Useful links for this build:
– The Paulk Workbench plans: http://bit.ly/2mfxcbx
– 420-DNC250 Spiral Down cut bit from Bits & Bits. Use the code JAYBATES to save 10% on your router/cnc bit purchase from Bits & Bits: http://bit.ly/322OOHa
– PureBond Plywood: https://thd.co/2YnDuaH
– Axiom AR8 Pro+ CNC machine: http://bit.ly/2Csz3Qs
– Material mate cart: https://amzn.to/2LwqGHI
In my last shop I once had a 4×8 assembly table. I loved it. It doesn’t replace the need for a workbench but having that much space is incredibly convenient to spread out material and get to work. My last shop also had a lot of space constraints with everything that I had in it. For that reason I gave it away to a local cabinet shop and said if I ever get a large enough space I’ll make it again. That time is now.
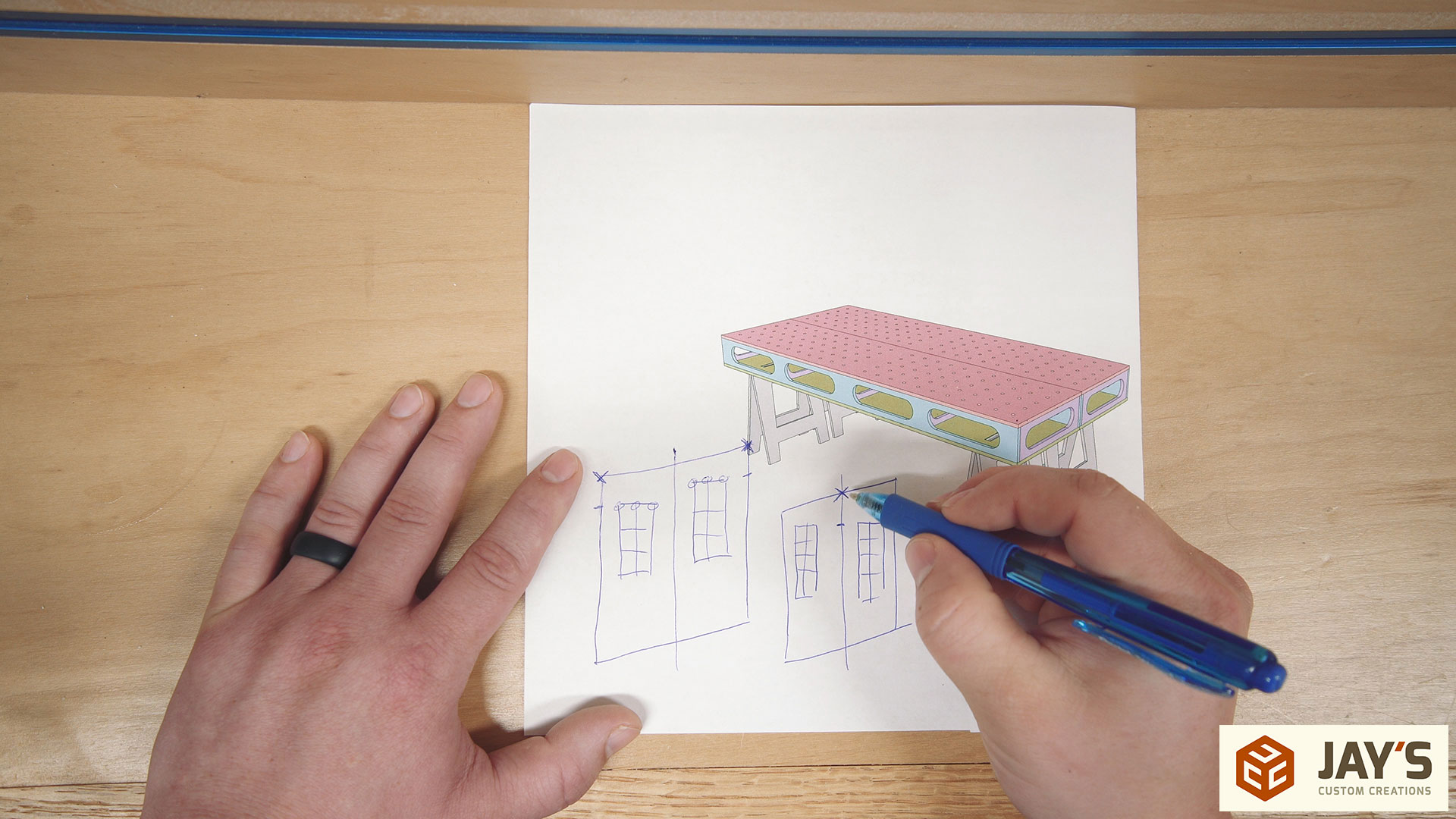
This table won’t be the permanent assembly table though. I have a 4×8 assembly table design in SketchUp that I’ve been casually modifying here and there and have yet to finalize the design. My biggest want with it is a LOT of hardware storage. And also common use tool storage. In the mean time I really want a larger table to work off of though. So the solution is to build another very slightly modified Paulk Workbench as a temporary table until I build the final design. The Paulk Workbench was designed by Ron Paulk as a portable work station for power tools. While I don’t have the need for portability I do like his design quite a bit.
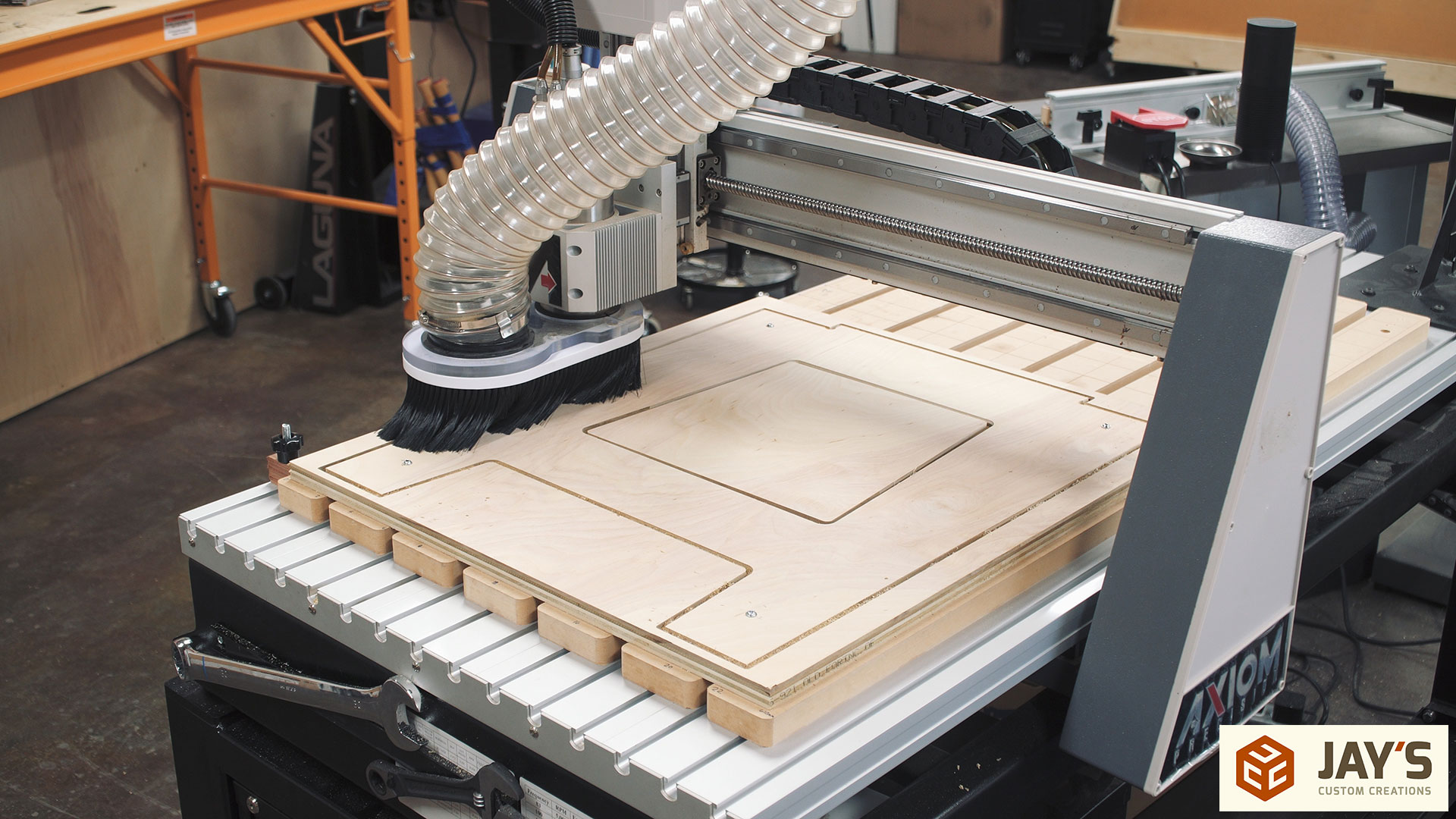
One thing I want to try with this build is to make the entire 4′ x 8′ table on my 2′ x 4′ CNC machine. This will allow me to cut the dog holes with CNC precision. The problem is I will only be able to cut a quarter of the total number of dog holes in the top at a time. And only half of the top will be on the machine at a time. CNC precision can be extended from one side of the table to the other by first cutting the top piece in half and referencing off of the same corner on the cut edge on the CNC machine.
Using the same reference corner for 0,0 at the CNC machine is only half the battle. I need to position it in the exact same spot every time to maintain the precision. To do that I made some L shaped blocks that clamp down to the table. The CNC machine was then used to cut the blocks flush with the Y axis with a X value of 0. One more stop block was added along the X axis and cut flush with the maximum Y value of the machine. This setup provides physical stops to reference off of and line up all the cuts perfectly.

This entire build will be made with a few sheets of 3/4” plywood. All of it needs to be broken down at the table saw. Ron’s plan calls for 1/2” thick material but I’ve got more 3/4” on hand so that’s the route I’m taking. Up until this point I never used the tilting top feature of this cart and when I did it immediately earned it’s spot in my shop. Holy cow what a useful item for sheet goods. Full sheets can be difficult to manage over a table saw by yourself but with this cart the process was quick and easy.





Just as planned, the panels were loaded onto the CNC making sure to contact all three stop blocks. Doing so also eliminates the ability to clamp to the machine so I used a couple washer head screws instead.


Every CNC cut on this build will be made with a two flute spiral downcut bit. The downcut bit provides a clean top surface and because I’m cutting .003” deeper than the thickness of the plywood the bottom surface will have clean cuts as well.
Although there are quite a few holes to cut the process is relatively quick. While the machine runs I can prepare for other tasks or stage materials as needed.

After the first run the material is flipped end for end making sure to reference the table saw cut edge against the stop blocks once again.

And more of the same cutting..



Next up the interior web sections can be ripped from full 8′ lengths of plywood. Earlier when I was breaking down the full sheets for the top and bottom I went ahead and ripped another sheet in half to make this step much easier.



With one top section on my folding table I positioned two long webs on one edge. The remaining space represents the length the short web needs to be cut to.

After a test cut is confirmed the rest of the short webs can be cut to size. A stop block at the miter saw station makes accurately cutting these quick and easy.

Back to the CNC to cut out the interior webs, starting with the long webs.


These pieces need to be flipped end for end just like the top sections. Somewhere during these cuts I realized I should have speed up the process even more by loading two pieces and setting the program to cut them in sequence. That would allow me to stay ahead of the machine unloading and loading one side while the other side was being cut and therefore keep the machine running and minimize downtime. For a small job like this the savings are minimal but for long production runs the time savings can really add up.


So that’s exactly what I did with the small webs. These cuts were so fast that cutting them one at a time would leave the machine idle so frequently. It took barely any time to get all of the webs cut.


Just like with the web pieces, I ripped a full sheet in half in the beginning to make cutting the sawhorse blanks easier. These sawhorses pieces just needed to be a little bit oversized as they came off the table saw.


And that’s because these too will be cut with the CNC machine. More repetition with loading, cutting, and unloading.
The biggest benefit of cutting on the CNC is that it allows you to be productive elsewhere. Essentially like two people working at the same time. The sawhorses were a long enough cut that it allowed me to start cutting the pocket holes in the interior web pieces.



The CNC was actually still running when I started assembly, which began by building the tops upside down. First one long web is added with the pocket hole screws on the outside of the structure. I don’t care about the appearance of pocket holes being on the outside because the benefit is that the screw goes in toward the center of the structure and therefore it has more material to grab to. Having the pocket hole screws on the inside looks cleaner but the screws are going toward the edge of the material and potentially blowing out one side. This also limits the amount of a roundover or chamfer that can be used on the top edge.

Then the interior webs are added with pocket hole screws just into the bottom side of the top.

Followed by the second long web. For all other connections I just used wood glue and brad nails.

I wanted to hold off on the bottom panel until the sawhorses were built so I set the first top aside and started on the second.


Before assembling the sawhorses I wanted to add a roundover.

One of the main benefits of Ron’s original design is that it is portable. He used light material for the entire structure, which I did not, and he designed the sawhorses to lay flat during transportation. The sawhorses lay flat due to the use of nylon straps for hinges. I added the same nylon straps to mine but as you will find out at the end of the video I won’t be able to flat pack mine. Nevertheless, it was an easy process and a great idea.


The reason I waited until the end for the bottom panels is because I wanted to make a few test cuts on scrap material to dial in the exact size I needed for my custom sawhorses. With that determined it was a really quick cut as it’s just a single slot on each end.

Then the bottom panel is added with just glue and brad nails.



Finally the entire table can be put together for the first time and I can figure out a way to keep everything aligned. Ron’s original design uses one sawhorse per end and that was one of the features that aligns the sides.

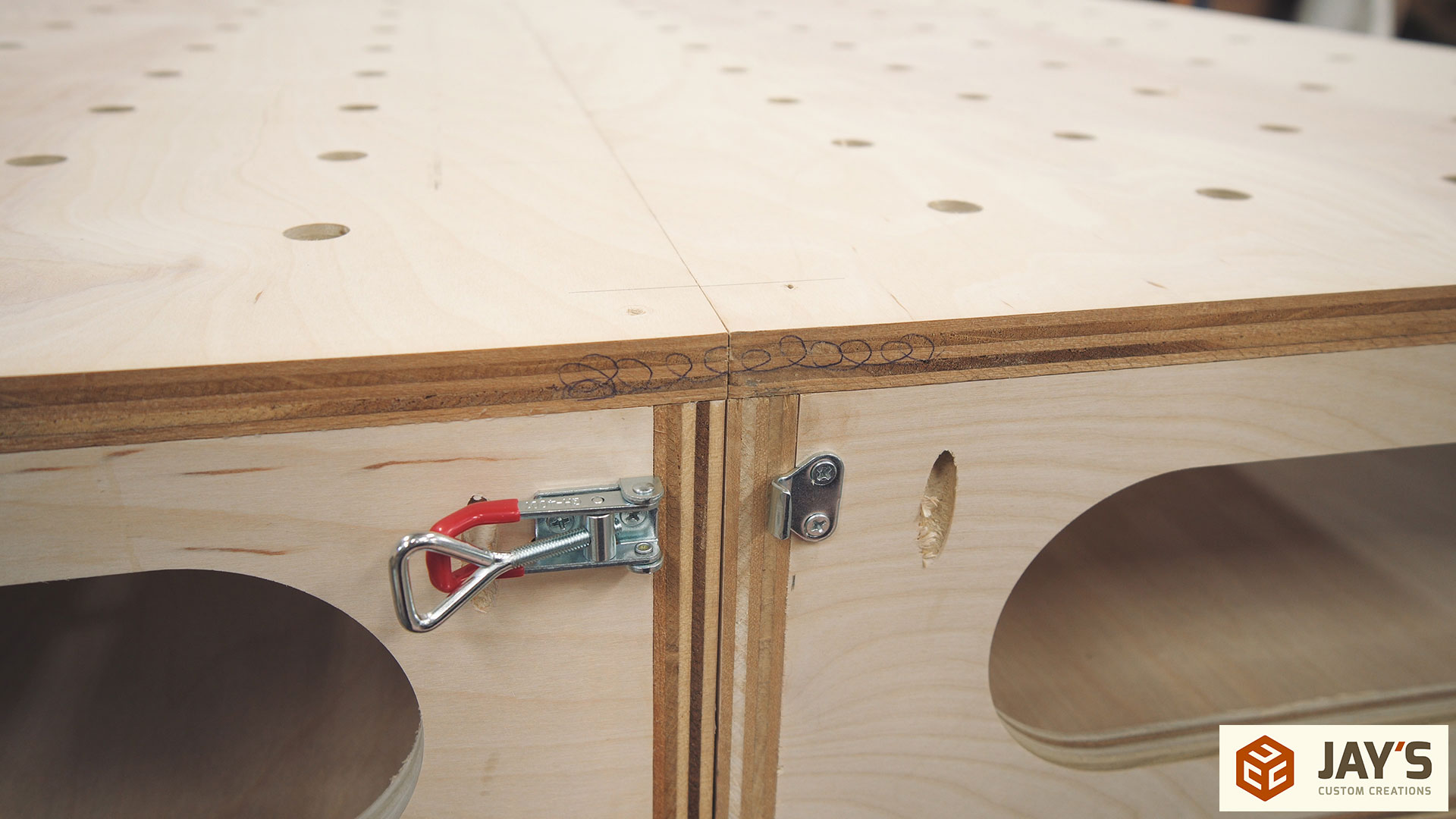
I decided to go with dominos to not only help keep the top surfaces flat in relation to one another but also to keep the ends of the tops lined up.


Then the dominos are added. No glue on these as I don’t think they will be necessary when I get to the point of using this as separate tables in the future.

I used the tightest setting on the domino so I wasn’t able to just push the top sections together but a quick clamp brought the pieces together easily.

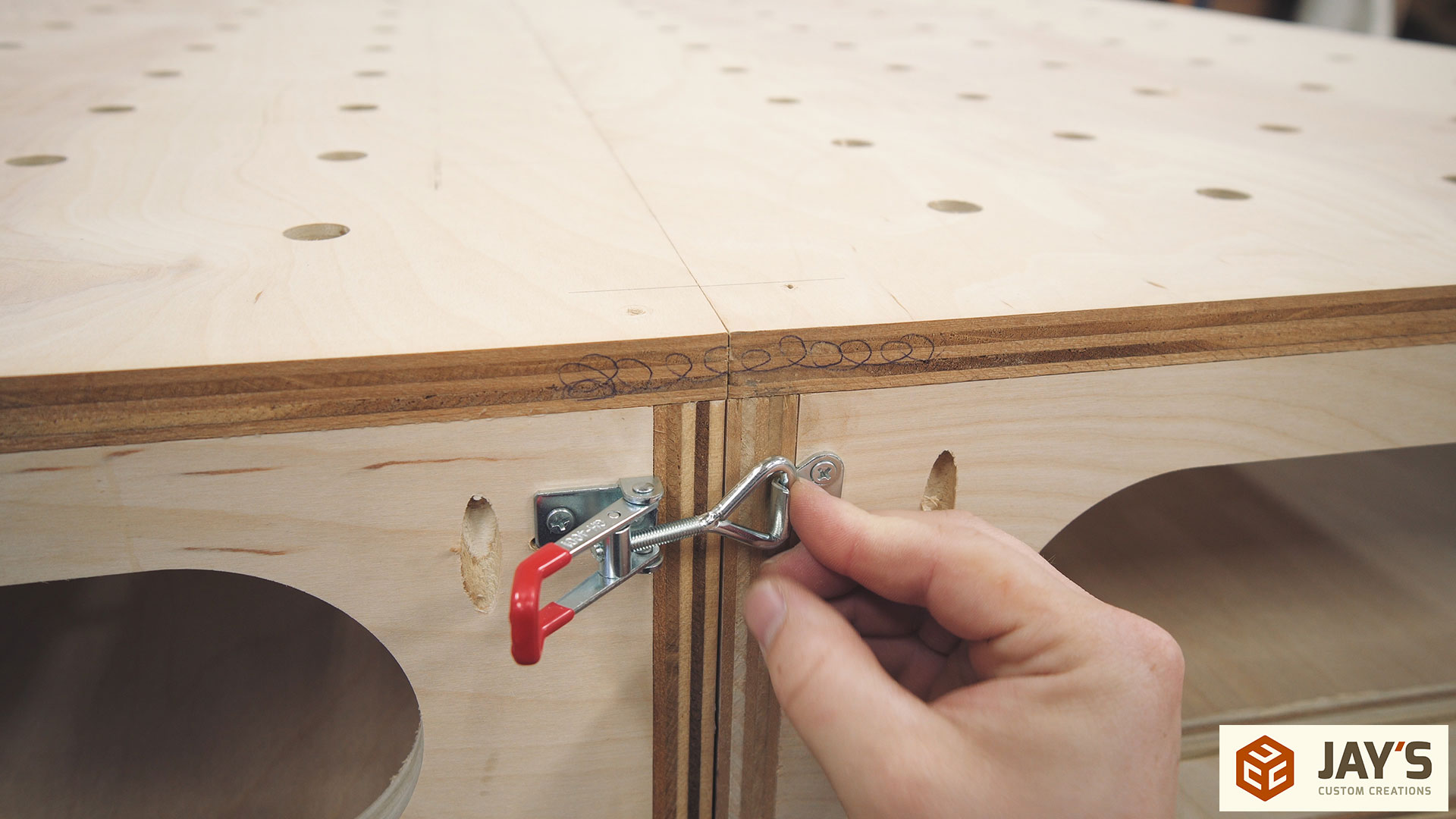
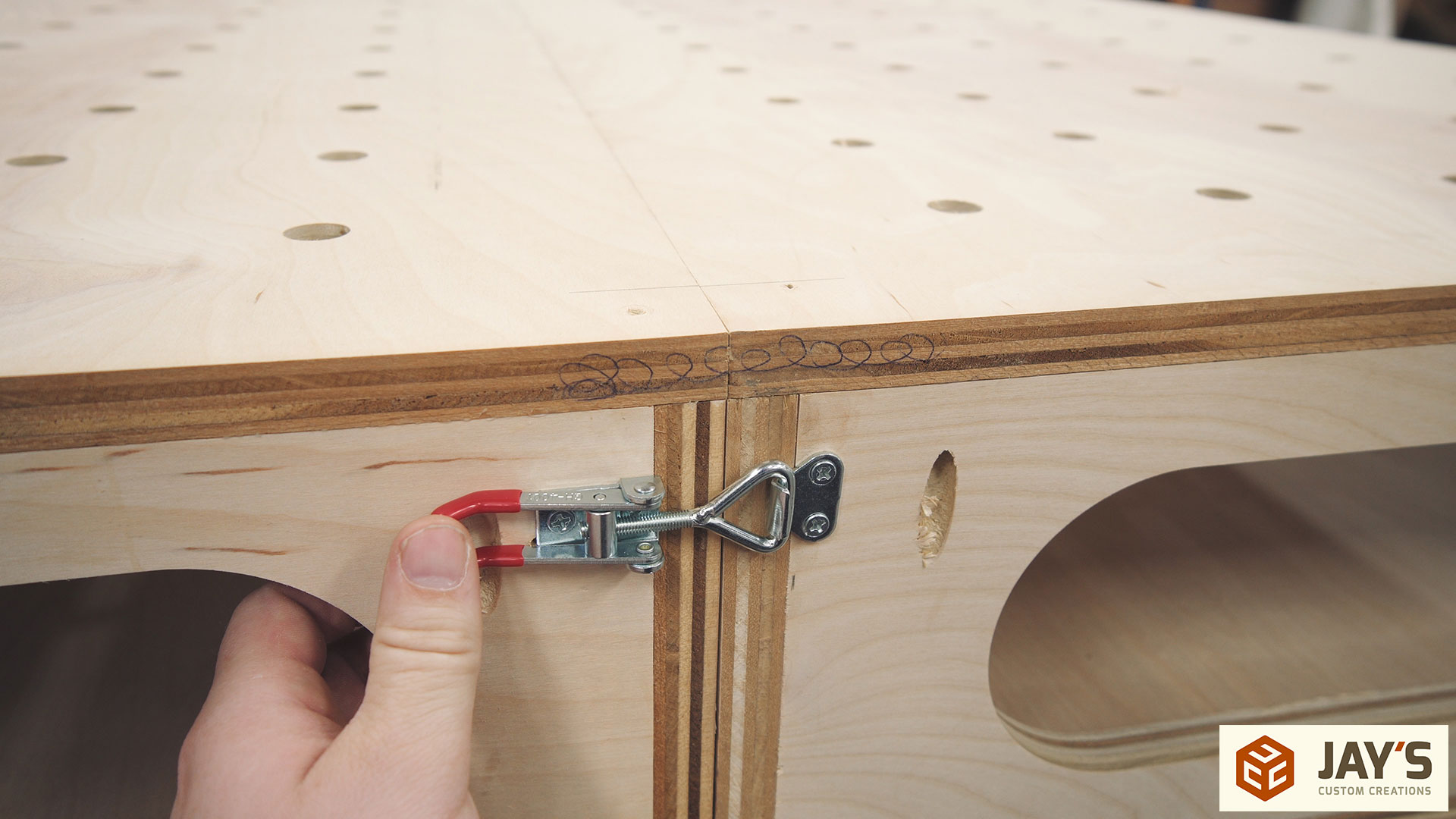
To keep the tops locked together and prevent them from separating during use I added one cheap toggle clamp per side.
Just like my last table like this I added a small chamfer all the way around to prevent the plywood from chipping if something bumps against the edge. I also added a chamfer to all of the holes. That process is a bit mind numbing but luckily it doesn’t take that long.


One final thing I had to do was add bracing to the sawhorses. I found that my sawhorse design didn’t have a wide enough base and due to the nylon straps not being a rigid hinge I was getting too much wobble in the long direction of the table. Rather than completely remaking the entire sawhorse setup I decided to use the cutout from the sawhorses and screw it directly to the sides of the sawhorses with it’s wide face resting against the bottom of the top assembly. This eliminates the ability to fold and flat pack the sawhorses but it does solve the problem of racking. The structure is now much more rigid than my last table of this design that had locking casters.

The final step is to add a finish and for that I used water based polyurethane. I don’t care so much about preserving the appearance of the table. I’m mainly interested in having a surface that glue is easy removed from. Water based polyurethane fits that need.




{kind=link}
Great video Jay. The video really shows how much more productive you can be by having the CNC working for you, freeing up your time. I am looking forward to seeing how this new assembly table works out for you.
Thanks Patrick.
Wish I had the room for something like this. My table saw ends up being the assembly table. Don’t think I could have dealt with putting chamfers on all those holes… an extra pass on the CNC would have been a bit easier, no?
Couldn’t because half of the cuts were on the bottom side of the material.
Trying to watch one the website even though YouTube is more convenient… So I’ll just watch both. Nothing like a little shop distraction when hand sanding in my own little shop.
Thank you very much, Otto.
Unfortunately I don’t have the room for this yet. I will one day. Hence I built your workbench and will use that for assembly. Like the cnc and I’m currently shopping the market for mine.
All in all very informative. Well done.
Thanks for watching, Mark.
Nice shop.
Glad you could expand your shop and equipment as it is a business expense. The problem is that you have exceeded most woodworkers budget including mine for a lifetime and the skills required to operate that equipment. Also Casey Reeves has built a similar product with the plans that are free. Again congrats!
Hey Katy. Thank you for the kind words. Unfortunately, I do not see business growth as a problem. I want to continue to grow and expand my business and my skills in all areas. My #1 goal is to do whatever it is that I want to do. My #2 goal is to present it in such a way that generates enough income to be able to continue to do #1. Thanks for watching!
I love SimpliSafe, just upgraded to the latest system, and couldn’t be happier. For the assembly table, providing your holes for clamping are 3/4″, DeWalt sells clamps that have a push-button removable end. I use these to provide a way for gluing panels together to make them thicker, or to hold smaller items to the table. The plastic dogs are the best as even the cheapest workhorse stations use those, but it would be greater if we could move them in an area beside where the holes are, for gluing say drawers that are deep. Love your new shop. Still working on trying to put mine back together at our new place.
Well if you ever get tired of wood working you should have a solid future in video editing! Nice video Jay!
haha Thanks!
What is the cart you mention in this video?
I just added it to the top of this article.
Thanks Jay
Great job did you do a video of the sketchup laying out the holes .would like to see a video of how you edit and show how u add you second into it so cool cheers.
Looks great. Thinking of doing the same thing. Liking that sheet goods cart as well. I will be sure to use the affiliate link on yous site to order that if I do. Do you get credit for purchases make when we use those links or only on the clicks?
Thank you very much. Yes, I get a small commission on the sale if you purchase through the affiliate links. No change in price for you either way.