For those who are interested I have a detailed set of plans available for this cart. If you’re not familiar with the PantoRouter I suggest visiting PantoRouter.com and checking it out. (NOTE: Use code JAY for $150 off your pantorouter. Code was given after this video and article was made.) This metal version is based upon Matthias Wandel’s wood version. Learn more about Matthias’ version here: https://woodgears.ca/pantorouter/index.html
This article and video is not sponsored by anyone and I’m not being paid or asked to make any promotional content for the machine. However, the upgraded machine was recently sent to me to replace the previous version that I have and after releasing this video and article the coupon code above was provided.
The PantoRouter is an efficient joinery machine that is not limited to any one particular joint. The basic function of the machine is to trace a template and cut a piece of wood with a 2:1 reduction in size of that template. As you will see, various accessories will allow for quick repeatability and various design features will allow for dialing in a precise result. It’s a fantastic machine that I don’t think I’ve spent enough time using. And the reason for that is I never turned the machine into a joinery station. I always had accessories in different places. And due to the size and awkward shape of the machine it wasn’t convenient for me to use. That’s the main thing I want to accomplish with this cart. I want to turn the machine into a joinery station and make the station incredibly convenient to use.
First up, I went to SketchUp to design a cart. I took that a step further by making a full prototype of the frame to solve a couple questions in relation to the integrated dust collection and drawers. I didn’t record the prototyping process as I really just wanted to woodwork in the shop with no distractions. Woodworking off camera is like therapy :)
Time to start the actual build. For the frame I’m using regular 2×4 spruce material. Step one is breaking down the material to rough length at the miter saw station.

Followed by milling one wide and narrow face flat and square at the jointer.

The opposite wide faces get planed to their final thickness.

And the final width is established at the table saw.

Back at the miter saw station one end of each board is squared and then everything is cut to the final length. At this point all of the pieces are to exact measurements and perfectly square and flat. I went ahead and ran the leftover material through the milling process as well so I could use it as setup material that also had the exact same dimensions as my project material.

Here’s how the cart will be assembled. Two side frames will be built first, as shown in the following image. Then those two frames will be connected by four horizontal pieces. All of those joints will be mortise and tenon joints but there’s an order of operations that must be followed.

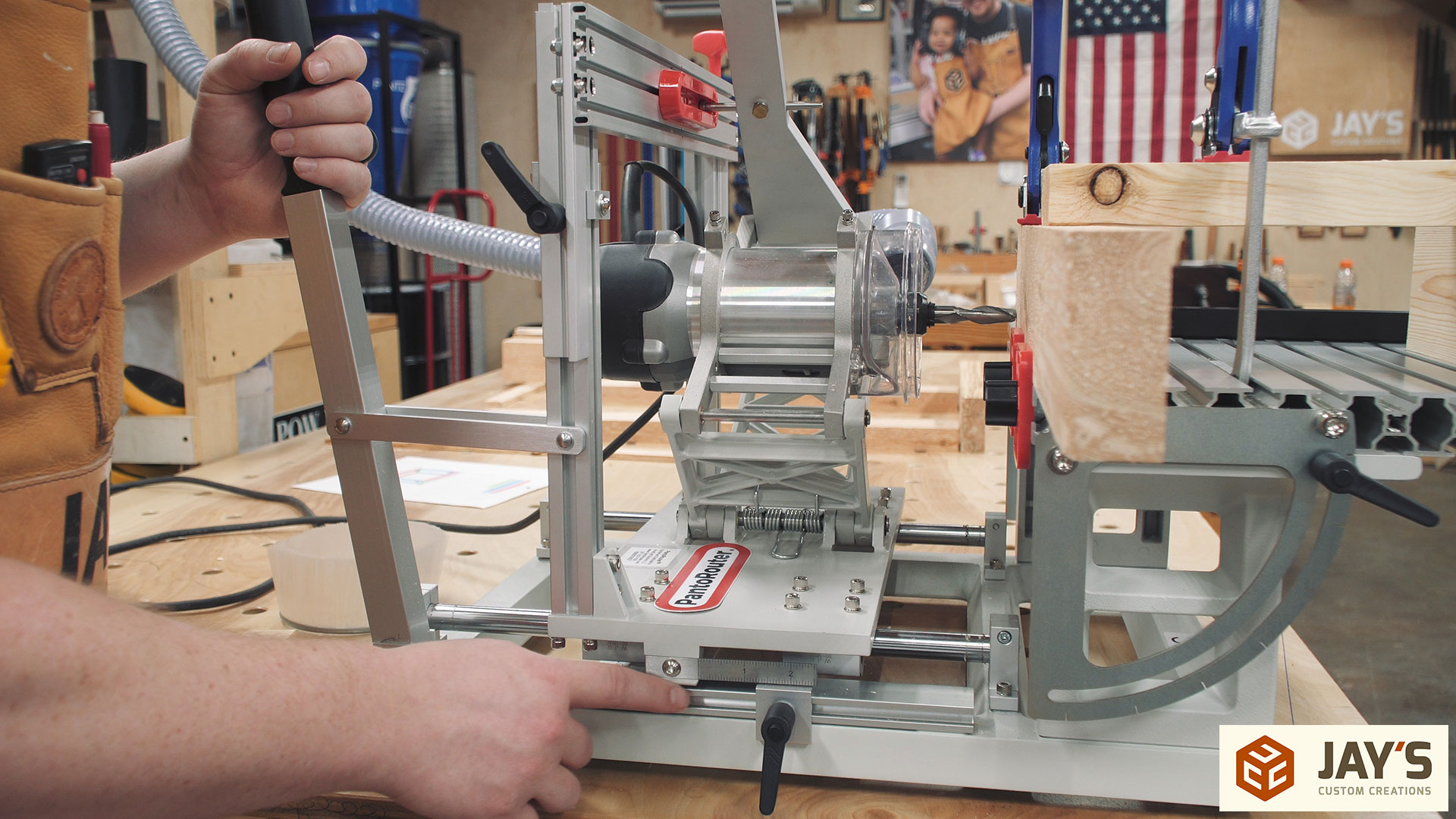
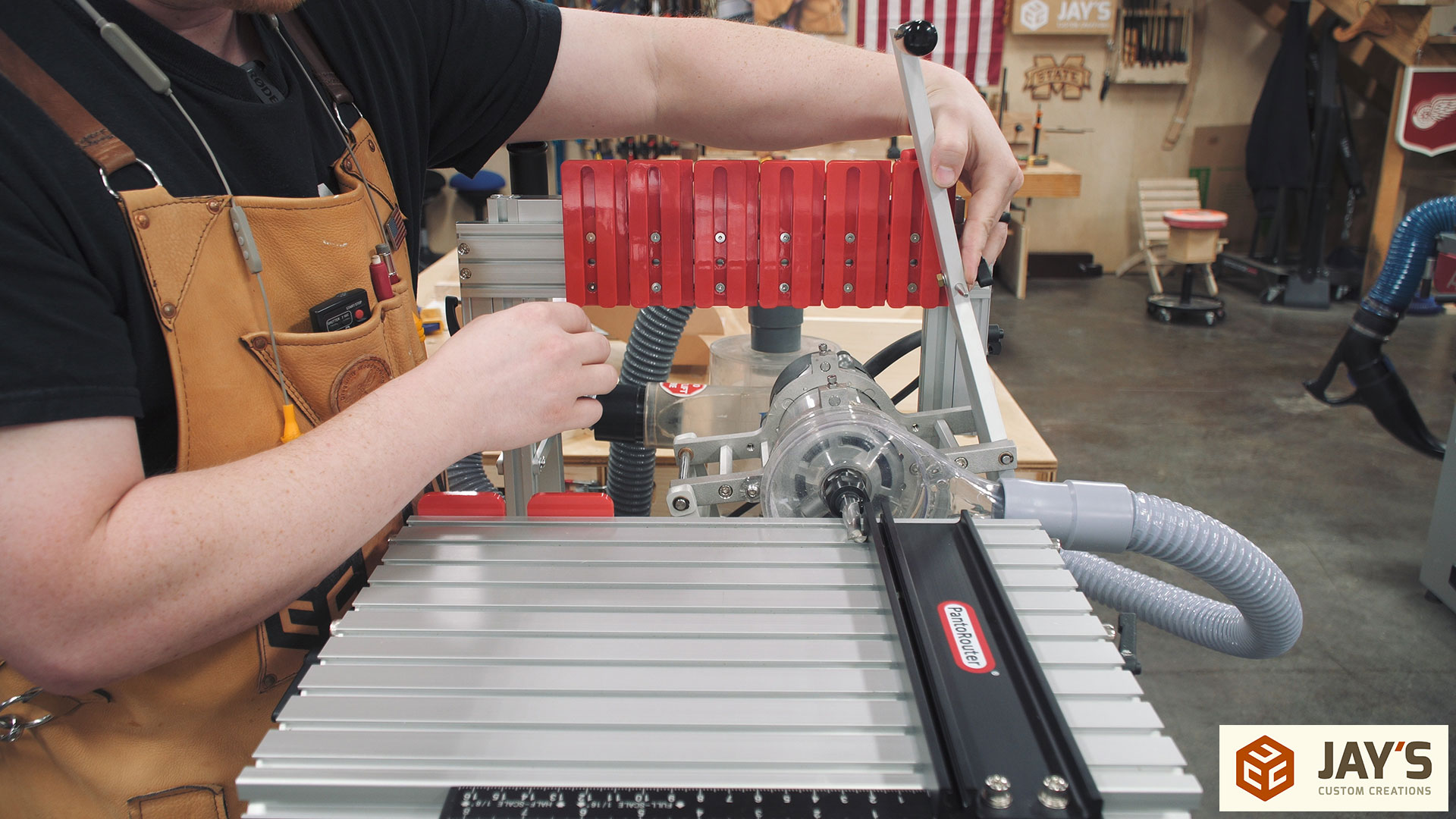
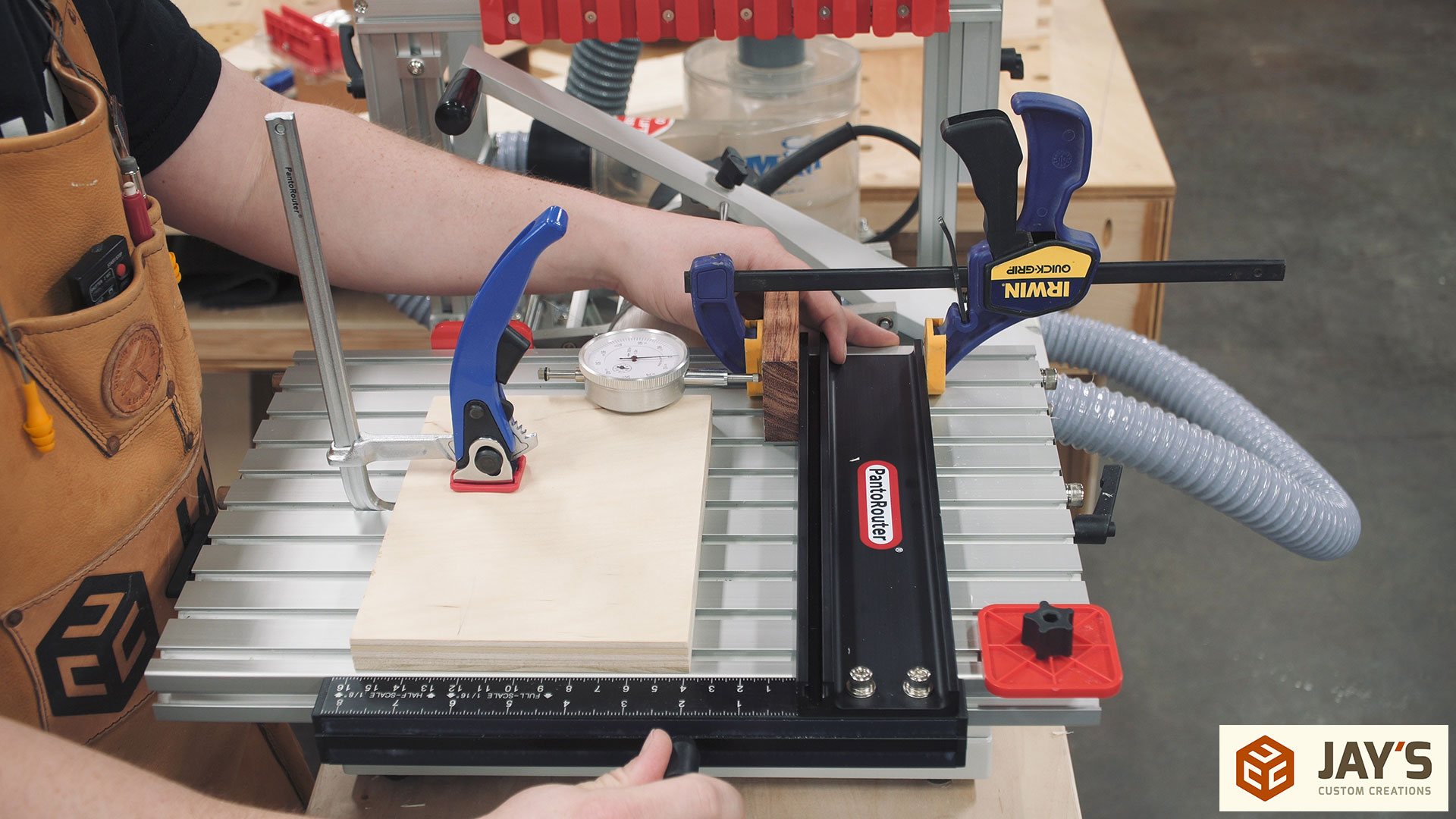
Lets dive into setting up the PantoRouter. First, a scrap block of the same material thickness is used to set the proper height of the template holder. This stop block on the vertical rail is calibrated when the machine is initially setup. By placing the scrap block on top of this stop block and lowering the template holder on top of the scrap block the vertical center of the template holder is now in line with the vertical center of my material.


The template is easily centered horizontally on the template holder with a pair of centering holes. Now the material needs to be placed perfectly center on the table in relation to the center of the template. When iniitally setting up the machine a center pin is placed in the router and with the router locked to the center of the template holder the center point is transferred to the table. You can’t see it in these images or video but I have a center line scratched on the table. The fence rail has two scales on it. The scale closest to the camera is a 1:1 scale. The scale closest to the router is a 2:1 reduction scale. This allows me to quickly place my material on the scale and get a true reading of it’s width. Then the fence can be moved so that the center line on the fence lines up with the correct 2:1 reading of the material width. Once the fence is locked down the tenon material can be quickly installed against the fence and centered with the template.

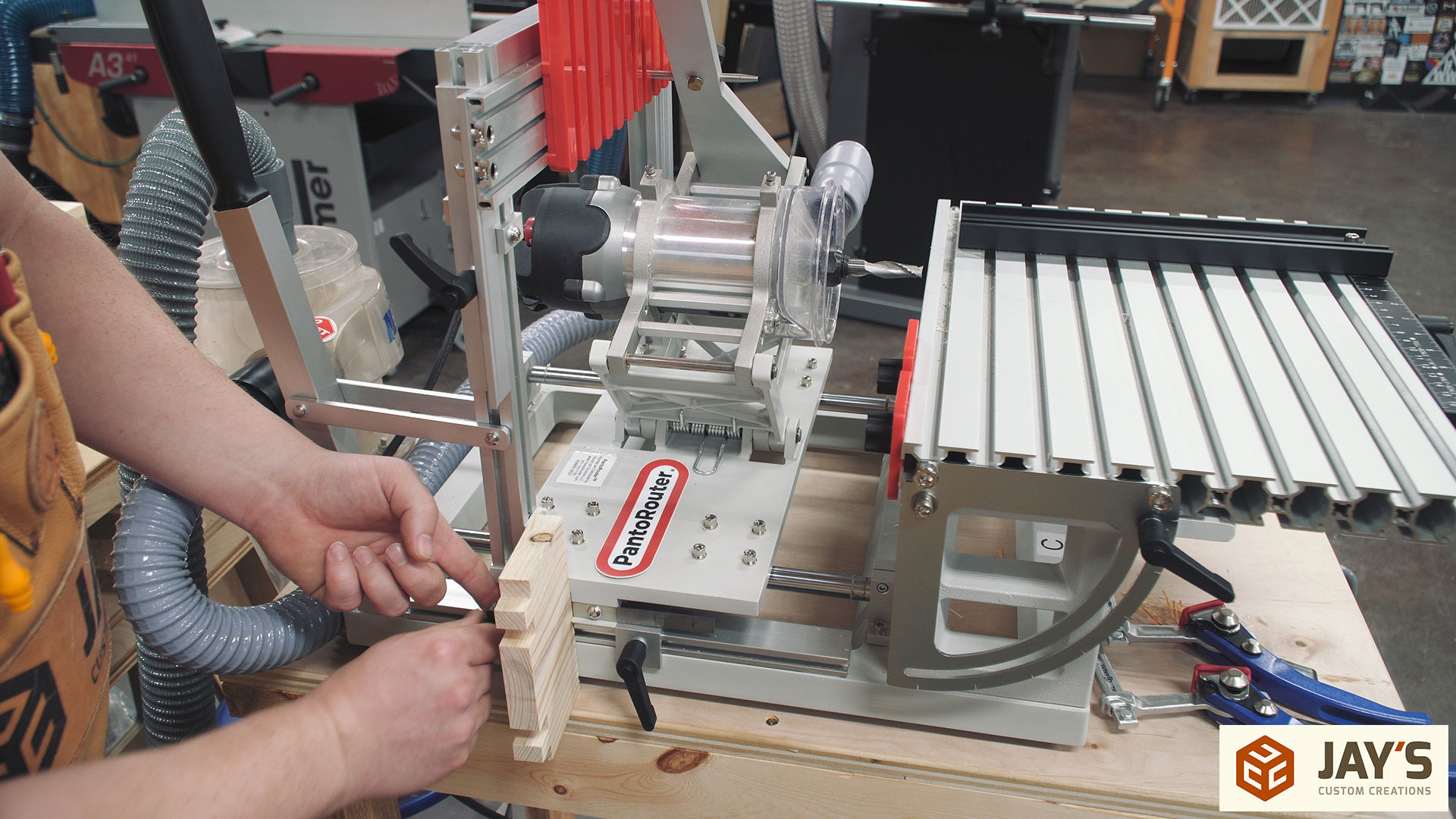
The fence isn’t set just for tenons though. The machine will produce a fixed mortise size and allow you to dial in the tenon thickness later. This means you want to start with the mortise side of the joint. Two plastic front stops are added to the table to keep the material perpendicular to the bit. At this point there are three directional stops to repeatably locate each new piece to be cut: the table surface, the front stops, and the fence.

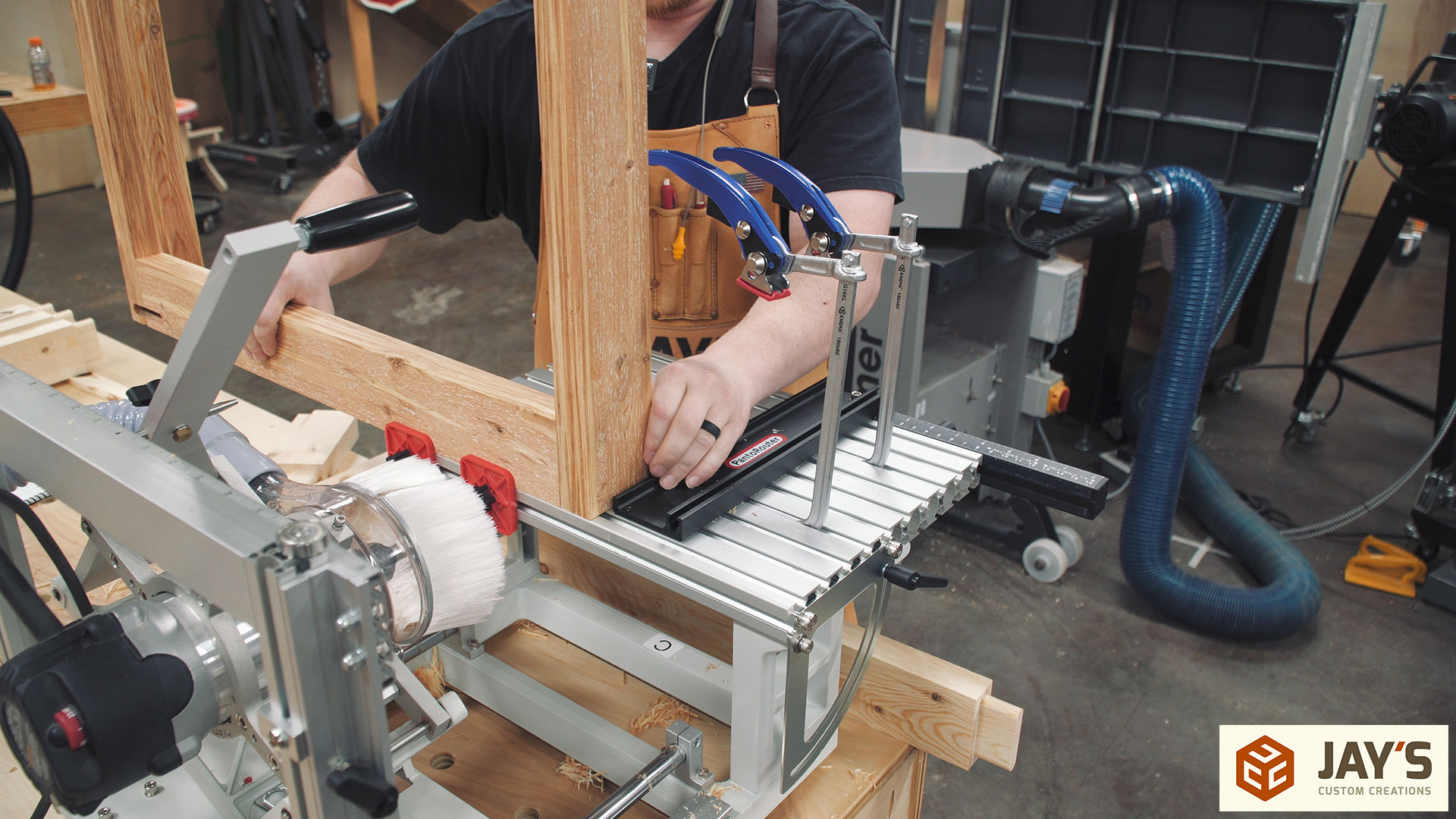
When material is perpendicular to the table slots clamping it down is easy with the included clamps. When material is parallel with the table slots a support block and a bridge block are needed to provide clamping pressure onto the work piece. You can also see in this image that the fence does not go all the way to the front edge of the table. This is to allow a clamp to be inserted from the other side. Little details like this add up to a great user experience.

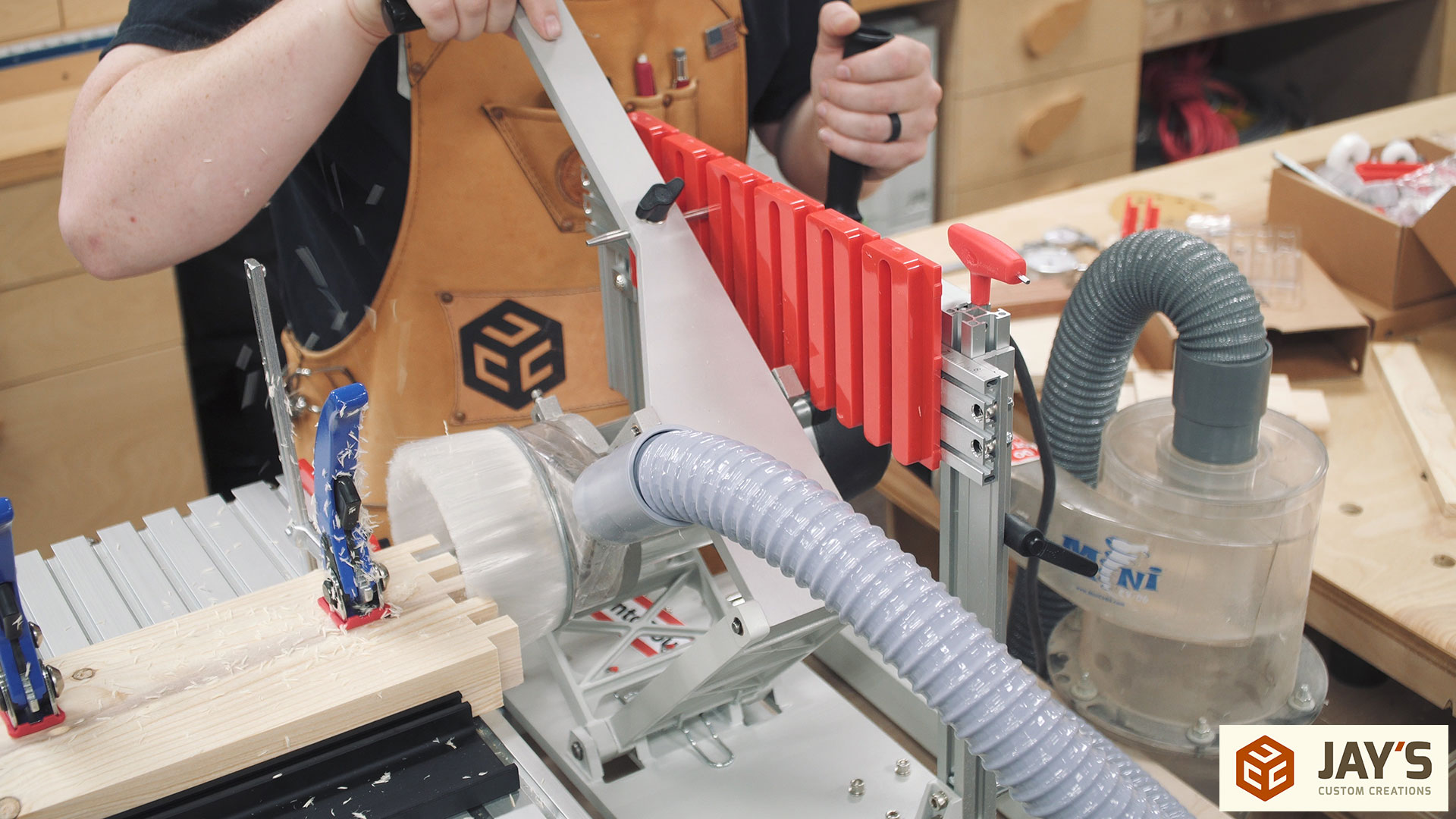
Next we need to determine the depth of cut. In this case it’s a through mortise. With the guide bearing inside the mortise slot of the template, the carriage is slid forward so that the bit contacts the material. Below the operators side of the carriage is two stop blocks. One to limit forward travel and one to limit backwards travel. There is also a scale on the forward travel side. The forward stop block is lined up with the desired plunge depth on the scale and locked down. In this case I want a through mortise so a forward stop isn’t entirely necessary as you will feel when you break through the other side. But just for good measure I always set the plunge depth to be about 1/16” more than the thickness of my material for through cuts.
With the guide bearing trapped inside the template the first mortise can be cut. A minimal force is needed in the forward direction. The bit does all of the work as it moves back and forth due to the limited template travel.

Now the rest of the similar joints can be batched out very quickly. When making non through mortises you must keep the front reference face toward the router. If that were the case here then the fence would be in the way and need to be relocated. However, all of these mortises are the same distance from the ends of the board and they are through mortises so it doesn’t matter which side is placed toward the router. The boards are turned end for end making sure the same side rests on the table for both cuts.


Mortises first, tenons second.. To cut the tenons the board is placed against the fence and clamped to the table making sure enough material is overhanging the front of the table so that the desired length of tenon can be cut without the bit contacting the table.

For the tenons, the front table stops cannot be used to repeatably determine the front to back placement of the material. Instead, the back stop on the carriage can be used. With the bit contacting the front edge of the tenon stock the back stop is slid against the carriage and locked in place. Now, the router bit can be used as a stop block to repeatably locate all of the remaining tenon stock. Then the front stop is set to the desired length of the tenon.

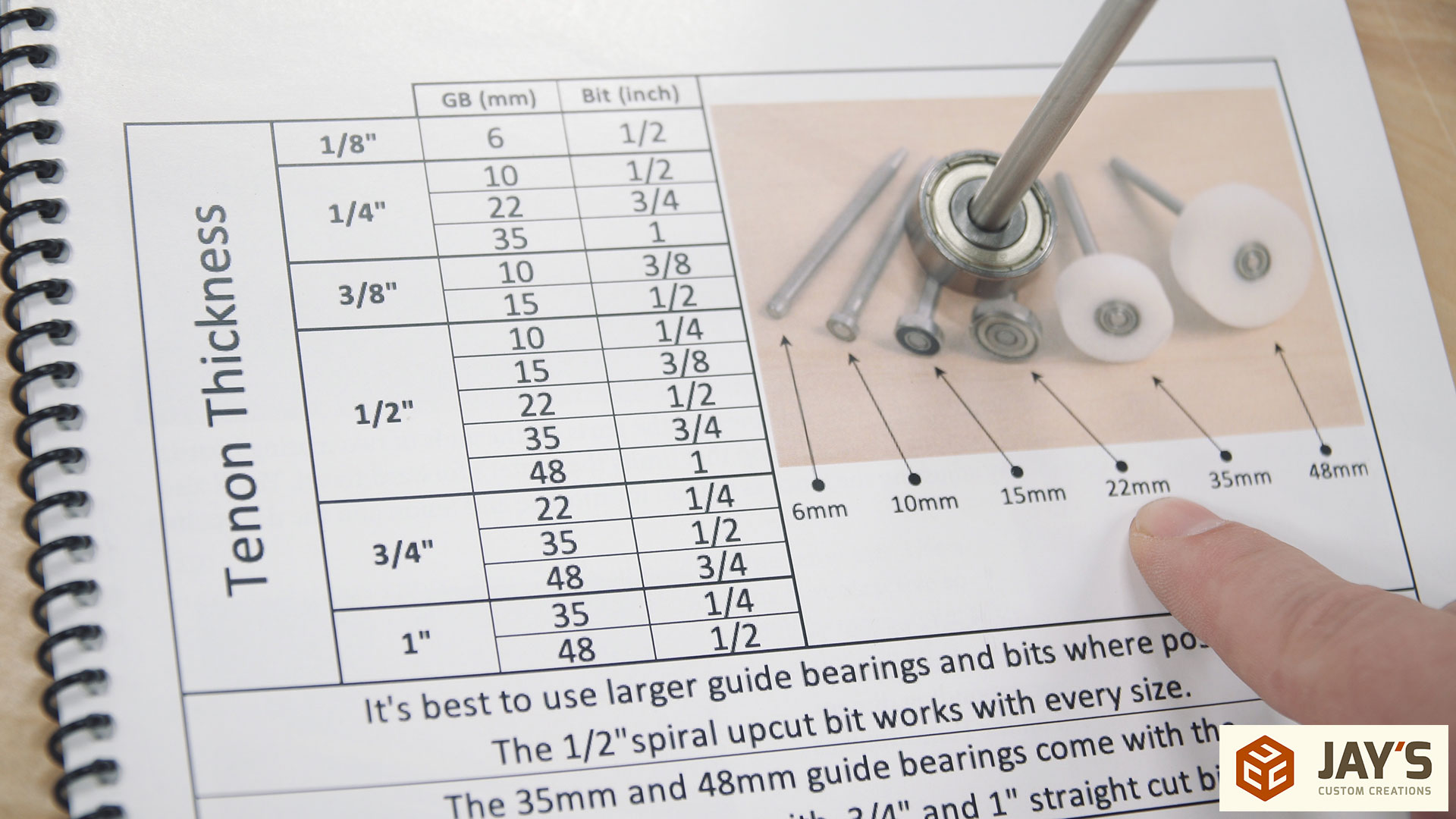
A 10mm guide bearing is used for the mortise cuts and a 1/2” diameter router bit was used to establish the mortise thickness. This included chart shows that while using a 1/2” router bit for a 1/2” thick tenon the 22mm guide bearing should be used for the tenon cut.
Here you can see the guide bearing on top of the template. The inside of the template is for the mortise and the outside is for the tenon. The perimeter of the template is also tapered slightly. The side closest to the template holder has a larger perimeter than the side furthest to the template holder. This means with the bearing closest to the template holder a larger tenon will be cut compared to a tenon cut with the bearing away from the template holder. As you move the guide bearing down the template the tenon gets smaller.

The dialing-in process starts with a scrap block in the machine and a tenon cut at the maximum thickness. With the scrap block still clamped in place I can try to slide the mortise over the tenon. Adjust the guide bearing in small amounts until a good fitting joint is achieved. Remember, modern PVA glue is water based and will swell the wood when applied. If the joint is extremely tight in this process it will be even tighter when glue is applied. I’m shooting for something that doesn’t have any visible slop and is easily pushed closed without a mallet.

Once the setup is dialed in all of the tenons can be quickly batched out.

After that I went ahead and glued both side frames.

Remember when I said mortises first, tenons second? Well that’s how the process starts. In this case I had more tenon stock to be cut and the machine was already setup and ready to go so I went ahead and knocked those out. The mating mortises were not cut yet but I knew from the previous steps that these tenons will fit. This was good use of time while the glue dried on the frames.

Then the guide bearing is switched back and four of the eight remaining mortises are cut.

Even though these are through mortises the orientation of the material requires the same entry face to be facing the router at all times. This means I can’t simply rotate the material around like before. In this case I want to move the fence to reference on the other side of the material. To do so I held a piece of material up against the fence while hanging over the front edge. Then a front stop was moved against the material to locate that edge. Then the material was held against the opposite face of the fence and the fence was moved so that the same edge of the material contacted the front stop and the fence was locked down. This is a quick and easy way to move the fence from one side of the material to the other without measuring.

With the fence on the opposite side of the tenon stock center line the rest of the frame mortises can be cut.


More assembly to connect the completed side frames. Quick and easy glue up.

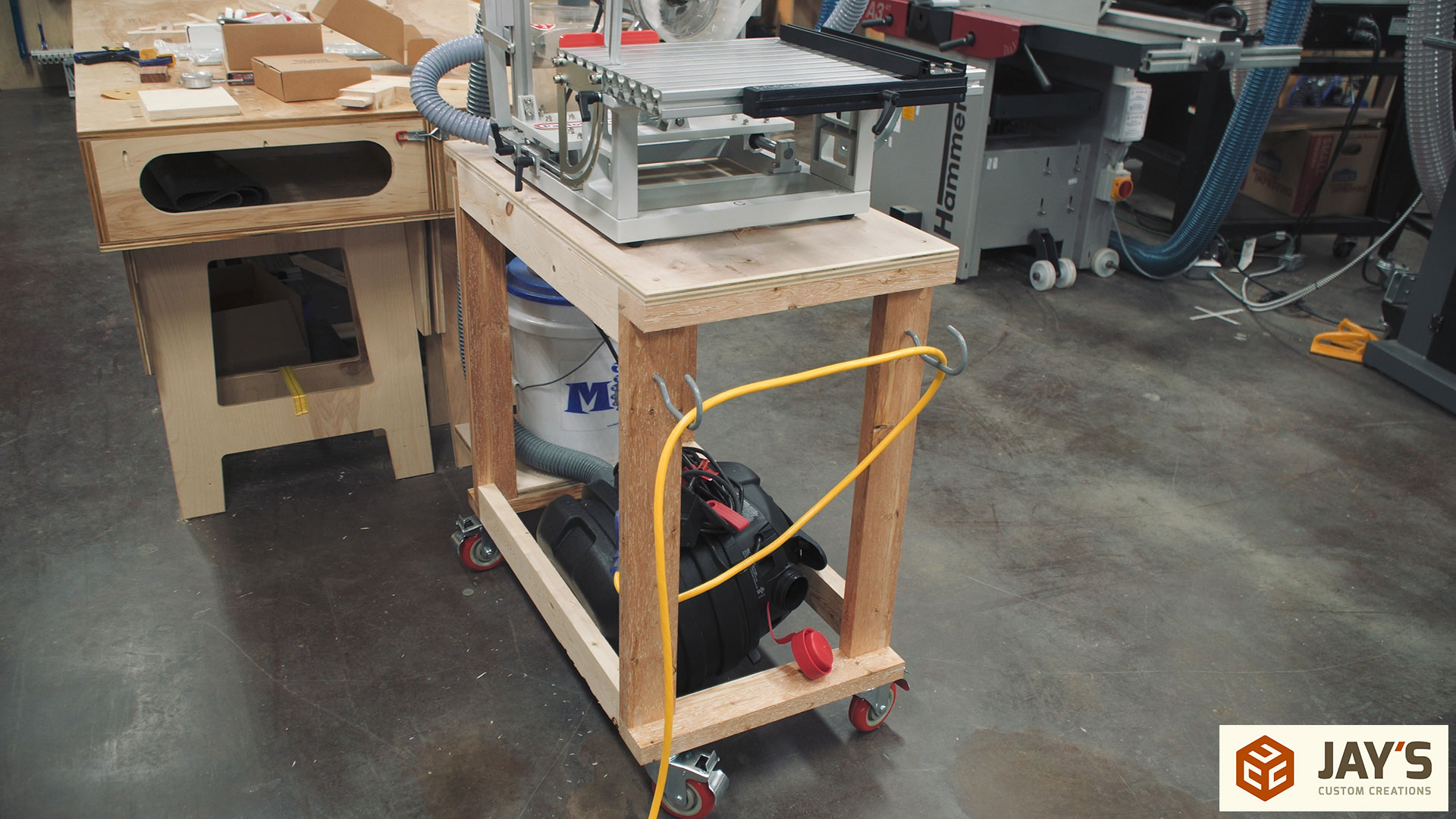
After the frame was complete I skipped forward a bit and added a few items off camera. The top panel is 3/4” plywood screwed in place. Four locking casters were used on the bottom of the cart. I found these casters from a recommendation on a YouTube video and I’m glad I did. Good performance at a competitive price.

A small plywood platform was added with two screws to the left side. This will hold the cyclone separator for the dust collection. I’ve been using this cyclone setup on my shopvac for many years and I’m still on the original bag for the shopvac. That means no clogged filters and no loss in suction as long as there is no clog in the line. If you decide to go the cyclone route use the code JAY5 to save 5% on your order.

The dust collection is provided by a 6hp, 5 gallon shopvac. The larger bucket capacity is not needed so this compact unit is great. Also, the dimensions of the cart are perfect for simply placing the shopvac in the lower area. It wedges itself into the frame and remains about 1/2” off the ground. This is great. No need for a complicated or custom holder for it. Power to the shopvac is supplied by an iSocket switch. The router and shopvac are both plugged into the iSocket. When the iSocket senses power being used by the router it supplies power to the shopvac instantly. It also keeps the shopvac running for about 5 seconds after the router shuts off to clear the dust hose. The iSocket plugs into a 25′ 12ga extension cord.

I also added a couple cheap utility hooks to the right side of the cart for the extension cord. At this point the PantoRouter can be used on the cart with the integrated dust collection.
Next up is the drawers that will be used to hold all of the accessories. The joinery for the drawers will be box joints and will be cut with these variably spaced box joint templates. In this case I pushed them all together so the spacing will be even.
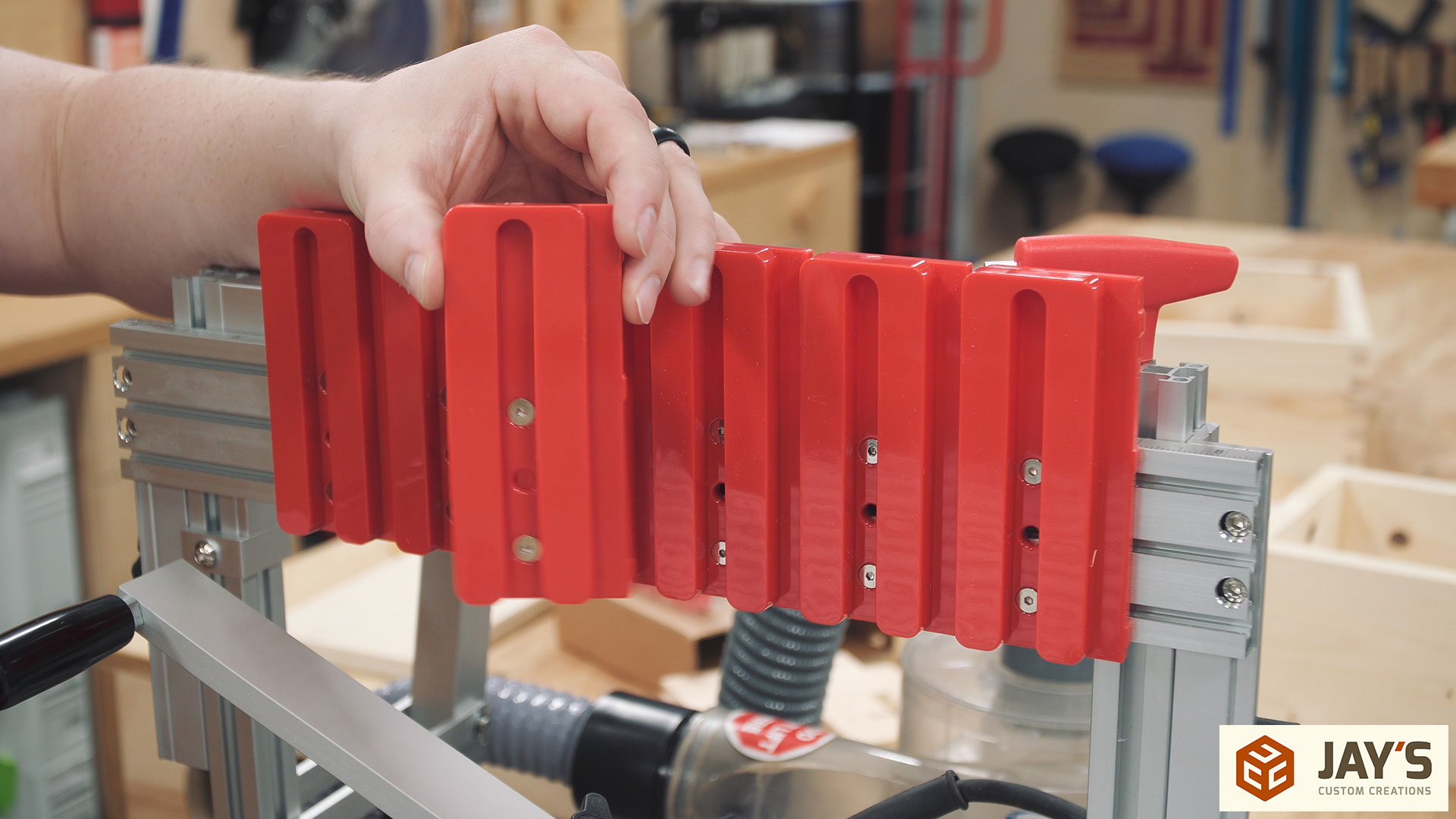
This is one of those situations where perfectly centering the templates and work pieces is not necessary. To set the fence location I have the 10mm guide bearing on the outside face of the far template and at a height so that the router bit is resting on the table surface. Then the fence is pushed to the router bit and locked down.
Setting the stops for this is pretty straight forward. The front stop is positioned so that the bit can get close to the table but not touch it. Then the plunge depth is set in reverse. You can either move the carriage back and use the scale to determine the length of the box joints or, like I did here, you can keep the carriage pushed forward and use a scrap piece of the same material between the carriage and back stop to locate the back stop. I used a scrap piece of the same thickness material which will result in box joints that are the same length as the material is thick. Some people prefer to make their box joints longer and flush them up after assembly. In this case, I didn’t.
Now the drawer stock can be milled. Because I’m working with pre-milled 1x material I didn’t worry about jointing and planing. First the pieces are crosscut at the miter saw.

One edge is jointed.

And then the final width is established at the table saw.

Now the joints can be cut. To speed up the process I clamped two pieces together to cut two at a time. Two drawers means four identical front and back pieces. Four pieces means eight ends to cut. This process is incredibly fast when batching out a lot of pieces.


One thing to note about the box joint templates are their precision. There’s a tiny amount of wiggle room for the guide bearing in the template. This means you can achieve 3 different levels of tightness with your cuts. If you cut all of your joints with the guide bearing only touching the left (or right) side of the template slots then you will remove the least amount of material and therefore have the tightest fitting joint. This can sometimes be a bad thing when using PVA glue. As the glue is applied the water in the glue will swell the joint and make the assembly process a nightmare. Another fit you can achieve is if you cut all of your pieces with the bearing touching both the left and right side of the template slots. Left on the way down and right on the way up. Or vice versa. This will result in the maximum amount of material being removed and the loosest joint possible with this setup. The third fit you can achieve is to cut half of the joint with the bearing only touching one side of the template and the other half of the joint with the bearing touching both sides of the template. I planned on using hide glue for the drawers and I’m using soft wood so I was OK with the tightest possible result.
One more thing to note about these box joint templates is the stopped slot on the inside. This is so you don’t accidentally hit the wrong slot when cutting 1/2” box joints. If you enter the slots from above you will only access the slots to make 1/2” box joints with a 1/2” router bit. If you enter the slots from below you will access all of the slots which will result in perfect 1/4” box joints with a 1/4” router bit.

At this point half of the joints have been cut. To cut the other half the fence needs to be moved by the exact diameter of the router bit. One really convenient spacer that we probably all have access to is drill bits. My 1/2” drill bit is exactly .499” when measured with my calipers. That’s definitely close enough to use as a 1/2” spacer. I’ve used drill bits as a spacer block in the past but I’m not really fond of keeping a chunk of metal on the table. In this case I decided to shift the fence by 1/2” instead.


My solution to shifting the fence precisely is to use a dial indicator. The one I’m using here is just screwed to a piece of plywood and then clamped to the table. A block is clamped to the fence to elevate the reference surface for the dial indicator. With the dial indicator set to .000” it’s very easy to move the fence an exact .500”

Then the other half of the joint is cut the exact same way. Rinse and repeat for the rest of the boards. Again, this is an extremely fast way to make precise joints over and over and over and over.


Here’s a quick tip for applying glue to box joints. Clamp the boards together so the joinery lines up and you can quickly apply glue to multiple joints at once. And if you can get all four together you will only have to do this twice before assembling the joint.

The joints are tight enough that clamps are only used if needed to close the joint. After that the clamps can be removed and the drawer diagonals are measured for square before letting them sit undisturbed.

After the glue has had time to cure a small amount of clean up done with a hand plane. I like to use my old #5 with a slightly aggressive cut to clean an area quickly and then follow up with my #4-1/2 smoother for a few quick smoothing passes. It’s amazing at how fast a perfectly smooth surface can be achieved without sandpaper.


I didn’t want anything sticking out from the front of the machine so I chose to go with an integrated drawer pull. To cut them I clamped the drawers together with the top edges facing on another and the drawer fronts facing down.

Then with a spacer block behind the drawer fronts a forstner bit is used to cut a half circle on the top edge of both drawer fronts at the same time.

To ease the edges of the drawer pull I used a 1/8” roundover bit in my trim router. Since getting my first 1/8” roundover bit a year or so ago it’s quickly become my second most used router bit that I have, only second to my big flush trim bit. I use this on nearly every project. It’s a quick and easy way to break an edge while still maintaining a square appearance. I’m doing some work for Bits&Bits who adds an Astra coating to their bits for longer life. Check them out, pick up one of these bits if you’re interested, and use the code JAYBATES at checkout for 10% off.



Now the drawers are ready for bottoms. I used MDF core 1/4” plywood. These are pretty large drawers but the 1/4” material is plenty strong enough for this application. Gluing the bottoms directly to the drawers at the same time makes quick work of the glue up. The bottoms are oversized to be trimmed flush later.


And here’s the most used router bit I own. After the glue dries on the drawer bottoms they are flush trimmed with the drawer sides.


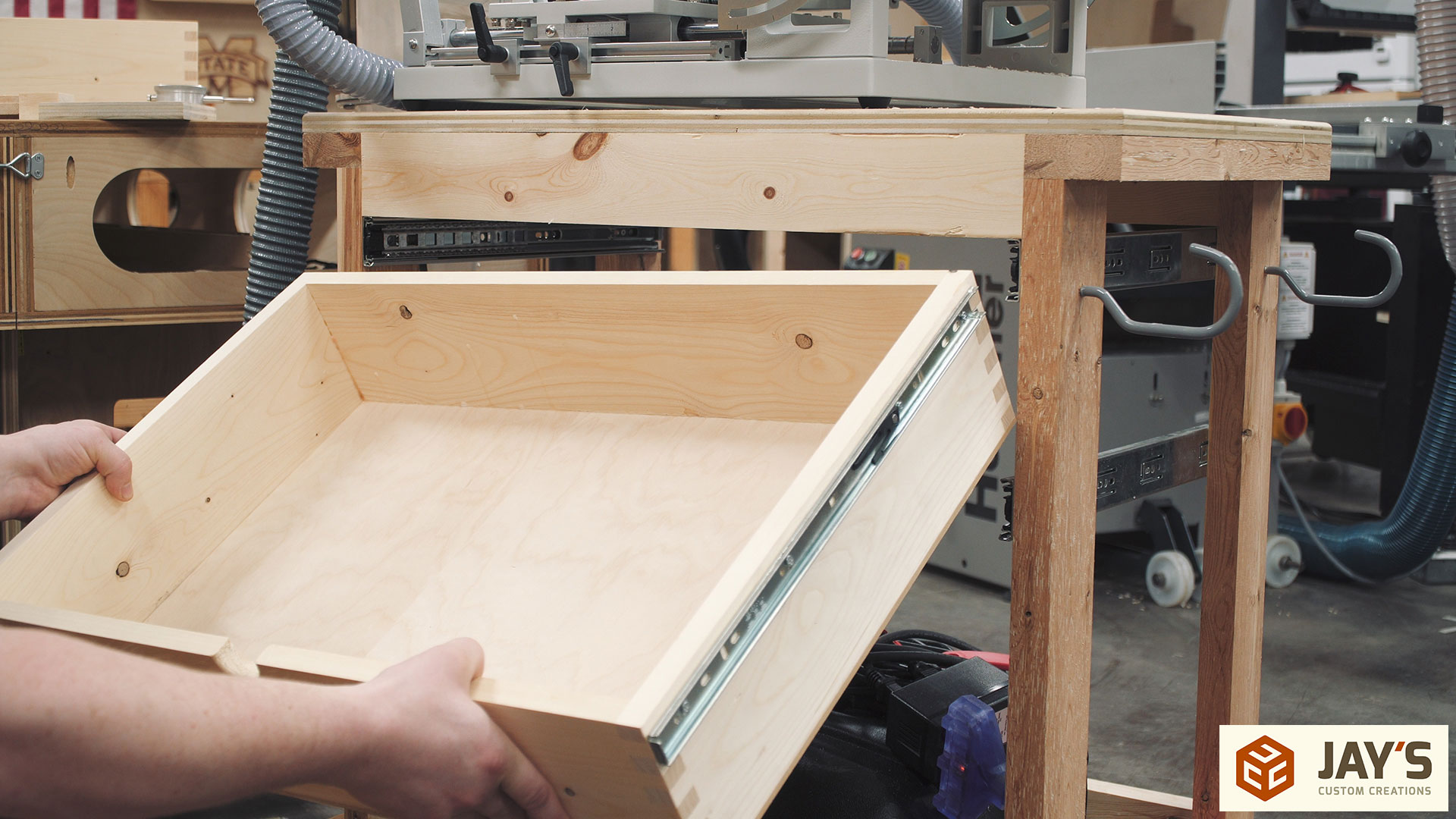
Drawer slide installation is crazy easy. Because the drawer pulls are at the top of the drawer front I wanted the drawer slides to be at the top of the drawer as well. This keeps the lateral force applied and the sliding action in the same plane. I want a 1/4” gap above the top drawer in the cart. This is easily achieved by flipping the drawer upside down on top of a 1/4” shim. Then the center part of the drawer slide is attached to the drawer box. For installation I can separate the drawer slides and mount the larger part flush with the inside top of the cart. Then a couple spacers will locate the lower drawer slide for the same even spacing.


And here’s where I made a huge mistake. I completely forgot to reduce the drawer width by 1” due to the drawer slides. Man what a dumb mistake. Neither drawer was usable.
Fast forward a bit and I got two more drawers built out of poplar and mounted them to the case. I got carried away with making the replacement drawers that I forgot to document mounting the drawers in the case. After that I wanted to add some dust protection to the exposed drawer slides so a small piece of scrap plywood was secured to the drawer slides only.


Here’s a handy tip. Wrap your cords in alternating directions. If you simply wrap your cord in the same loop direction every time you’re increasing the odds of the cord being tangled when you try to use it. That’s because it’s making the same left or right turn over and over and over. In a situation like with this cart I wrapped the cord in a top-down direction on both sides. This forms a figure 8 and greatly reduces the likelihood of the cord getting tangled. Adopt this method on your household vacuum cleaner and you’ll be a happier person :)

Inside the bottom drawer will be all of the odds and ends stuff that I might use with the machine. Low priority stuff and general storage. No organization necessary in my opinion.

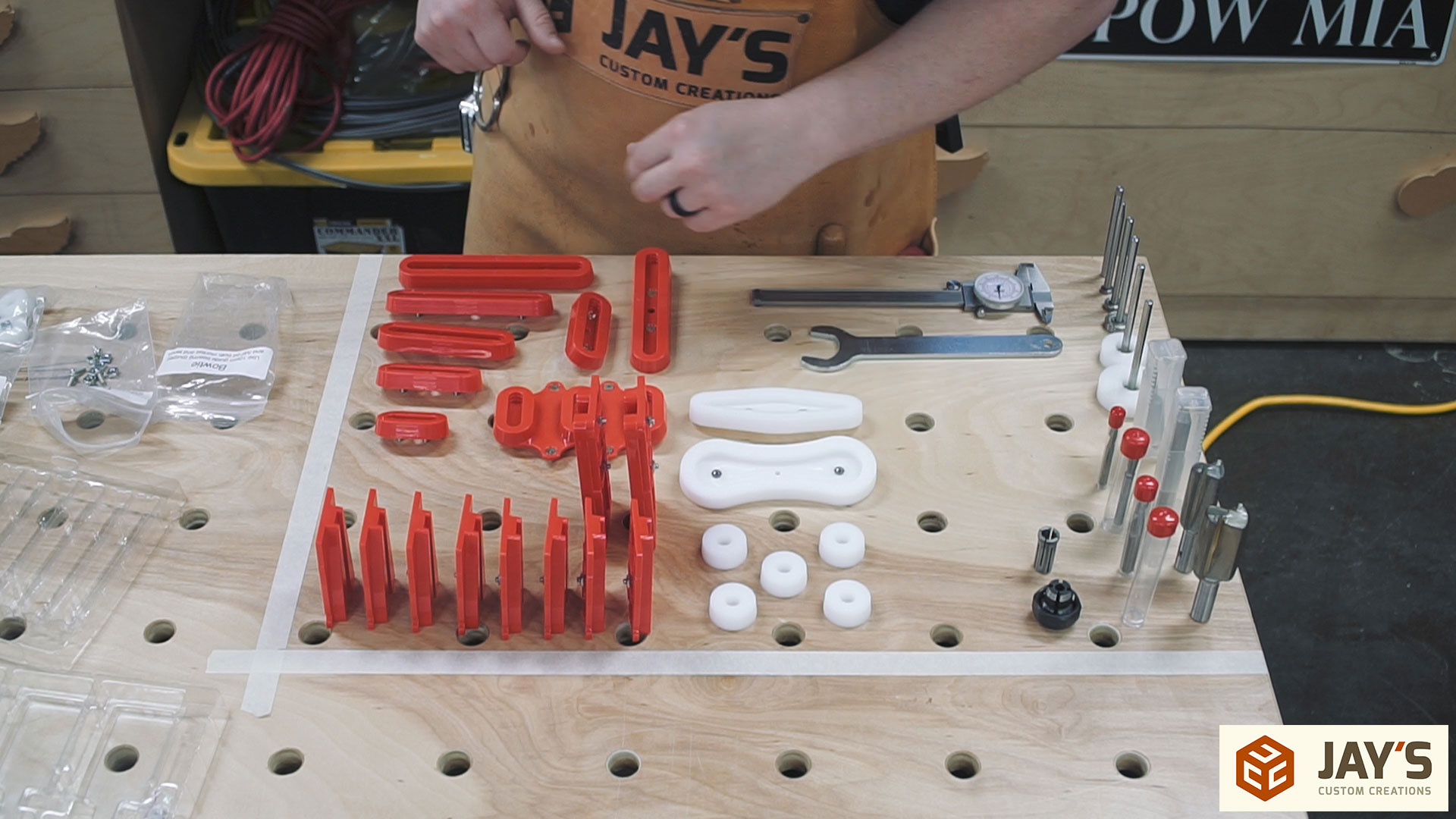
The top drawer is where organization is a must. This is where all of the bits, bearings, templates, and tools will live. There’s a LOT of accessories for this machine and keeping them all organized will greatly increase peace of mind and time efficiency using the machine. My plan was to use Kaizen foam to easily create pockets for everything. And that’s my recommendation for anyone out there who wants to make one of these carts. However, it’s a more economical solution for me to not purchase the foam and instead use a piece of plywood on my CNC machine to achieve the same results. So that’s what I did. If you purchase the set of plans for this cart you will also get the CNC file and vector image that you can go by to either make your own foam insert or hire a CNC shop to cut one.

To make the the insert I taped off a section of the work table equal to the interior dimension of the drawer. Then everything was mixed and matched and moved around until a layout I liked was determined. From there I took a picture and traced over everything, using the proper dimensions, in SketchUp.
Then the CNC makes precise work out of it.

Here’s another tip. Test the fit of all the holders before moving the material on the CNC machine. That way any adjustments can quickly be made while maintaining the precision.

And here it is complete. It’s a complete joinery station 100% setup and ready to go at all times. The dust collection is efficient and powerful. All the necessary items can be accessed without moving. And it can be rolled out of the way when not in use and quickly moved around the shop as necessary.









{kind=link}
Now you can make a new cart to fit the drawers!
haha YES!!
Shop apprentice should have noticed the drawers where too wide.
Shop apprentice is always caffeinated and hard to control.
Thanks for the advice on wrapping the cord. Makes sense and i’m going to use that.
I am in the middle of making an outfeed/assembly table and putting drawers in it. I did something similar, I did account for the 1″ for the pulls, but I did not account for the 1/2″ bottoms that was glued and screwed to the drawer frames. My fix was a little easier as I didn’t have to remake the drawers, just had to cut 1/2″ off the top of the drawers, which was a little tricky as I don’t have the table saw yet, I am using a Festool tracksaw.
Nice build Jay I really like this machine and how precise it is. great work on the cart and video edit
Great video, but I have a question. Could you have just used hardwood cleats instead of the drawer pulls and used the oversized drawers?
Looks great Jay. I’ve been looking for an anniversary present for my wife to give to me. (lol) Currently on the pantorouter website, there is a $200 off coupon when you buy the Pantorouter ProPack like what you have. So, thanks to you, I’m getting a kickass anniversary present!!
Thanks Jay!!
Pretty sweet machine, Jay.
Your spatial awareness is amazing; makes my head hurt.
I always love the “twin” Jay in your videos.
Great build Jay! Any plans for the old Panta router?
Yes. It’s up for grabs in the next giveaway. Details soon..
Great video. Thanks. Dovetail’s next?
Thanks for the excellent demonstration of using a pantorouter – made me interested in acquiring one.
I enjoyed watching this video for both the build and learning what a pantorouter can do. I can see one appearing in my future. I appreciate your explainI guess when errors happen and your humour in accepting that these things happen to us all.
RE the too wide drawer – Why not just break out your table saw DADO blades and cut a 1/2 inch slot on both sides for the drawer glides – the sides of the drawers were definitely wide enough. I’ve had to use this trick once or twice, and it even works on 3/4 plywood – though there isn’t a whole lot to screw into after you are done.
Thinking about your specific scenario a bit more, dado blades on the table saw would make the front look ugly since you don’t have a separate face board, but you could probably use a router and set up a stop block 1/4 inch back, and then just mount the cabinet side of the glides further in.
Nice video Jay.
Not one person on YouTube would’ve shown the drawer mistake. Glad to see you’re keeping it real.
Nice organizational project, Jay~! I’ve seen you and a couple of others using the Pantorouter and I’m very impressed with what it produces. Maybe one day if the budget allows…
Anyway, this didn’t feel like a 42 minute video. You keep it interesting & funny and I’m always engaged in whatever you’re doing. Thanks~!
Good job Jay, but I don’t have the room for a machine that bulky in my tiny shop.
Great job Jay. This user video is far better than a commercial promotion ad by the manufacturer of the tool. Your explanation of the set ups are clear and uncomplicated. You take the mystery out of using it and make it a must have addition to a shop. Love the publicizing the drawer error. Been there done that lol. You’ll have to resize a future project that requires drawers to incorporate these drawers,
Thanks for the video.
Great video showing the capability of the PantoRouter.
Not to say that the dial indicator is not useful, but you could have use the 1/2″ drill bit to space the board over. Then clamp the board, remove the bit, re-position the fence against the board.
Great video Jay. I’ve been toying around the idea of a panto router for some time. Very persuading video
I really liked how you built the frame of the cart. I was thinking, would a frame like that be practicable in building a flip top cart? Being a flip top you wouldn’t be able to have the top runners which I see really adds strength and prevents any racking, but as most flip tops are made with 3/4″ plywood as the sides, I would think that sold wood with the mortise and tenon joinery would be more than strong enough. My main thought is about the racking, would the M & T joinery be strong enough to prevent it? Of course I don’t have a Pantorouter (maybe in the future), but I do have a mortiser (still in the box). Anyone with any thoughts on this.