Do you know what time it is? No, it’s not Tool Time. It’s time to make a clock! Pun intended. We’ve lived in our current home for over two years now. On day one I said, “I’m going to make a giant clock to go high on that wall.” And like the saying goes, when a man says he’s going to do something there’s no need to remind him every six months. Well, I just had my 4th reminder so there’s no time like the present to get it done. Pun intended.
The goal was to make a 48” or so diameter clock that looked nicer than just a carved piece of plywood, MDF, or a simple 6-8 board panel. What I settled on was a cutting board look with a radial pattern. This should also give me the most stable panel long-term. Because I wanted to carve the details and fill them with black, maple was the material of choice.

The first step, crosscutting all of the 10′ boards to 24” pieces at my miter saw station.


Then every piece was jointed on one wide face and one narrow face. Typically, it is best to joint a wide face and then plane the opposite wide face before jointing the first narrow face. This allows you to choose what wide face goes against the fence to ensure jointing downhill. In this case, I knew the jointed narrow face was going to be either up or down in the first glue-up so a little tearout here or there was no concern.

After the jointing marathon, the planing marathon took place. Having a rolling cart to stack material sure is handy. Maximum thickness was the goal. Most of these ended up being around 7/8” thick with some just shy of 3/4”.

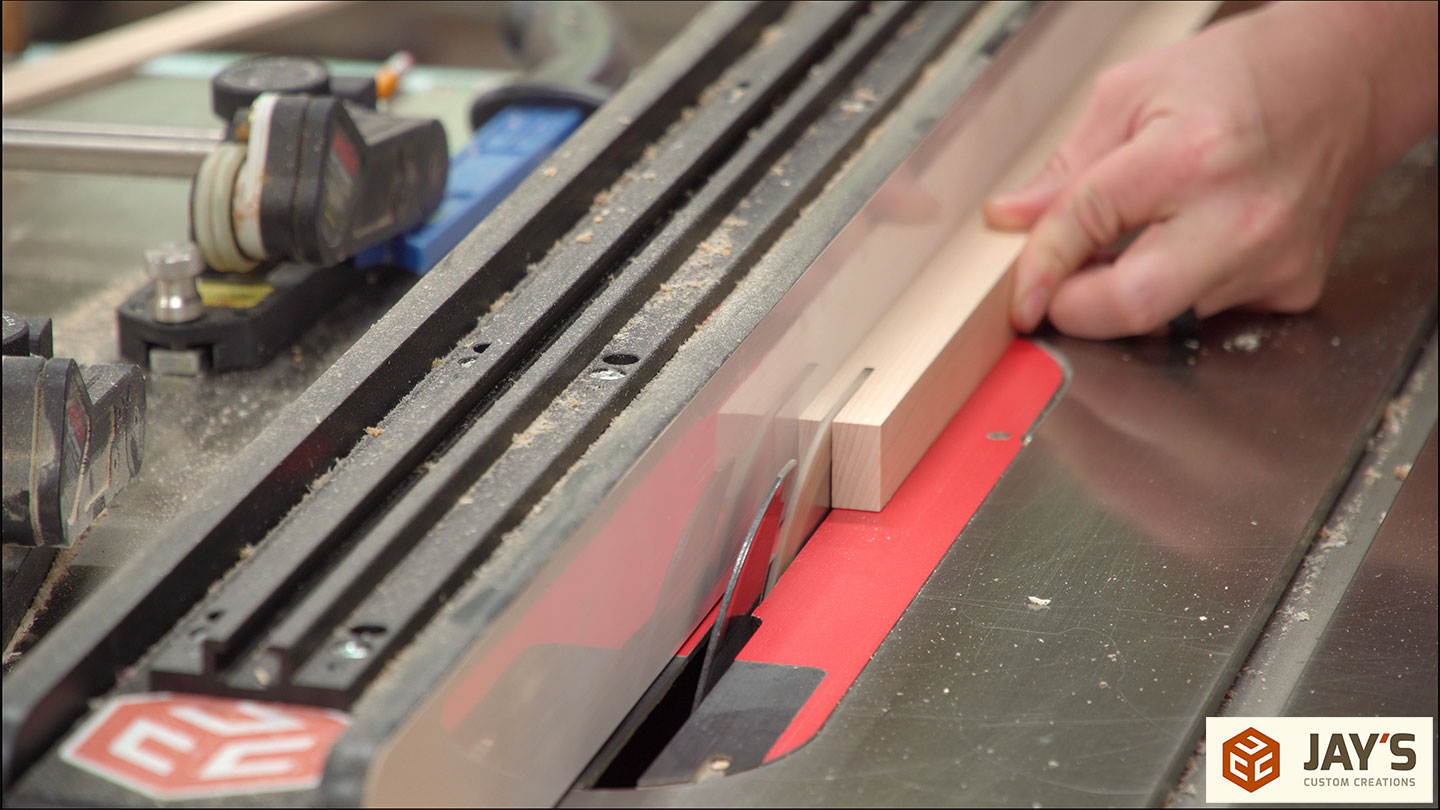
At the table saw as many 1” wide strips as possible are ripped.

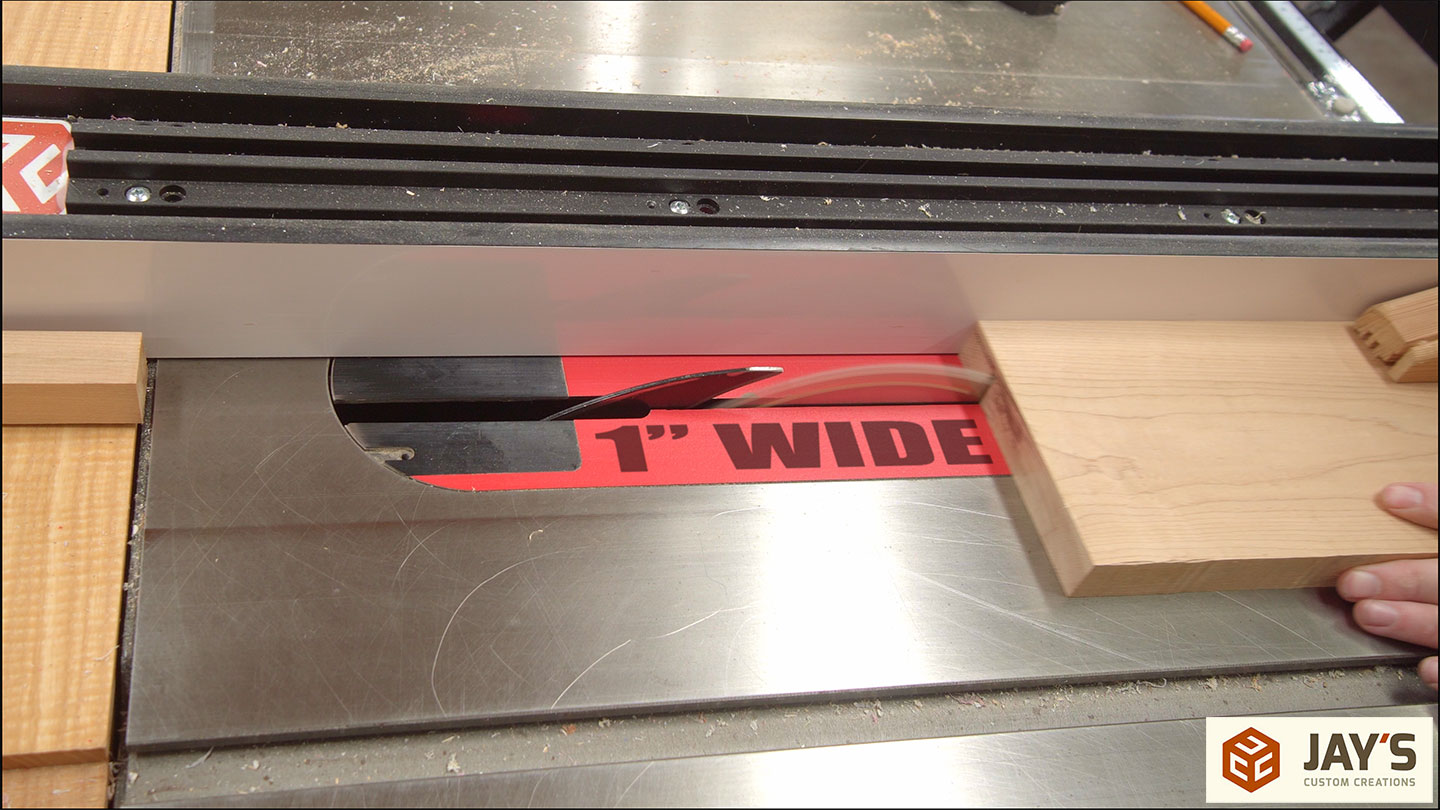
This again felt like a marathon. I wasn’t sure exactly how many I needed so I just went through the entire stack, ensuring I wouldn’t run out. I figured the extra piece could be used for cutting boards.

The most economical route to get twelve pie-shaped segments ended up being two long glue-ups. A wall clock like this doesn’t need to be super thick. Just thick enough to carve the numbers and such. Anything more is wasted material and unnecessary weight. These pieces were arranged with the 1” dimension used as the thickness.

A building is only as good as its foundation, right? I was trying to keep these panels as flat as possible to reduce unnecessary waste removal during the flattening process later on. My assembly table is a torsion box design so I know it’s plenty flat enough for a reference surface. On top of that, I used three riser blocks milled flat and square on all sides and evenly covered in clear packing tape for easy glue removal. Then two long aluminum clamps for the bottom of the panel. These clamps are a better option than pipe clamps (my favorite) for the bottom because they won’t roll around. Two pipe clamps with a strip of clear packing tape to prevent staining are added to the top. When tightening the bottom clamps the panel bows up in the middle. When tightening the pipe clamps the panel bows down in the middle. It’s easy to balance the pressure and visually look down the edge to ensure the panel is flat with a glue-up like this.

Both panels are dry and ready to cut on the CNC machine.

99% of my profile cutting is done with a 1/4” end mill. In this case, it was a spiral combination up/down cut bit. This is the 425-CM250-SF short compression bit from Bits & Bits. I’m part of their advertising team so they have provided the coupon code JAYBATES that you can use to save 10% on your purchase at bitsbits.com. They are great quality bits with competitive prices. Check them out if you’re interested.

I was able to get six pie pieces per panel. Each having a radius of 23-1/2” so I knew my final diameter wouldn’t be 48”. That’s OK though. A 48” or 45” wall clock will look the same to everyone who doesn’t have the name “Tape Measure.”


While the second panel was cutting I started cutting the tabs on the first batch.


A flush trim router bit in my homemade lever router lift/table is used to remove the tabs.


I took the time to lay out all of the pie pieces so that I could mix them up a bit to make sure there wasn’t a heavy concentration of the darker heart wood in any one spot.

Construction adhesive was used for this glue-up. I wasn’t sure how much I would have to fuss with the alignment and I didn’t want a thinner glue to drip down and get underneath the panel. A ratchet strap and a mallet were used to complete the glue-up.


After letting the pie cook overnight it was back to the CNC machine to fix any issues I found. Off-camera, I used a V bit to carve a circle and a 12-6 9-3 cross into the spoil board. This would allow me to align the glue seams of the clock onto the spoil board for very accurate placement. Then I could fix any defects I found. First, a low chunk was spotted. I knew if I left it like this it would be an eyesore when the black ink is sprayed later.

The solution was to carve it away. And because I had the placement nailed on the machine I could very accurately carve out a smaller pie shape to remove the defect.

Two smaller pieces were glued in place. I wasn’t worried at all about these pieces aligning perfectly at the main pie piece glue seam because I had another idea for that anyway. I was only worried about these pieces being perfect on the left and on the bottom in this orientation.

In this image, you can kinda see the patch still proud of the surface at the 9 o’clock position. I’ll leave it proud until I’m ready to flatten the entire surface. But first, the seams needed attention. I wasn’t happy at all with the seams left by the construction adhesive. They were just too bold and stuck out a little much for my liking. The solution was to add an inlay directly over the seams and to do so a 1/4” deep groove was cut over every major seam.

Inlay material was ripped at the table saw with the extra strips that were cut previously. I did make sure that all of these pieces were the lighter sap wood and not the darker heart wood.
To prevent the inlay from expanding too much I used hide glue instead of PVA glue.

While hide glue does have a lubricating effect these were still a little too tight for my liking. I had to really whack these into place. Luckily I didn’t see any splitting.

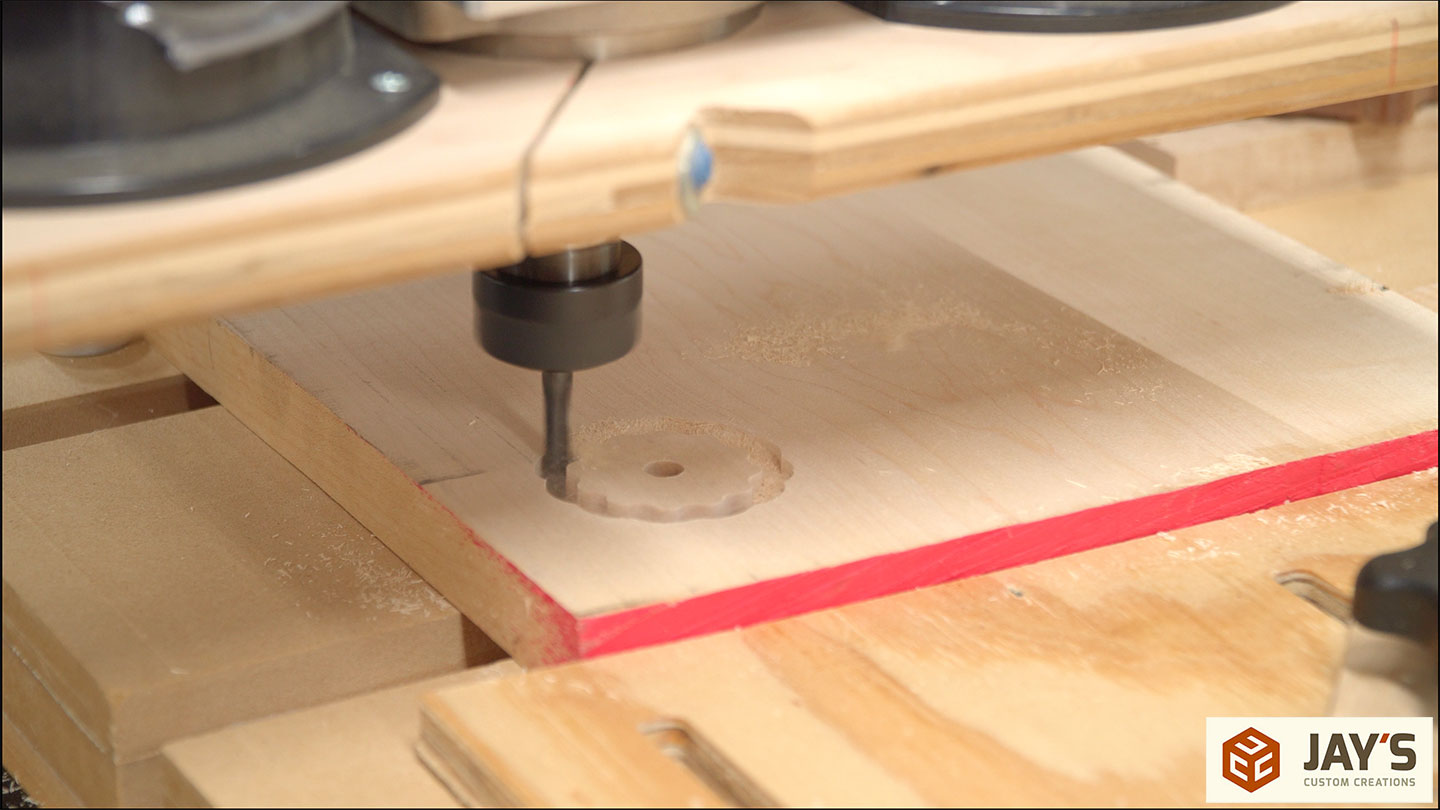
I knew I was going to have to address the center at some point but I never planned for it during the design stage. I figured I would come up with something when needed. The solution was to carve out a rounded gear shape. One cog on the gear for each spoke on this clock.


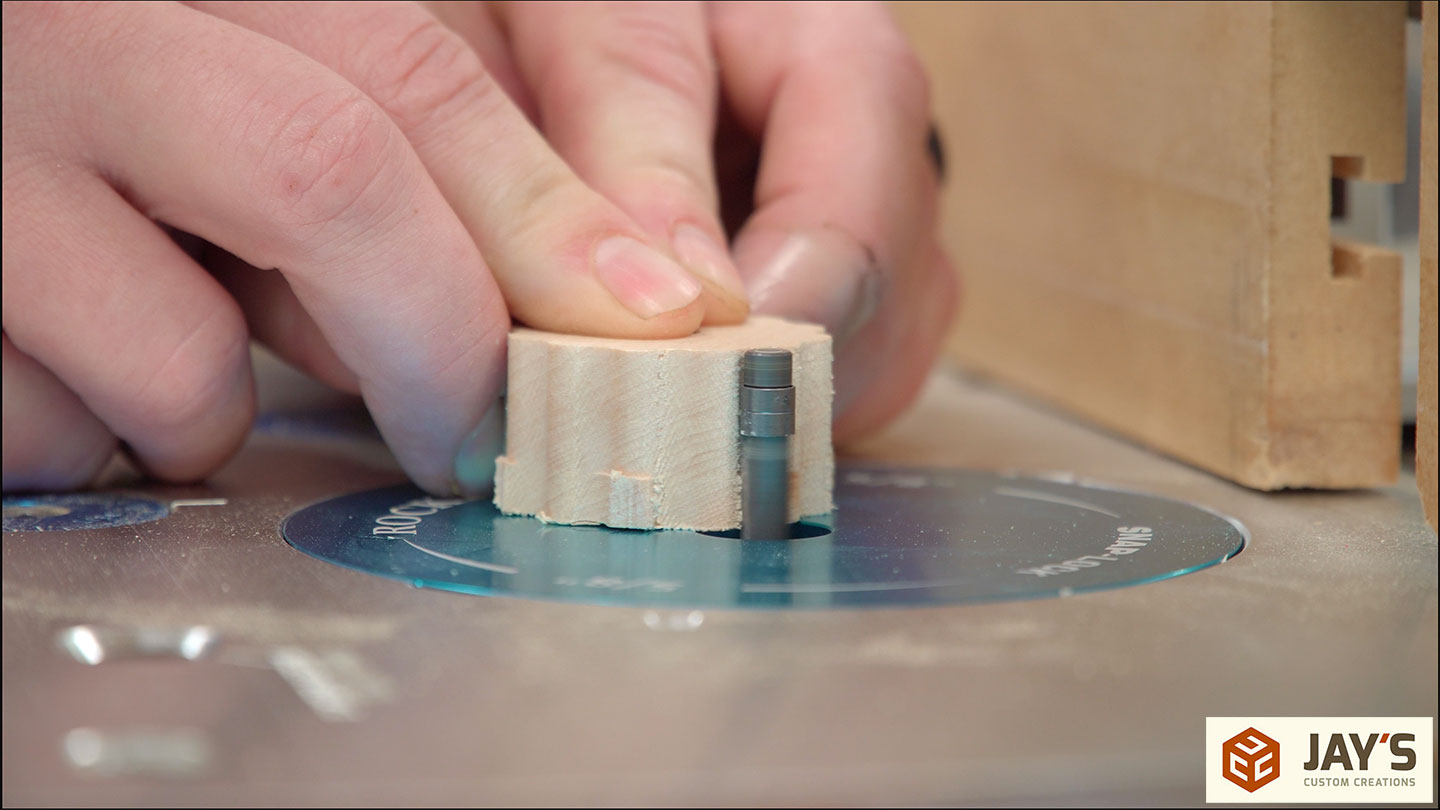
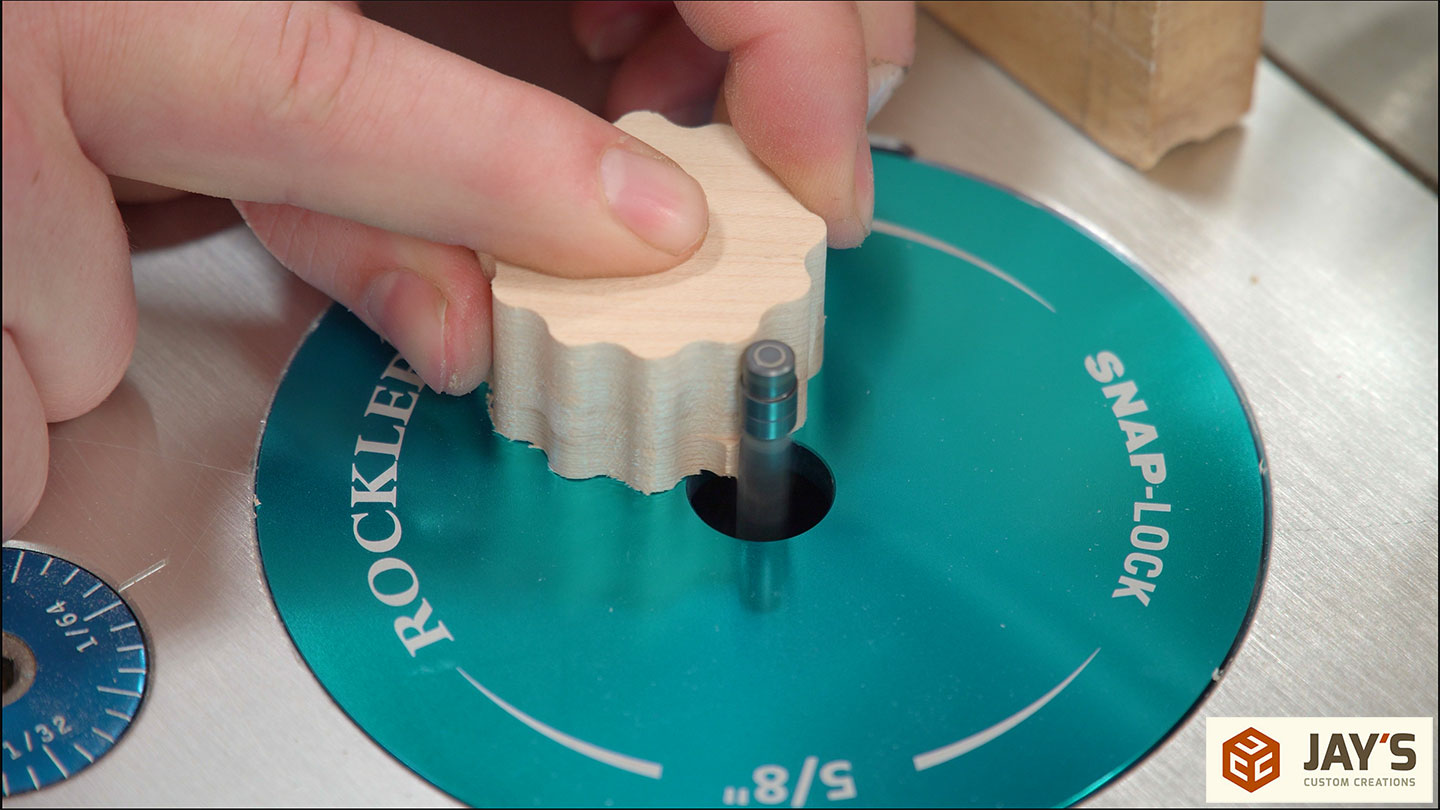
Then the matching male piece can be cut. Having the CNC table set up with a bunch of bench dog locations is an incredible convenience for locating pieces to cut. I was able to make these cuts without removing or disturbing the placement of the clock, which was nice.

I had to use tabs to prevent the gear from flying off during machining. Those tabs were cut at the bandsaw.
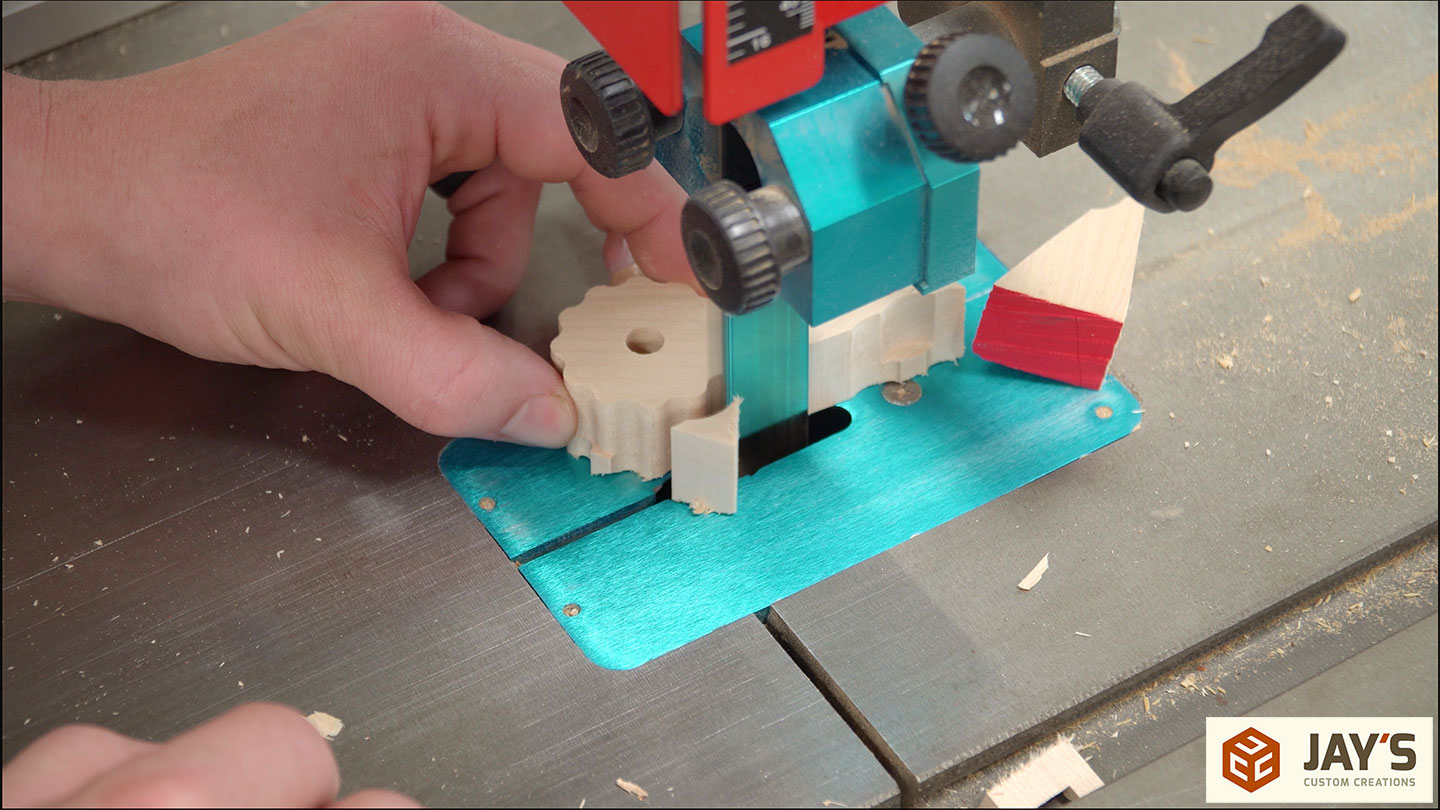
And then trimmed flush with a 1/4” diameter flush-trim bit. This bit is incredibly handy for small trim jobs like this.
Hide glue once gain for gluing in the plug.


At this point, the clock face can be flattened. What I didn’t include in the video is the fact that this side ended up being the back. I made a mistake that I’ll share in a follow-up video. So all of the work with the inlays and the center gear plug had to be repeated. I didn’t record it as it’s the same process and doesn’t make a difference to the flow of the video.


This next image picks up after the mistake was made and the backside (now front side) was inlaid and flattened. Some pencil marks are always helpful for gauging the sanding process.


Finally, all of the carvings can be done with a V bit. This is my go-to 90 degree V bit. I’ve got a LOT of miles on this one and it still cuts clean.

A V bit works by cutting as deep as necessary to reach both sides of the vector being cut. This constant elevation adjustment allows for crisp corners and much greater detail than using a standard end mill where you are limited to the diameter of the bit. With an end mill, you will never be able to get a crisp inside corner. With hundreds, possibly a thousand, V carvings under my belt I still really enjoy seeing a V bit in action. It’s just so crisp and so precise. I love it.

After all of the detailed carving, the final profile can be established. The same 1/4” compression bit was used here. Also, I didn’t show it on camera but I went around the entire panel with a hot glue gun to glue the perimeter of the pie panel to the bed of the machine. This was to ensure no slipping or shifting of the panel as it was cut out. A shift here would be disastrous. One other precaution I took was to specify in the CAM software to make the last pass remove .05”. This is what is called “onion skinning.” Basically, this removes the bulk of the waste while there is a firm connection between the offcut and the good piece and then leaves a super tiny amount to be removed last. While the bit is removing the “onion skin” there isn’t much lateral pressure involved in the cut and therefore the cut can often be completed without the use of tabs if the good piece is large enough to sit still under its own weight. In this case, the clock was large enough to use this technique and I didn’t have to worry about tabs.


Something I didn’t show on camera was the use of a lag screw through the center hole to help clamp the clock to the table.

At this point, any cuts made to the clock are pretty stressful. Any wrong cuts would be disastrous and time-consuming. But we’re not out of the woods yet. One more cut is necessary on the backside.

The clock movement I picked up had a short shaft length. In this case, I needed to cut a pocket on the backside of the hole to leave a thickness of around .300”.




Phew…all the stressful stuff was done. Just some small details from here on out. A roundover was added to the back edge only. This will soften the visual transition to the wall behind it. I didn’t add the roundover to the front edge though as I was wanting a crisp visual profile when looking at the clock.


This is my go-to finishing process for highlighting V carved items. First, a coat of shellac is sprayed to seal the wood and prevent the wood fibers from sucking up the black ink. The backside then the front side are sprayed.


Then the ink is applied to the cut areas. Regular spray paint of any color can be used but I have had the best results with Marsh spray stencil ink. It covers much better than spray paint and dries to a beautiful flat black.


In this case, I’m applying the ink to just the carved locations. When cleaned up it will result in perfect black highlighted carvings. However, more often than coloring the carvings, I usually spray the entire top surface of the panel black before V carving which results in the carving being natural wood and the flat face of the panel being flat black with the wood grain showing through. Both methods look great but coloring the carving does require a bit more time and effort.

Once the ink dries I use a carbide scraper to do the majority of the cleanup. You can go straight to sandpaper here but if your shellac coats were too thick or you haven’t given the shellac a full day or so to cure you will go through a ton of sandpaper as it gums up easily.


With the bulk of the overspray scraped away the final cleanup is done with a sander.

French cleats are awesome. It was a no-brainer to use one here for hanging.

The glue seams and a square made quick work of making sure the cleat was level on the back of the clock. I didn’t worry about making sure the screws were in slots instead of holes for wood movement concerns. The majority of the glued-up pieces are arranged in a flat saw orientation to the panel’s thickness and the screws weren’t placed too far apart. I don’t think the wood movement will be an issue here.

A small block with the same thickness as the cleat is added below the center. This spacer block will keep the panel parallel with the wall once mounted.

The last step before hanging is a single sprayed coat of shellac.

The clock ended up being light enough that I could grip it with one hand on top while climbing the ladder but heavy enough and large enough that it was a little awkward until I got under it. Oh, a matching cleat was secured to the wall first.


And here’s me trying to look behind it for no other reason than to stage a shot for the video thumbnail. That’s it for this one. I hope you enjoyed the video and article. I’ll talk to you in the next one. Take care.




{kind=link}
Great build. For me, the annual battery replacement would be a bear. Enjoy.
That’s definitely something to consider. I thought about making an auxiliary, tethered battery location that would make changing the battery easier but thought that if the battery needs to be changed then the entire clock needs to come down anyway to adjust the time. I’ll live with the 5-10 minute process of setting up a ladder when needed.
And, changing the battery is a good excuse to be reminded to dust and clean the clock by the good House Fairy!!!
Indeed it is :)
I have several clocks, not quite so big, but they have to come down to be turned back at the end of daylight savings time. Since they have to come down anyway, that’s the day I put fresh batteries in all the clocks and any other gizmos that need batteries…smoke detectors, neuralyzers, flux capacitors, et c.
That’s a great strategy.
That looks great Jay, I have an identical high wall and have also promised a large clock since moving in 3.5 years ago. Fortunately I have only had a couple of reminders so far so I think I’m safe for a while, but this could be the right sort of look. I don’t have a CNC but I think most of the build could be achieved with other tools and a few jigs. The one challenge would be the numbers, have you had any experience with router templates, would they be a good option here?
Good luck!!
Apparently I need to eat a KitKat while reading this article. Anyway, awesome job! Looks great. I love the wall color as well.
Thank you very much, as always.
Well thought out as always, and looks great. Your AVID CNC series has really helped me get the right mind set while waiting for our new machine to arrive.
Can I ask? Would it be possible to surface the clock on the CNC leaving say, 2mm, carve the letters and spray, then do a final light surfacing to remove the overspray?
Yes that is definitely a posibility. In VCarve Pro you can specify a start depth as well. So if your current thickness is 1″ and you know you want to have a .9″ final thickness you can specify the V carve toolpath to start at .1″ depth. Then after the cut is done you can spray the black and then flatten to a final thickness of .8″. There are a few other variables to consider like wood movement on a large panel like this causing bowing in the middle when surfacing or potentially accidentally removing too much material in the surfacing step.
I have a lot to learn, so thank you for taking the time.
We all have a lot to learn. Never stop learning! Thanks for stopping by.
I’d be a little worried about cracking. The circumference is going to expand and contract, but the diameter is not. Time will tell, I guess.
All the pieces are small and in a radial configuration. I don’t think expansion and contraction will be an issue with this one. Time will tell :)
Good project and great documentation, as usual Jay. I’m a big fan of Shellac also and would like to know about your process for the sprayer. Do you keep Shellac in the sprayer all the time or do you stop and clean it up after each use?
Yes. I keep SealCoat shellac in the gun at all times. I haven’t cleaned it out in probably a year or more. Denatured Alcohol dissolves shellac so it will essentially never harden in the tip of the gun. Spray some more and it self cleans. I’m sure if I tear it apart it won’t look pretty inside but I’ve not had a problem leaving it loaded and dedicating it to a shellac gun.
Thanks so much or that reply. It is exactly what I wanted to hear. I’ve been hand wiping shellac for the last few years because I just hate having to clean up brushes and paint guns. This will make my life much easier.
Another stellar project by a fine craftsman.
Thank you very much, Bruce. I appreciate it.
Beautiful! Love the stencil paint trick. Thanks for the inspiration.
Just another awesome project. I really loved it. The video production was outstanding also!
I love this clock. You did a fantastic job on it, especially with the explanations. It would be nice to see a picture of your wife when you finally get around to doing the things you promised her ;)
Great looking clock Jay! Happy 10th Anniversary!
When a man says he’s going to do something… Crack me up!
That clock is gorgeous!
Great job and a very nice looking clock. But why didn’t you carve the 4 thru 9 right side up instead of upside down?
I don’t know why, but it seems to be the way that it’s done when using Roman numerals. Arabic numerals are shown upright all the way round, but Roman ones radiate from the centre.
I have clocks with both styles in the house and they look OK and are easy to read.
Personal preference. I like the look of true radial text.
That is one awesome clock! Great job! Thanks so much for sharing it…
Thank you very much for watching. I appreciate it.
Only in my dreams! That was over the top. Thank you!!!!
You’re welcome. Thank you very much for watching.
Did you use a special motor to handle hands that size? And what are the hands made out of? Shop at work needs a big clock.
Thanks,
Greg
I bought a high torque kit off amazon – https://amzn.to/3glMuEV
Ahhh, very nice. Thanks.
Great demo of woodcraft and videocraft. Agree with comments already made. Liked the ticking clock soundtrack.
Glad you enjoyed it. Tick tock :)
And I thought you were making a table from your IG posts. Looks great, love the CNCdetails!
It’s not time for another table just yet. Pun intended haha ;)
Wow that’s a big clock but man that looks good on the wall. I can see how the cnc machine comes in handy but I like old school. I’ll have to say you got a pretty good skills. Thank you for your videos.
Thank you very much for the feedback. Much appreciated.
– Beautiful piece of woodworking but, of course, it’s just keeping in your realm of great products & creativity. Thanx 4 sharing.
Great Job Jay. Lots of great tips/tricks on the CNC. Hope to have one in the near future. You have come a long way from the apartment. Keep it up
This is a work of art to be sure, Jay, but you know that few of us have the CNC like you do.
How about some hints as to how we could make a three or four foot diameter clock similar to this?
BTW: I enjoyed the video even though the CNC stuff was over my head and I’m crazy about the appearance of the clock. Thanks for the video.
Another great build. seeing what you did on the CNC makes me want to try it. Although mine will have to be smaller as my CNC has a 35″x35″ capacity.
I have made several large clocks from wine barrel heads and these clock mechanisms are a bit of a pain due to the batteries always failing. I ended up switching to a wired clock mech and love it. It’s more involved to run power to the clock but not a huge project.
This is so awesome. I have wanted to make a large clock for a big wall in my house since I moved in too and this is just the inspiration I needed! Thanks Jay!