Here we go with another fun CNC experiment. Can my 10′ long CNC flatten a 12′ long epoxy table? I do think it can, so let’s begin.
My go-to bit for large surface flattening is this 2-1/2” Astra coated replaceable insert bit from Bits&Bits (non affiliate link, use code JAYBATES for 10% off). Each carbide insert has 4 cutting edges, so I’ll start by rotating the insert for a fresh cutting edge.

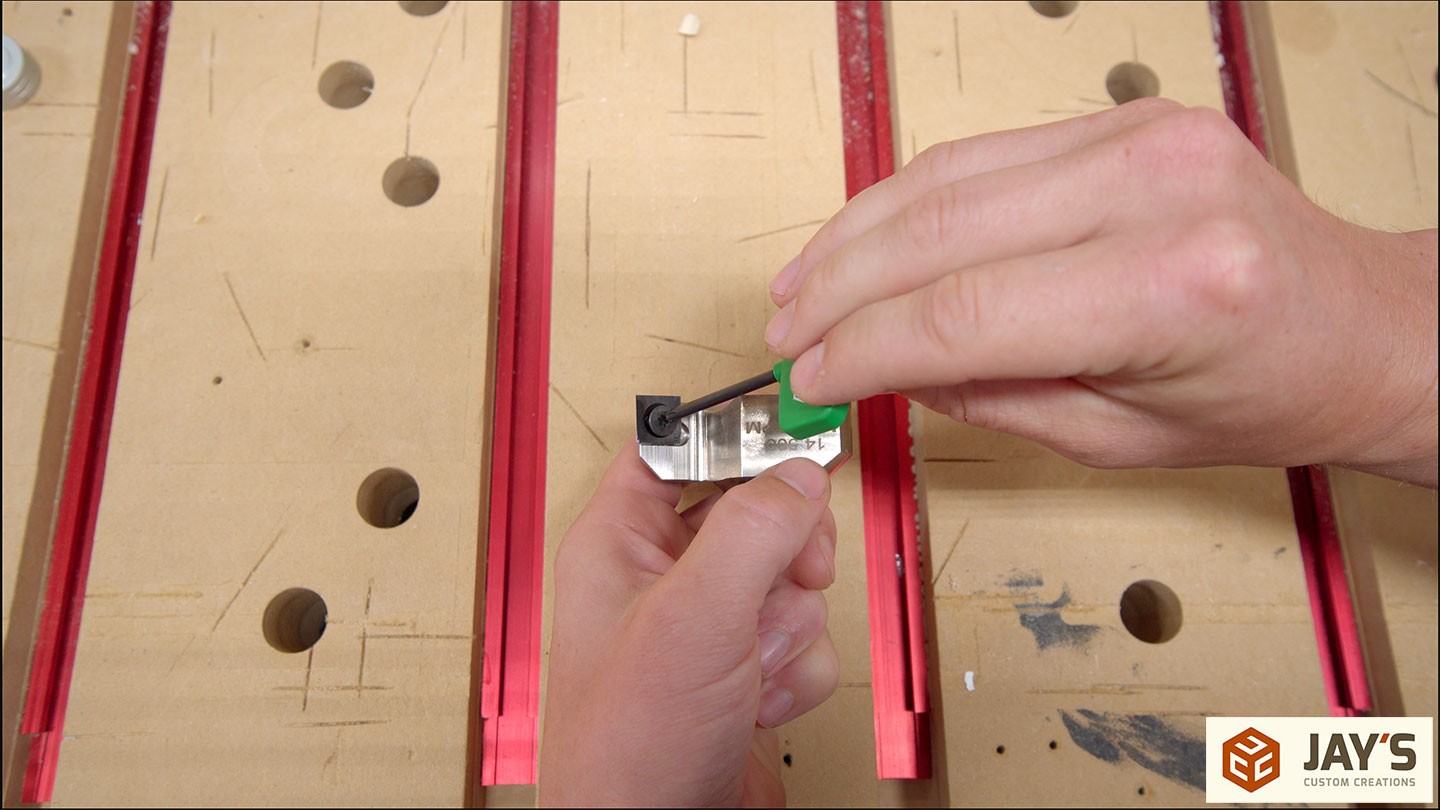

Here’s a quick tip for CNC work. Make a tray of some kind for swapping bits. My CNC has an open front rail so I made the tray so that it straddles the rail. This gives me a safe surface for bits to drop onto if they fall from the collet when loosening the collet nut. It’s also where I keep the wrenches for bit changes.

Here’s another quick tip. Keep compressed air nearby and blow out the collet with every bit change. This keeps the collet functioning as it should by eliminating dust packing between the grooves.
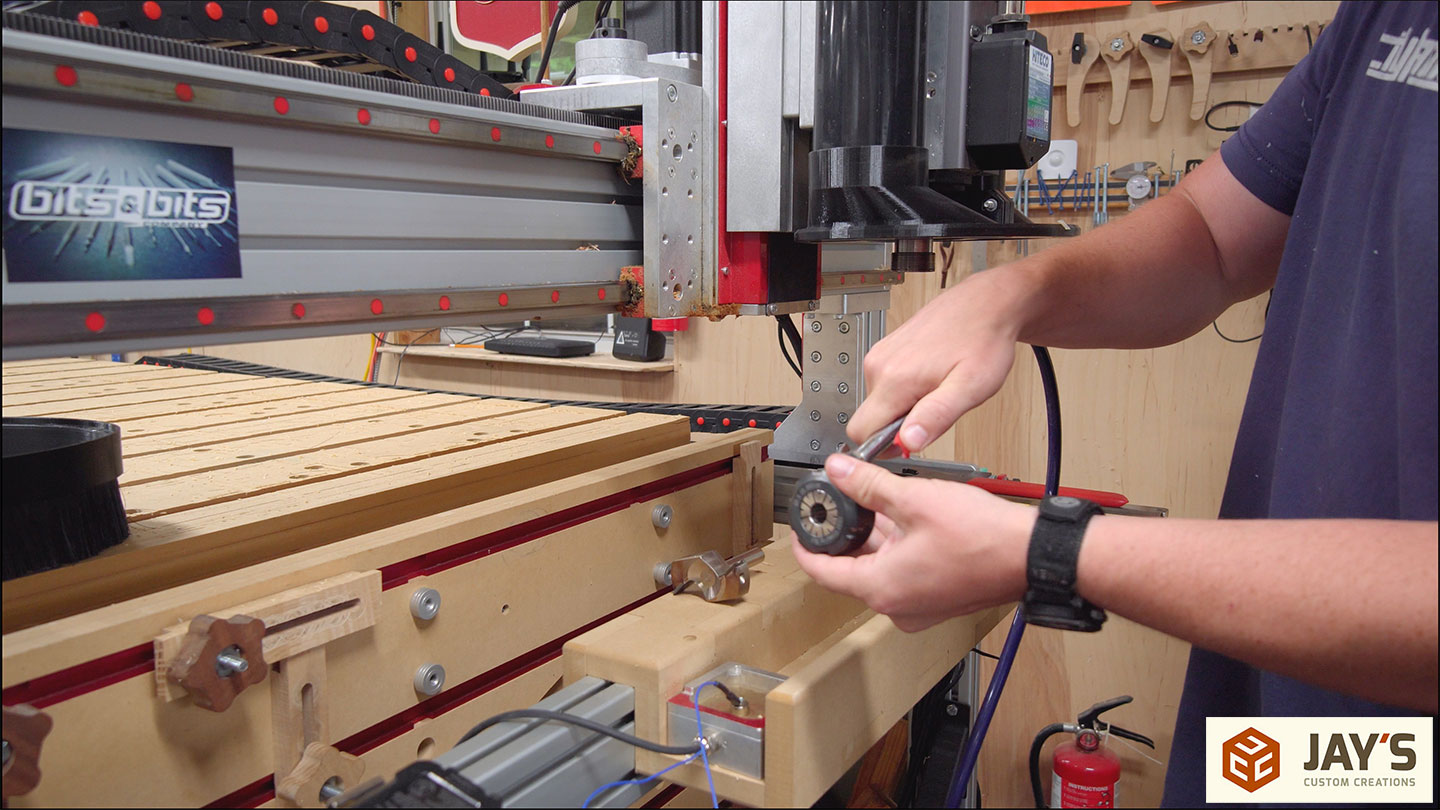
This will be the first task of the day, so a quick spindle warmup procedure is necessary.

For added support, I’m cutting this edge jointed board in two so that I can carefully clamp it to the front and back rails where I do not have any horizontal table support. A long level on top of the spoilboard lets me know I’m clamping it at the correct height.



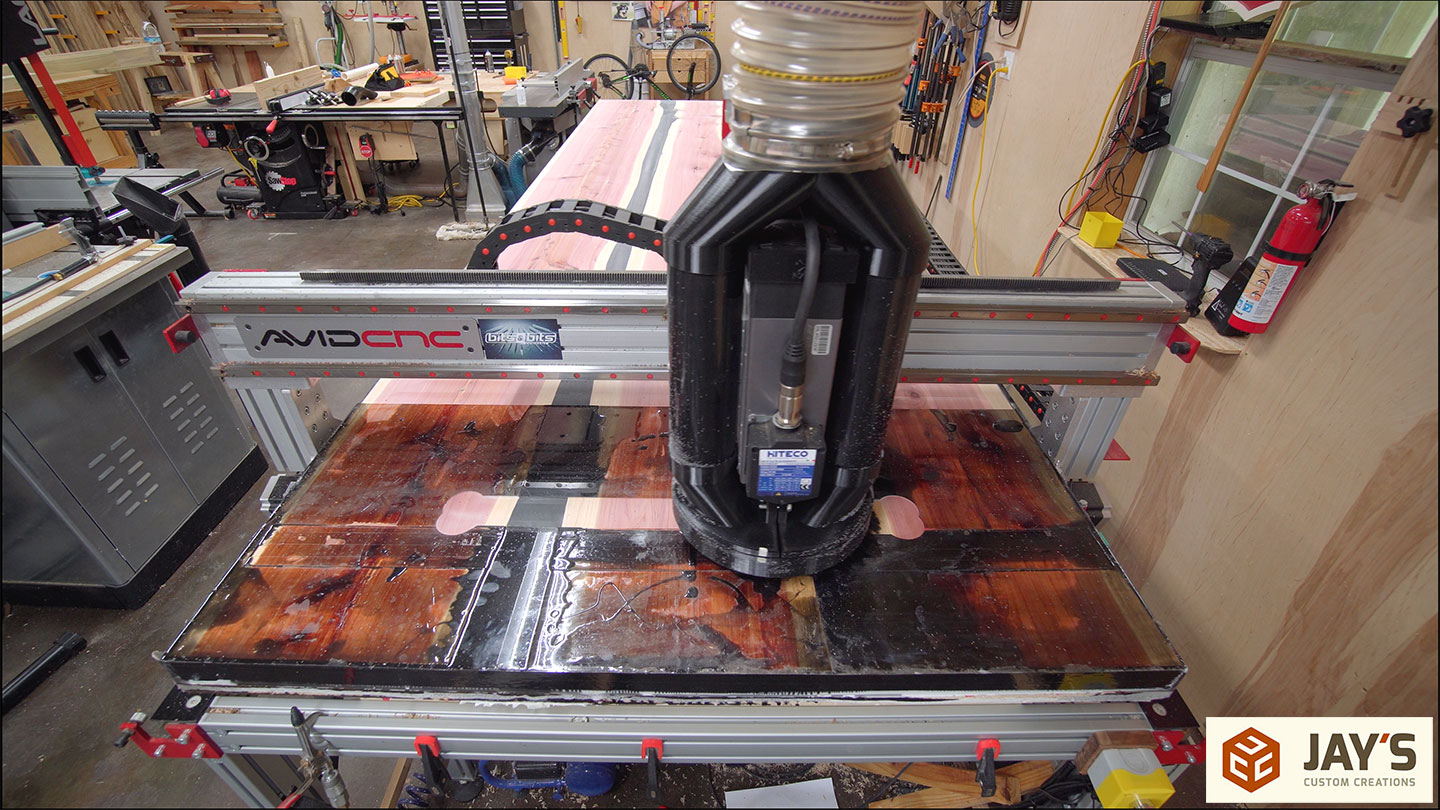
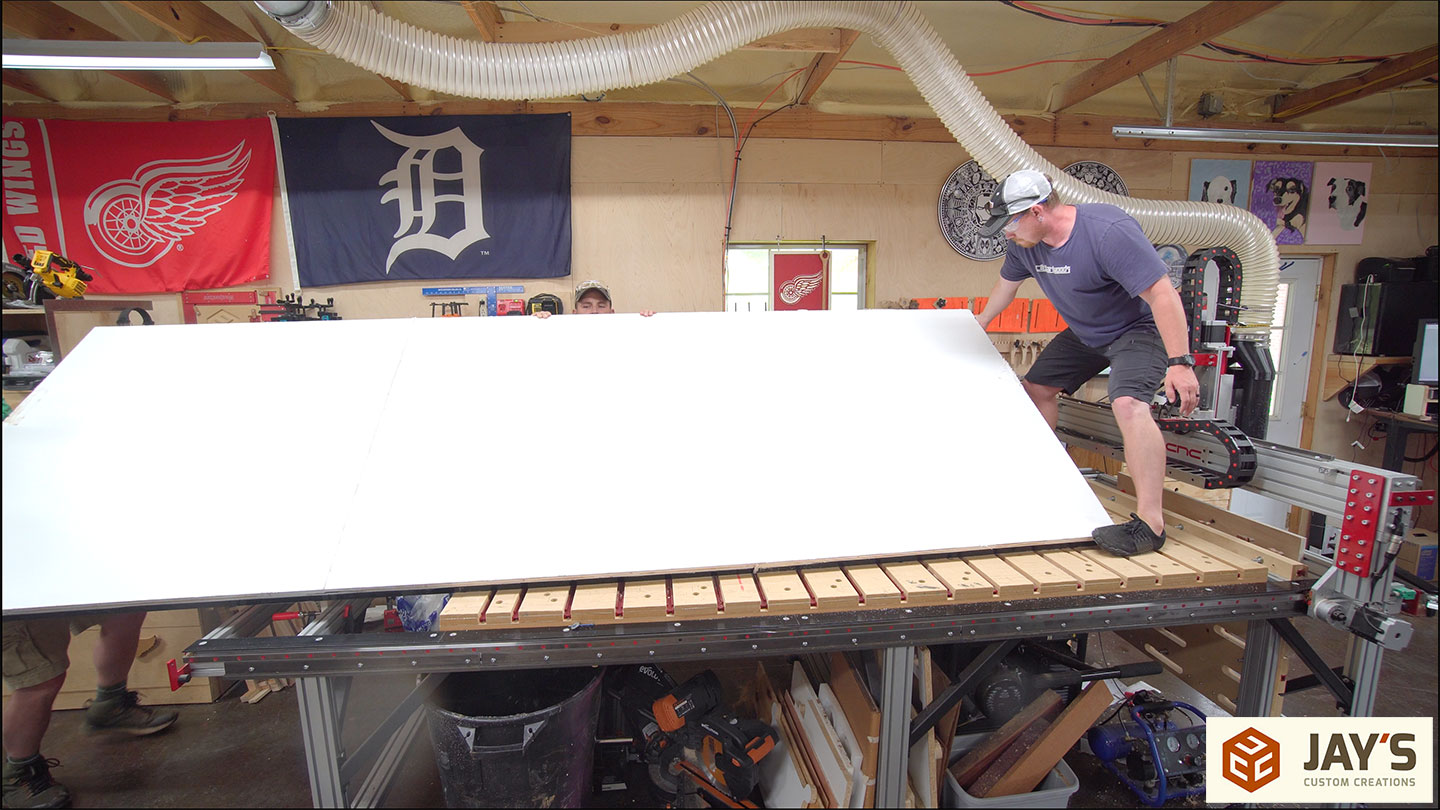
Finally, the table arrives, and the shenanigans can begin. A rolling cart like this is super handy for moving tables around.


There ya go, a 12′ table top on a 10′ CNC.

We’re primarily relying on gravity to prevent this from moving, but I did take the time to add a couple of stop blocks to the sides of the spoilboard.

Here you can see the back edge of the table top approximately in line with the highest Y value of the machine travel.

And here, you can see the front edge of the table about two feet forward from the Y-0 location. We added extra support in front with the cart and a few blocks.

The first file to run is a 49” x 124” rectangular pocketing toolpath. On large slabs like this, it’s typically best to use a raster toolpath, so the bit is parallel with the grain direction. However, when epoxy is used, I like to use an offset cutting direction. This spirals out from the center, which can create some sanding issues when the bit runs perpendicular to the grain. But it also ensures the bit will be cutting in the conventional direction at all times instead of alternating between climb and conventional with each pass. If someone knows of a way to force a rapid movement between conventional passes with the raster setting, please let me know.

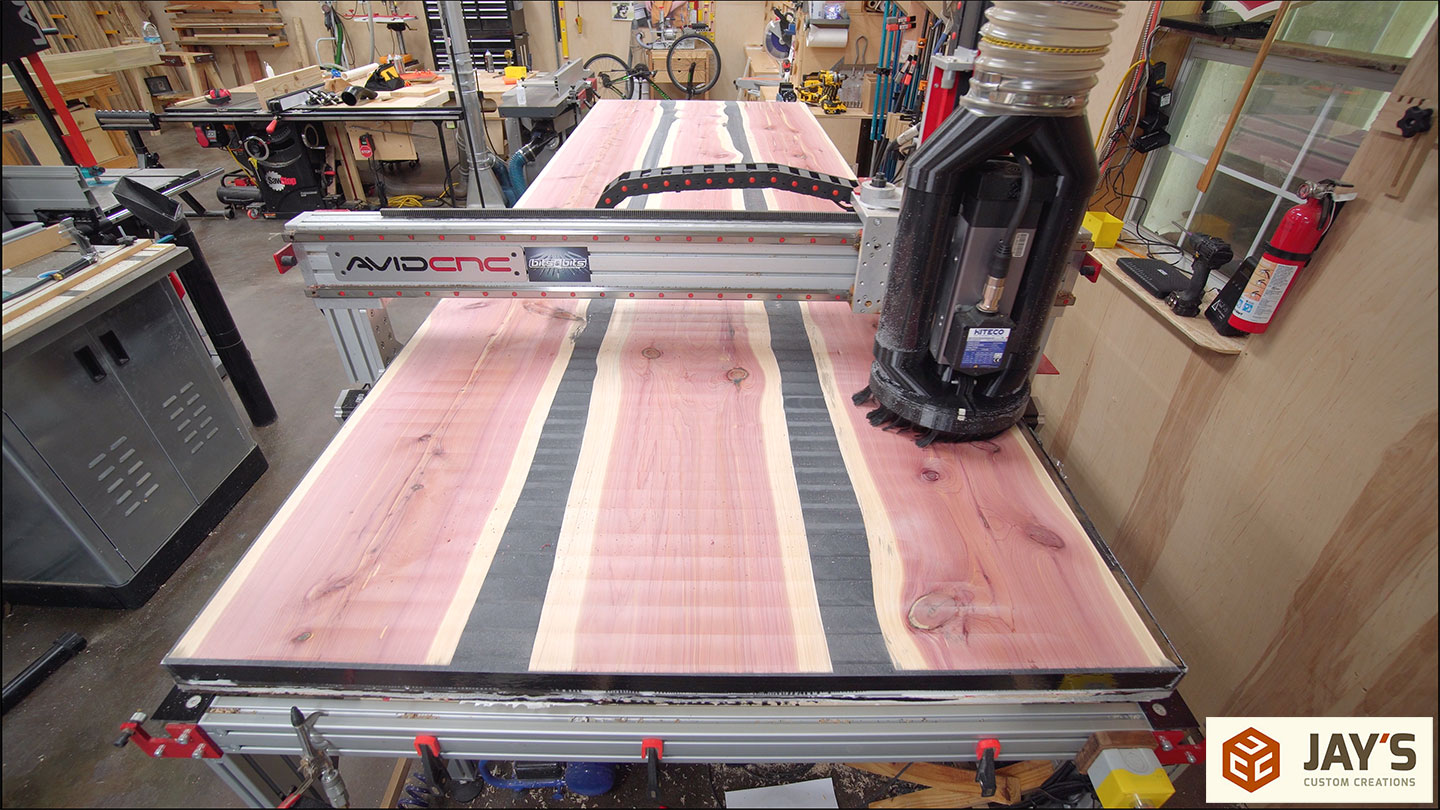
The slab was pretty flat after the epoxy pour, so only one pass was needed for the first file. That rarely happens so that was nice.

Now the table can be pushed back so the front can be cut. The reason why we’re able to flatten this table that is larger than the machine capacity is that it’s secured to melamine with a consistent thickness. So long as the melamine is referencing off the spoilboard, the resulting top face of the table should be flat. With the Z-0 and the cut depth unchanged, the front section is flattened to match the rest of it. Also, I never got a good shot of the entire top surface, so this is the best view to see how the table will look. Cedar with black epoxy flowing between the sapwood. This should look pretty darn nice when completed.


Now the fun part. We got the top surface nice and flat, so we need to flip it over and repeat the process. I stood on the machine to support it while vertical so they could focus on the heavy lifting part.



With the top flipped, the melamine backing can be removed. Now the freshly flattened face is referencing off the spoilboard and we can plane to the final thickness. In this case, the final thickness is as thick as we can keep it.


After resetting the Z-0 height, the same process is repeated on the back side, starting with the full-size toolpath. On this bottom side, we had to cut a little deeper to get the bottom side completely flat.



And, of course, pushing it forward allows us to finish the rest of the area.

With that, the job is done. So, yes, you most certainly can flatten a 12′ table top on a 10′ CNC machine SO LONG AS you have a flat reference face to start with. In this case, the melamine. If the glue-up were brought to me without the melamine underneath it, there would be no way to ensure consistent thickness when repositioning the material on the spoilboard.


If you’re in the North Mississippi area and are interested in commissioning a piece, be sure to hit up my friends at Back 40 Customs. Tell them I sent you, not because I make anything on their sales, I do not, but because as a small business, I know it is valuable to know where your customers are coming from.
![]()



{kind=link}
Great video, Jay. I’m on a Onefinity with a 48″ x 32″ cutting area. I’d love to work on something the size of your Avid down the road. You brought up a question about how to move the head back to the front of the machine after each pass. I did something a year or so ago along those lines. I just did a quickie video to demonstrate it. Take a look and see if it’s what you’re after at https://youtu.be/r5HchD25Oew