I have a SketchUp model for this build with all of the measurements, but it’s always best to measure physical space when possible. This island has been done for a few months, and we’ve kept the top covered with a sheet of foam. All the measurements checked out, but when measuring the diagonals, I realized the cabinet was 1/4” out of square. Each side will be 1/8” out of square. I’m OK with that.

With the measurements confirmed, I wanted to cut a full-size template first. This is 1/8” tempered hardboard. Cutting this allows me to verify the final size of the top physically in place on a $13 per sheet panel before cutting into the good stuff.


I want to use the full length of the sheet, so I’m only cutting to final width on the sink side and cutting the faucet and soap dispenser holes.

On a project of this size, a $13 template that I can repurpose for other stuff down the road is a small price to pay to verify the accuracy of the final material. Everything checks out, so it’s time to cut the Paperstone.

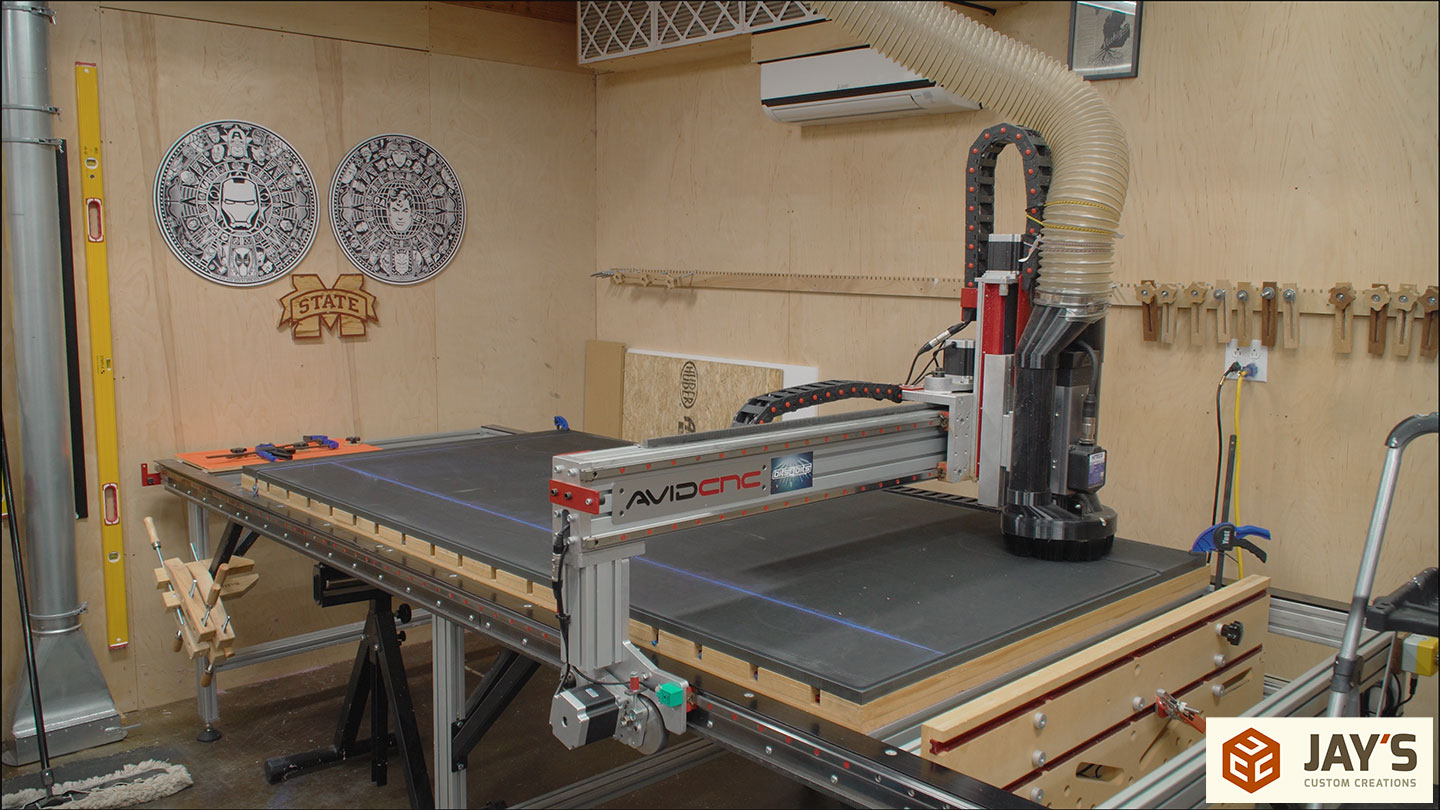
I have two 4′ x 8′ x 1” thick panels on this cart, which is waaaay too heavy for the casters. I split two casters rolling back to the CNC machine.

It’s not light by any means. The delivery was just under 1,000 lbs including the shipping pallet. I’m not 100% positive but I think each of these panels is around 350 lbs.

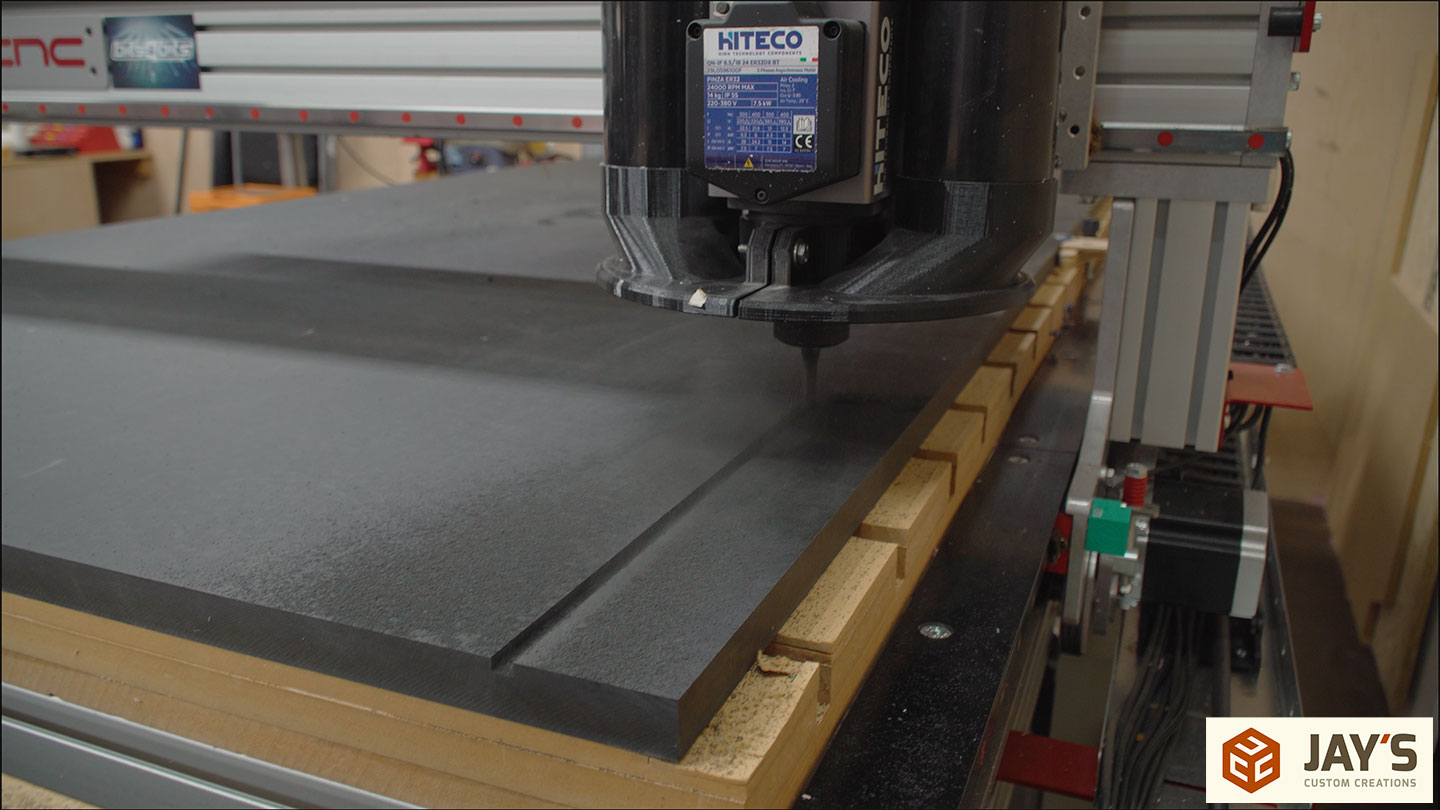
Paperstone is USA made manufactured in Washington State. It’s made from post-consumer recycled paper and old cardboard container paper. Layers of this paper are pressed into a stone-like panel using resin made from industrial by-products that would otherwise go into the waste stream and have been specially designed to produce a hardwood-like, highly workable, non-brittle composite panel.


I was unsure how it would cut at first so I made the first pass with the dust boot off to visually inspect the cut. As the marketing info says, it cuts wonderfully with no visible chip out. So, I paused the cut, installed the dust boot, and let the machine work.



Like with the template, I’m only cutting to final width, establishing the sink hole area, and cutting the holes for the faucet and soap dispenser. I’ve got a fun idea for this sink cutout material that I’ll cover in another video.

Off the machine and back onto the cart to free up the CNC for another template.

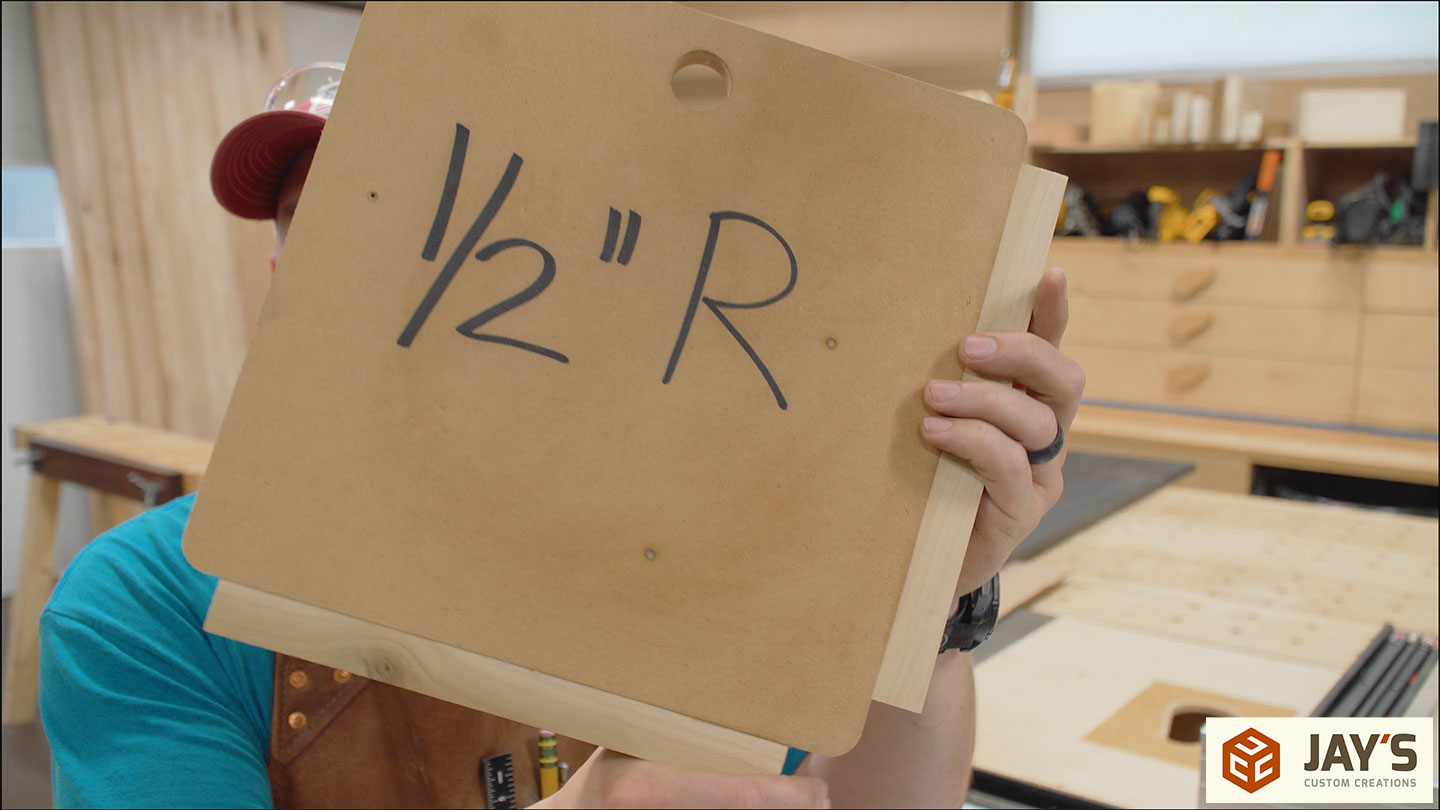
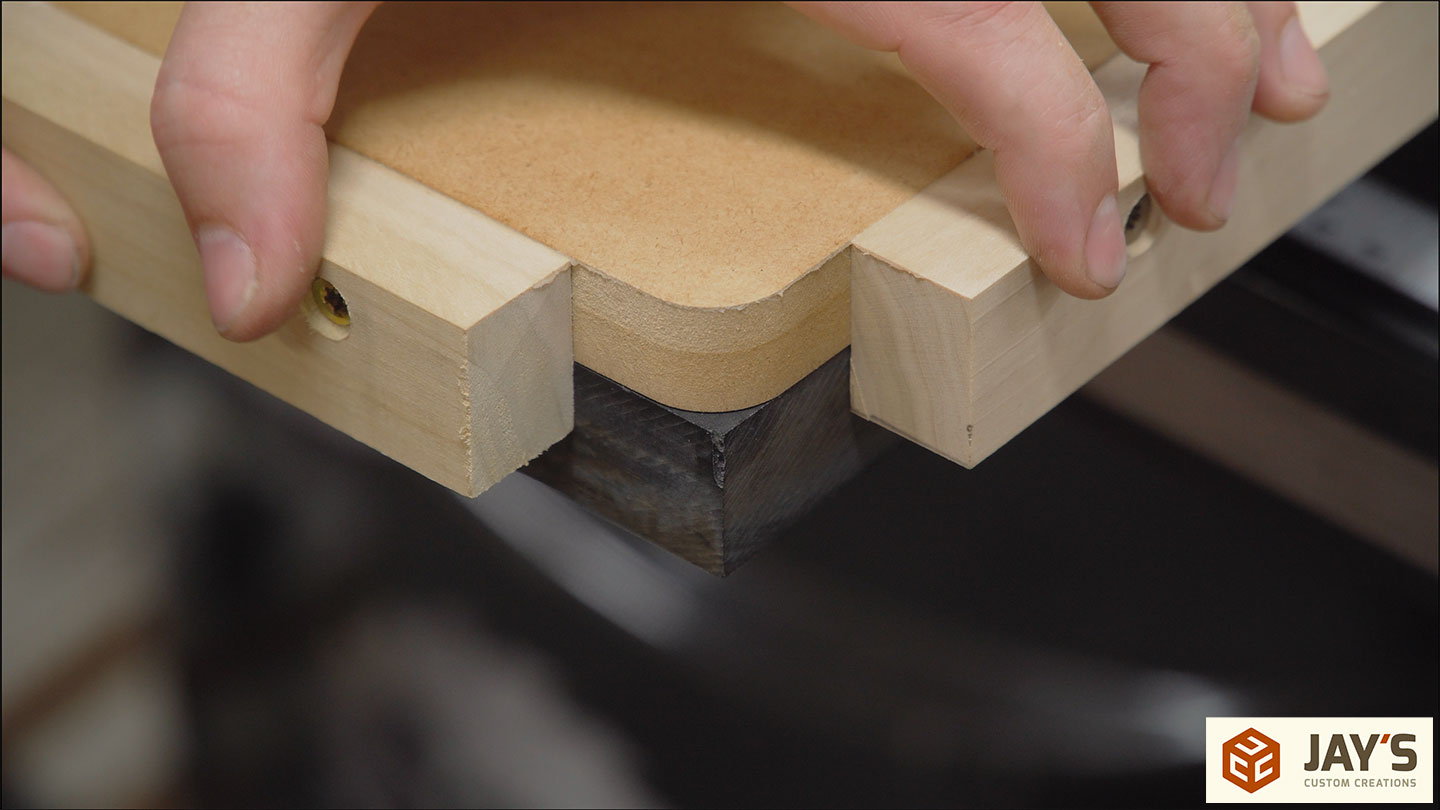
Because I only cut the Paperstone to final width, I need a radius template for the perimeter corners. This is just a chunk of MDF with a 1/2” radius cut on the corners and a pair of fences screwed to the side.

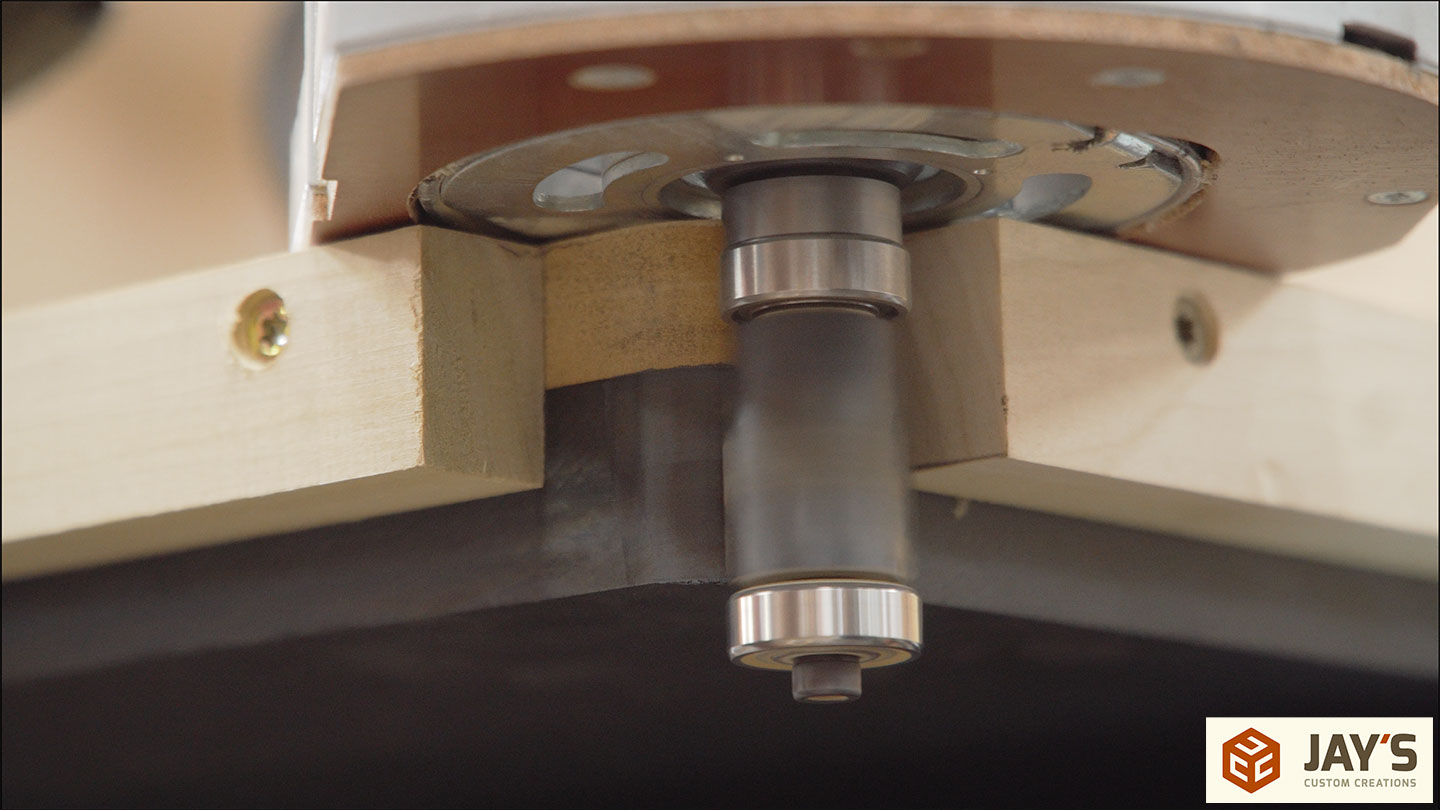
This template straddles the corner, and a flush trim bit with a top bearing transfers the MDF radius to the Paperstone.
One down, three to go. Working with me, myself, and I is always a coin flip between good company and smelly sarcasm.

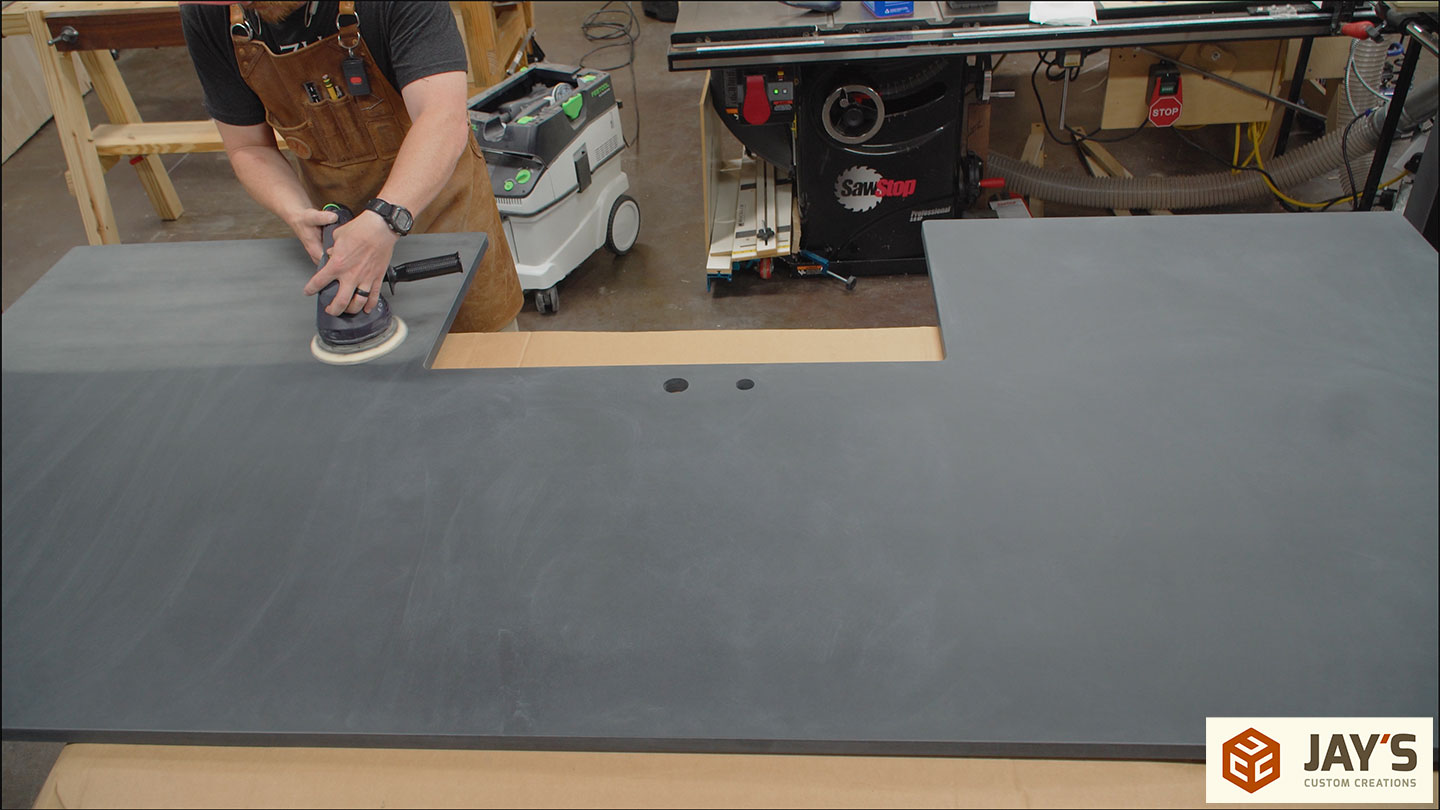
Now the sanding can start, starting with the corners and narrow faces. Hand sanding the routed corners wasn’t bad, but the factory cuts were just taking too long to do by hand.


So I broke out a powered sander. I was trying to avoid this because I have a bad habit of not holding the sander parallel to the face and oftentimes causing damage and more work than necessary. But with the help of a rolling stool to help steady the sander, it wasn’t too bad.

With the narrow faces sanded, the edge profile was cut with a router. I wanted a simple, bold, refined look, so I used a 1/8” roundover bit.


I only wanted to flip this thing once so until now, it was upside down. Flipping the panel over by myself on this tiny cart was by far the most nerve-racking part of the entire build. Luckily, I didn’t inhale the pesky fly in my shop and drop the panel.



More routing to establish the 1/8” roundover on the top edge.

And now the final sanding can begin. Paperstone does work the same way as wood. And just like wood, the higher you sand, the higher the sheen you can get. I started with 100 grit making sure to sand in a grid. Traversing the full panel left and right with a 50% overlap followed by front to back. This is the same technique you should use when sanding wood panels. Sanding in a grid pattern eliminates the small dishing that can happen if you try to focus on just the bad areas.


The Paperstone finish prep videos recommend using lacquer thinner (or similar) between coats to help remove the excess dust. I followed this recommendation on the island top but used a brush and shopvac on the tabletop and didn’t notice any difference.

Rinse and repeat through the grits. I only used 100, 120, and 150 grit on the island top to end up with a matte finish hopefully.



Now for a finish. Paperstone recommends an oil/wax finish, specifically Osmo TopOil. I didn’t have any and wanted to use what I had on hand, so I finished with Odie’s oil, which is a similar finish. Starting with the edges.

And then using a cheap polishing wheel from Harbor Freight. This is the 7” polisher, and I can’t really give it a thumbs up. It can’t maintain a constant speed under even the smallest amount of resistance and was ramping up and down in speed waaaaaay too much.


I accidentally applied too much finish, which is not only wasteful but also a pain in the butt to buff off. Using a jointer push pad wrapped in rags was the easiest way to remove and buff off the extra finish.

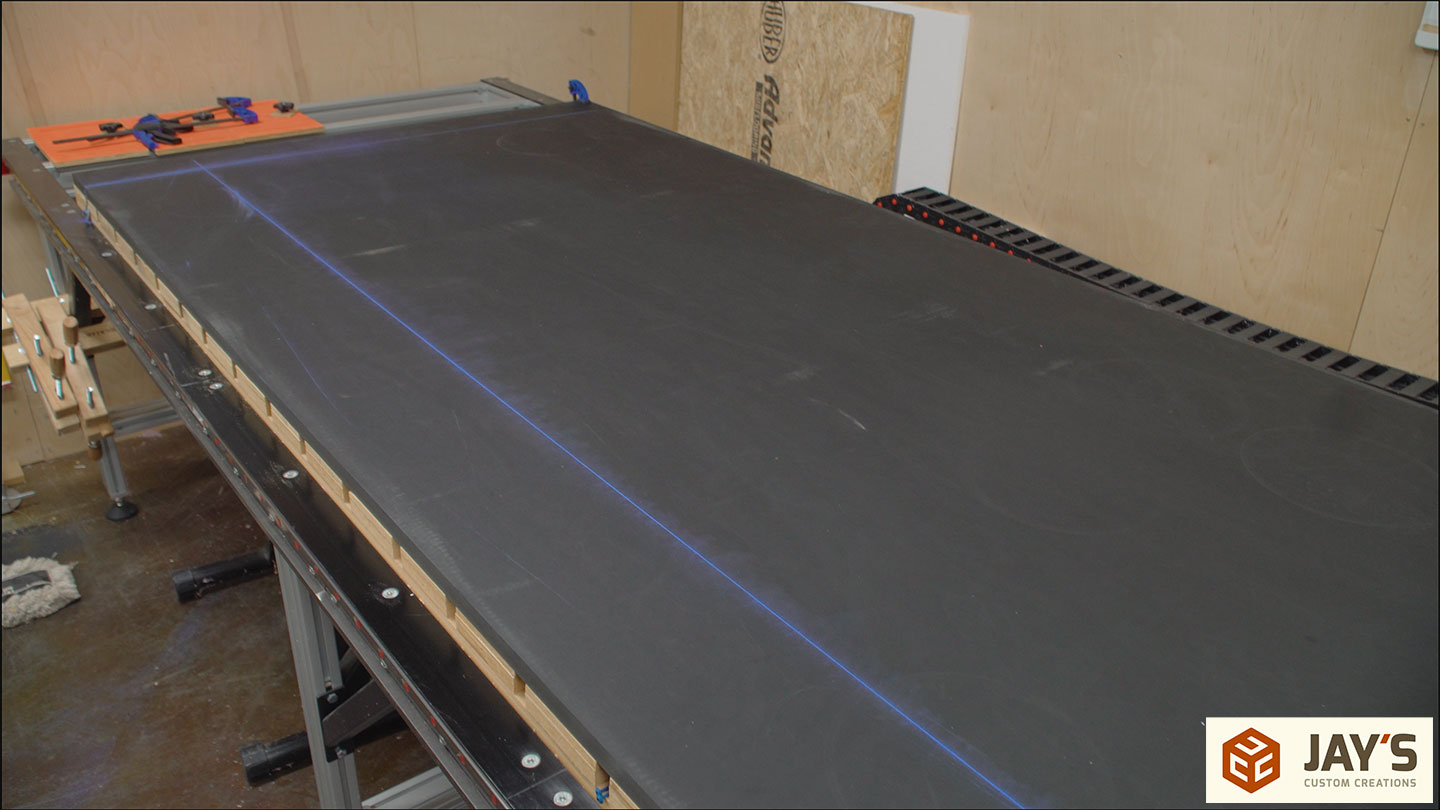
With the harder of the two tops done, the rectangle farm table top can be cut. I put the panel on the CNC and snapped chalk lines. The CNC spoilboard will act as a perfect supporting surface for the circular saw cuts.
However, after making some test cuts with my circular saw, I really didn’t like the resulting cut face. The CNC cut faces on the first panel were easy to clean up, but the factory circular saw cuts took quite a bit more effort to get perfect.

I really wanted to show how easy it is to cut with regular power tools, which it is. But with that info, I decided to ditch the circular saw and chalk lines and use the CNC again.
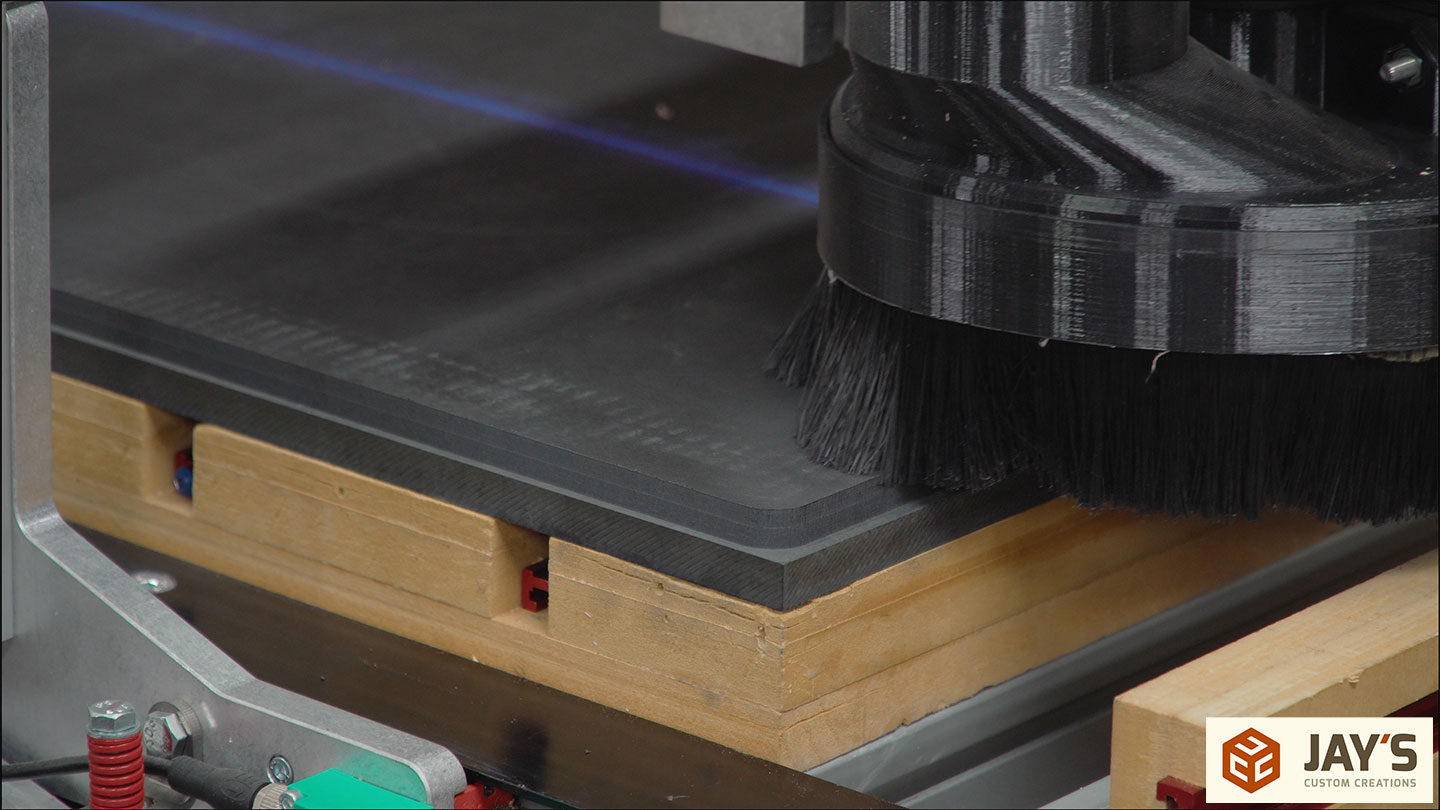
Here’s a tip to make the cuts super clean using a CNC machine. This is a 3/8” diameter compression bit, taking a 1/4” deep cut per pass. In VCarve Pro, I set the last depth to be 0.05” with a 0.015” offset into the material. This final pass cleans up the entire wall of the cut with a shallow full-depth cut while also inducing very little lateral force on the final pass to reduce piece shifting.

This setup was a little different. I’m cutting the entire profile to establish the corner radius, which means my only clamping area is on the waste material. To stop the tabletop from shifting when it is cut free from the waste, I can use tabs, which require more work to clean up, just rely on the weight of the panel to hopefully keep it in place, or I can use a JayBates86 model mobile clamp. I planned on walking onto the panel during the last cut so I programmed the start and stop location of both the toolpath and the job to be at the back of the machine.

You can see here that the bit left a tiny veneer in a few areas. That tells me my spoilboard needs to be flattened. And you can also see the final edge of the cut is clean. Very little sanding is required.

Adding the roundover to the bottom surface was easy while still on the CNC.

A little dust cleanup work, a very careful flip, and some sketchy wiggling onto a pair of sawhorses for the rest of the finish prep process.


Again, sanding through the grits, but this time I made two bonehead mistakes. I was zoning out to some music and didn’t realize that I not only kept my sander in Rotex mode the entire time, but I also took it up to 220 grit. We’ll see this mistake in a moment.


After sanding the edges, the final 1/8” roundover is cut. I like the small roundover look on a thicker panel like this. It produces a bold yet refined look.


This time I applied the finish by hand. It took about the same time as using the 7” polisher, and I used a lot less finish this time.

After buffing the finish off, I realized my mistake with the sander. Ughhhhhh! It looked so bad. 100% technique error. I goofed up. So in my frustration, I left the shop for a day and let the finish cure before starting over.

Finish prep attempt #2. This time in random orbit mode with the interface pad to hopefully blend the sanding pattern even more. And I made sure to stop at 150 grit.

After my Harbor Freight 7” polisher disappointment, I tried the Craftsman 10” orbital polisher. This made applying the finish fast and easy, but I’m not giving this polisher a thumbs up. It vibrated enough to make my two-cycle weed eater feel jealous. But it worked pretty well.
 Installation is pretty basic. Install it the same way you would a Formica top or a tabletop. Screw through the bottom with some attaching hardware. On the sink island, I had plywood strips to screw through. On the farm table, I used tabletop hold down clips. This is my go-to attachment method for table tops. Just be sure to drill pilot holes for the screws.
Installation is pretty basic. Install it the same way you would a Formica top or a tabletop. Screw through the bottom with some attaching hardware. On the sink island, I had plywood strips to screw through. On the farm table, I used tabletop hold down clips. This is my go-to attachment method for table tops. Just be sure to drill pilot holes for the screws.
Lots to do to this space, but we’re getting closer to the finish line. Thanks for watching, and take care.








{kind=link}
Very nice! Always enjoy your posts. I was wondering about the benefit of using a compression bit when you’re not cutting clear through the workpiece? Keep up the good work! Thanks, Dean
Not really any benefit from this stuff. But you don’t need to go all the way through to get the benefit of a compression bit. You just need to go deeper than the upcut flutes at the bottom of the bit.
That kitchen island and table top turned out great, Jay – nicely done! I think the first time I heard of PaperStone was from your buddy, Shawn!
Shawn’s was the inspiration for this one.
Does your kitchen have a roof or is the paperstone weather safe?
Both. Paperstone is outdoor rated and we have a roof over the cooking and eating area. However, the wind blows rain onto the first foot or so of the sink island top.
That looks like awesome stuff. Your space looks amazing Jay. I don’t think we can get that in Canada yet but I will defiantly be looking for it. Awesome job.
Amazing outdoor space!!
Thank you for sharing your journey!!
Very nice. It will be interesting how the Paperstone handles the crazy Mississippi weather.
Absolutely incredible!! I love the contrast of the paperstone with the cabinet color, plus the white farm sink pops also! Very nicely done. I’m jealous, wish I had that kitchen set up in my back yard.