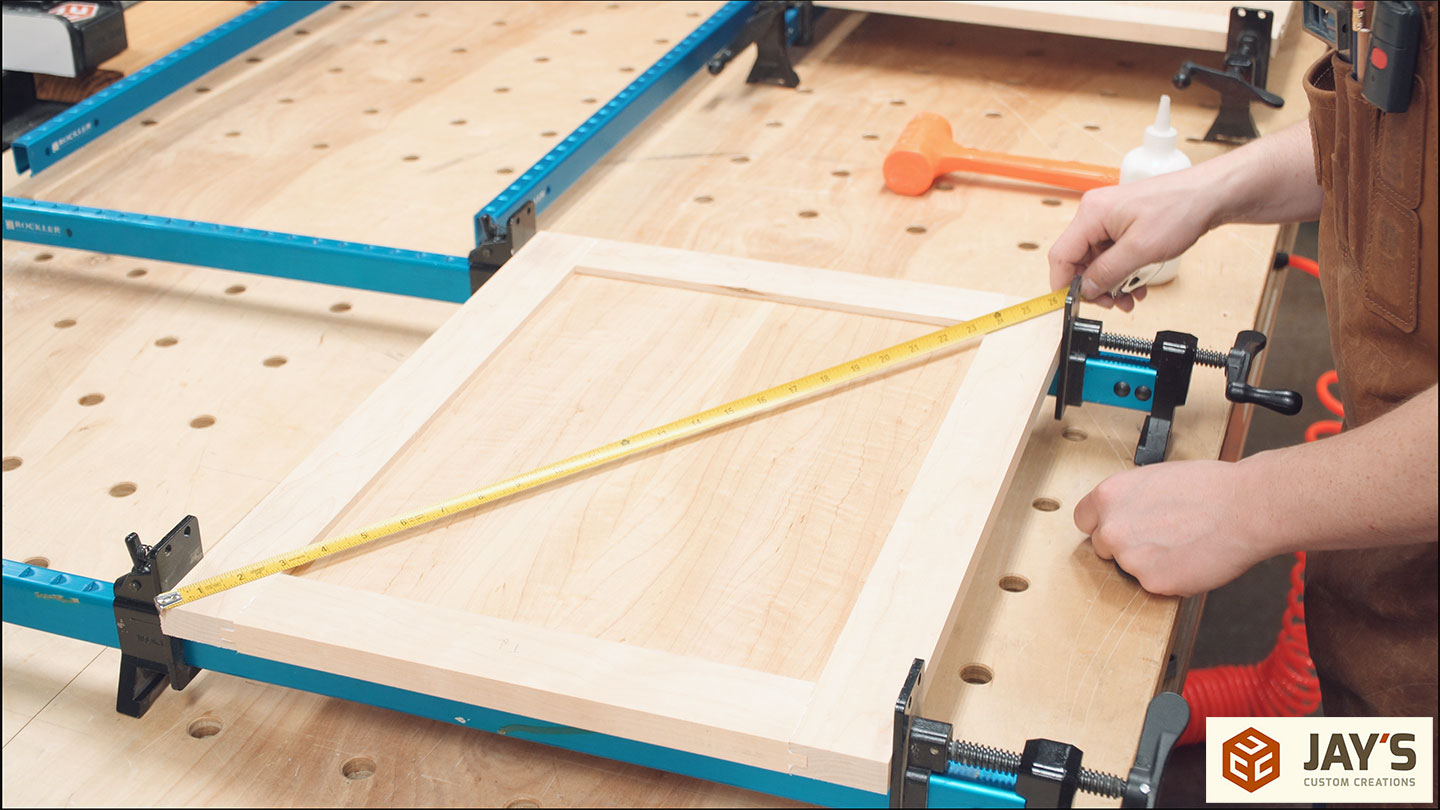
Door assembly is pretty easy and straightforward. You’re just gluing together tongue and groove joints. Super simple. When sizing the door panels I like to cut them so that when assembled there is no gap top and bottom and there is a little bit of a gap left and right. With a vertical grain panel like this, that allows the material to expand and contract left and right.


And of course, measuring the diagonals to make sure the glue-up is square.

Once the doors have had enough time to dry in clamps the wide faces are sanded with a random orbit sander.

And then the narrow faces are sanded with a belt sander. Having a wide belt sander has been an incredible convenience. Especially with a locking miter gauge like this allowing you to sand to a perfect 90-degree corner every time.


It’s back to the jointer and planer to mill the pieces for the top.



And then more Dominos before gluing up the top panel. These are purely for alignment purposes as a biscuit joiner will do the same thing in this situation. Their only purpose is to maintain the top surface alignment during glue-up.



While the top panel sits in clamps I switched gears to the doors. I added cup hinge holes to my CNC machine file (if you watched my CNC machine file video you’ll know what I’m talking about) so that going forward I’ll always have all of the settings already worked out to cut standard cup hinge holes quickly. I believe that was the last task for this particular day.


The next day begins with the case on a pair of sawhorses to add the face frame.

One side of the vanity will be exposed so I added painter’s tape to prevent any glue squeeze-out from soaking into the visible plywood face. Then the face frame is set in place and held with a few clamps.


I’m OK with the side to face frame connection being just glue because there are mechanical fasteners in other areas. The bottom panel is attached to the face frame with a bunch of pocket hole screws.

Then the side support pieces connect the side, back, and front. These pieces will later be used to screw through when securing the top.


Finally, the structural toe kick can be added. This is secured with pocket hole screws into both sides and into the bottom of the bottom panel.


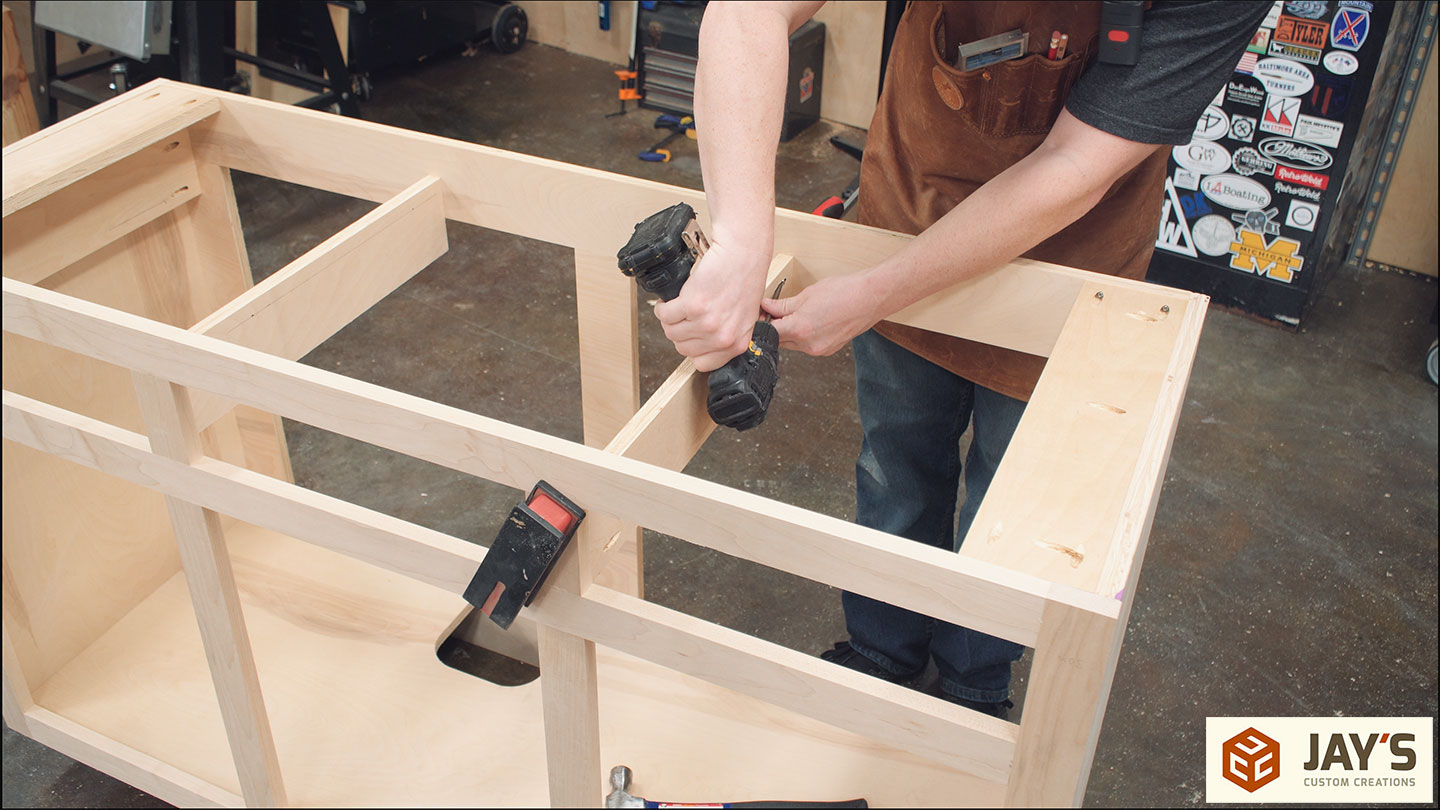
The drawer slides need something to mount to so a few simple plywood rectangles are added. I was really hesitant about using screws here because I didn’t want to crack the smaller face frame pieces. However, with a little wax applied to the screws, I didn’t have any issues. The front is attached first, as its location is absolute, and then once the piece is confirmed square to the face frame it is secured to the back frame with one screw.


There are many options for drawer slides but we went with basic light-duty drawer slides here. They are inexpensive, super simple to install, and will get the job done with no problems. One side attaches to the inside of the cabinet referencing off of the lower corner of the drawer opening in the face frame.


And the other side attaches to the bottom of the drawers. No measuring and they are super easy to install. Other than the fact that I installed these referencing off of the back of the slide instead of the front. I didn’t notice it until I went to install the drawer. I later flipped these around so they were installed correctly. You probably wouldn’t have noticed if I didn’t say anything.

With the slides mounted the correct way I couldn’t get the drawers into the cabinet. The drawer boxes were a tiny bit too tall to be tilted in place.

That’s not a huge concern though. A simple roundover on the top back edge of the drawer box will fix it.

And there ya go. Fits like a glove….or a box.

The center drawer area will have a fake drawer front. This area could have been utilized with a custom-shaped drawer to fit around the drain but in this case, we went the simple route.

Now the cup hinges can be installed. A self-centering drill bit for pilot holes and then two screws per cup hinge.


These doors are incredibly easy to mount. I threw together a quick L-shaped bracket out of scraps that when clamped to the top of the face frame would give me a reference face to push the top of the door against when securing it to the face frame. All three doors are attached the same way with the center door opening to the left. These are basic 1/2″ overlay soft close hinges from Blum. Pretty inexpensive and they have adjustments in all directions.


Skipping forward a little bit, this is the board I picked out for the drawer fronts. The sapwood running through the center provides immediate visual interest and it also does a good job to tie in the exposed right side plywood panel which also has a streak of sapwood. I went ahead and milled the drawer fronts to their final size off camera.

A 1” wide strip of MDF was set on top of the doors to act as a spacer to locate the drawer fronts. Each drawer front is secured with two washer head screws from the inside.


Going off of package dimensions was good enough for the SketchUp model but before I cut the faucet and drain holes I wanted to measure and mark the exact location in person. And I’m glad I did so because I had to shift the drain hole forward by an inch to get more clearance for the faucet in the back.

Then I went back to the CNC to cut the holes as well as the countertop profile. The extra material around the perimeter of this cut isn’t waste. I will be used to make the backsplash and the wallsplash. I did want to cut the countertop out of the middle though as it would provide symmetry with the glue seams and board widths.


Once the shape was established, the top panel was cleaned up with the drum sander. Very little time was spent here as the dominos did a great job keeping everything aligned during glue-up.

Now a completed dry run of all the parts before the hours of final sanding and finish. At this point, everything looked good and I was happy with the grain selection everywhere.



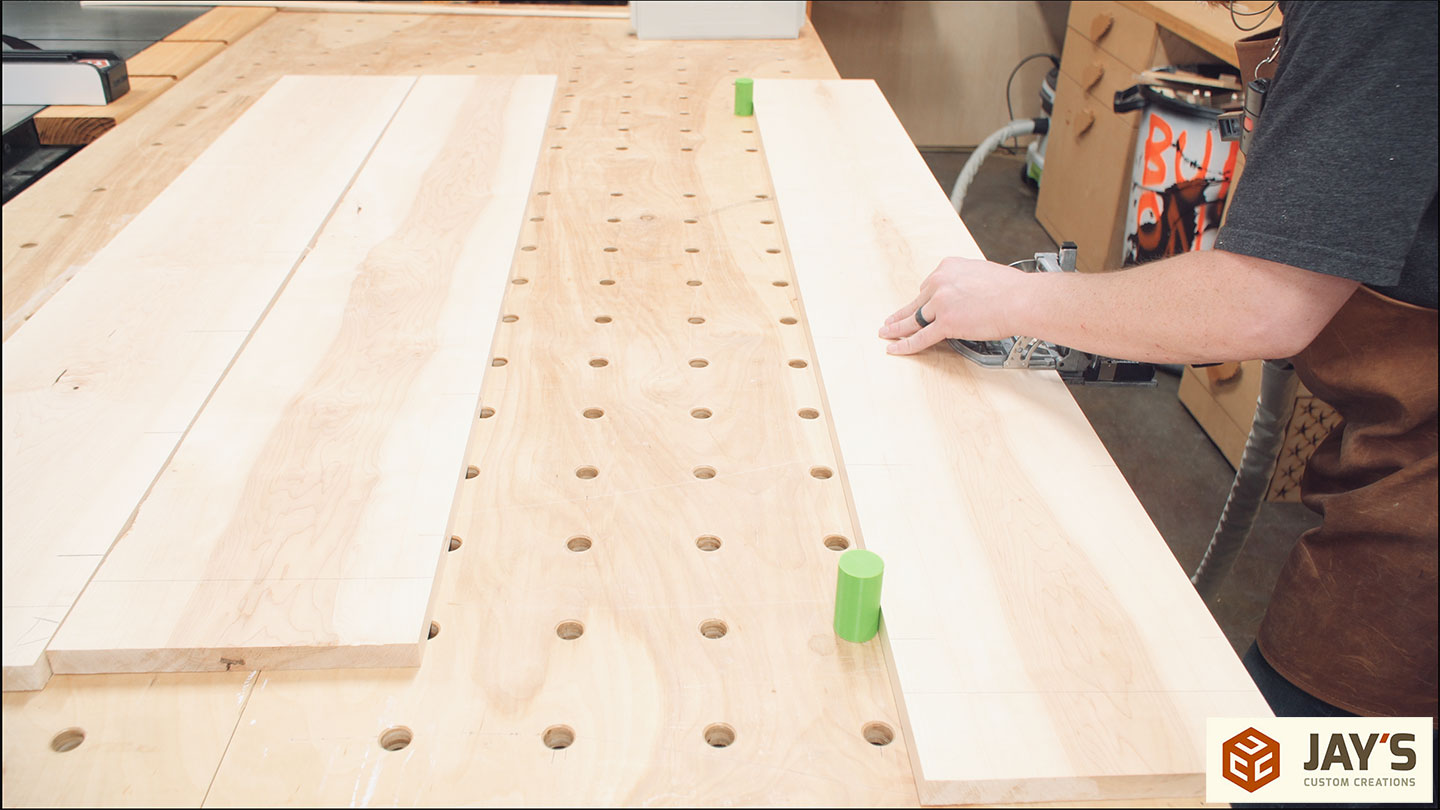
The final step before sanding was to flush-trim the face frame to the sides. I made the face frame 1/4″ longer than the case so that it could be flush trimmed perfectly smooth on both sides (bit used: https://bitsbits.com/product/rft2100/). I do this in two passes. First, with the painter’s tape still in place. This allows the bulk of the material to be removed without the concern of the wood burning or tearout without any extra material to clean it up.

Then the tape is removed and anything remaining is cut away. This second pass removes very little material which drastically reduces the chance of tearout and reduces the resistance or effort needed to complete the cut.

Skipping forward one last time, here is the final result. I didn’t record any sanding or finish application as those two processes are about as fun as watching a cactus grow in the wintertime. I’m very pleased with the result though.
The project itself is just a basic shaker cabinet. Nothing extraordinary by design. Simple with function. That’s what the shaker style is known for. But it is a good example of how the wood grain can elevate a simple design. In this case, the wood grain is doing all of the talking. In my opinion, of course, the wood grain isn’t too over the top but it definitely grabs your attention in a couple of areas.
Lastly, I didn’t add drawer pulls and I’m not doing the install. Both of those will be done at a later date so I don’t have any final, in-place pictures.















{kind=link}
Great build Jay. I am very interested in the Domino Dock. Is it stable?
Great job on the vanity. Soon Michelle and I will be doing our kitchen renovation!!!
It’s very stable. So long as you clamp it to a solid work surface.
Excellent job Jay ! I need to get my butt around and build one for my bathroom. I already have the sink sitting out in my shed waiting on me.
I hear ya. This one took a while to get started on too..
That came out great. I have done the same thing with over drilling the pocket holes. But I was so distracted by the new shop layout. It looks like you’re using half the space as before.
Indeed. Half the space is correct. I’m making a home gym on the other side.
Great project Jay, thanks for sharing.
Regards,
Rick
Thanks!
Very nice. The drawer fronts are very visually pleasing love the grain flow. I am with Pat we need to see the new shop layout, I was distracted by that also. Love that your daughter comes to the shop to help.
Video soon :)
Jay, just curious on how you finished the wood top? Very nice vanity.
Water based poly.
That is very nice – love the look of that woodgrain. Your video and narration are quite helpful and thank you for sharing. Your daughter is so cute and it is great that she is a real helper – I see her having her own website and YouTube channel some day and Dad will visit her and help her in the shop!
Great job Jay! Thanks for sharing. Choice of wood and grain really makes it pop!
Looks like your shop helper is a natural.
Take care, Dave
Beautiful vanity. Great instructional video with clear explanation. I appreciate when someone includes the mishaps as well, it reminds all of us to double check the depths on our pocket holes, or whatever the mishap was about. It’s good to know we aren’t the only ones who got sidetracked and messed something up…:) I love watching your little helper! She is getting so big, and definitely loves helping her dad! Adorable! Curios to know about the POW MIA banner you have there…I have seen it many times on your channel and wonder who you lost. As someone who served in the Military, it twist my inside to see it. (of course you don’t have to share if you don’t want to). Take care.
*curious to know – I better check my spelling prior to posting…:)
Jay I am more impressed with your skills as a father than your woodworking! I say that with tongue in cheek. You are a master at both woodworking and more importantly fatherhood. You efforts will will so visible when that precious daughter of yours grows up to a beautiful young person.
When I watch your videos I marvel at your skill set. Please keep making videos and stay the family man you are and the world will be a better place.
Sincerely
Tom
Well done sir! Interesting how you used both pocket screws as well as Dominos. The inclusion of the sap wood makes it clear this is a custom piece! Beautiful!