This project has since been completed. Here are the links to all parts of this build:
Fustion 360: Designing the project
Part 1: Case construction
Part 2: The base
Part 3: The details, assembly, and finish
Part 4: The drawers
Project Plans: Click here
This coffee table is a two species design. The top case is made from African mahogany and the entire base and future drawers are all made from ambrosia maple.
Like always, my lumber milling process starts by laying out each part on the rough sawn boards.

And then crosscutting them to a rough length of a little bit longer than final dimensions at my miter saw station. As these boards are cut you can really see how deep the ambrosia streaking is. Truly beautiful wood.


Next up for this batch is to rip the pieces to rough width. Normally I’d use the bandsaw for ripping rough sawn lumber because if the board has any major cup, bow, or twist you can end up removing some of the supporting material with the cut which can cause the board to shift into the blade. On a bandsaw it’s not that big of a deal but on a table saw it can sometimes cause a dangerous situation with kickback. In this case the board was flat enough to use the table saw and in my shop it’s always more convenient.

While cutting I felt the boards shift slightly, releasing tension in the wood so I stopped here for the day and let the boards sit overnight.

The next day I milled the leg pieces down to their final thickness and width starting by milling two adjacent faces flat and square to one another at the jointer.

Followed by milling them to their final thickness at the planer. These leg pieces are square so the thickness is the same in both directions.

When selecting material for table legs or corners where two adjacent faces will be visible at the same time it’s best to select rift sawn lumber (lumber that has the grain close to 45 degrees to all adjacent faces when looking at the end grain). However, I just wasn’t feeling it with the rift sawn sections I had. The ambrosia streaking wasn’t really strong in those areas so I decided to just go for the areas with the highest concentration of ambrosia streaking. The result was four blanks that are primarily flat sawn or quartersawn depending on what side you look from. My thinking was that in this case it is acceptable because the ambrosia streaking is what will really stand out and grab the attention of your eyes. The difference between the flat sawn and quarter sawn grain of the maple will be secondary.

A couple of the pieces had a soft spot here and there in the streaking so I used an awl and my marking knife to dig out the loose material. It’s important to do this because all of that soft material can easily flake away or peel off down the road even after finish is applied. I found that out the hard way with a project I completed several years ago that had a stain applied to it. The soft spot flaked away and revealed some wood where the stain hadn’t penetrated.

Then the legs were cut to their final length.

And this is the final grain appearance of the legs. I think the vast majority of people won’t let their eyes past the ambrosia streaking to see the quarter sawn vs flat sawn grain.

There’s four legs and each leg gets two through mortises which means eight through mortises total. I went ahead and laid out the start and stop location of each of these with just a pencil and then drew a blue line between each set to have a clear visual guide to know where each mortise goes at first glance.

To hog out the majority of the mortise waste as well as establish clean side walls of the mortise I chose to use my plunge router with a 1/2” spiral up-cut bit. A few years ago I made a universal edge guide attachment for a router that makes mortises really easy.

Making the mortises is pretty simple. I have the router depth set to go slightly more than halfway through the leg piece. To achieve a through mortise the cut needs to be made from both of the opposite faces. I’ve got the fence on the base set so that the router bit is slightly off-center on the leg piece which means making a pass from each side will result in a perfectly centered mortise. You can also see another leg blank underneath the dust collection side of the router base for extra support.

I’ve used this router setup to make mortises a couple dozen times. It’s easy and effective. But I’ve only used it with a 1/2” router bit a couple of times. This time…I made a mistake. Normally I make a full depth cut at the start and stop locations of the mortise before removing the material in the middle. This gives a dead space that provides an audio as well as tactile feedback to let you know you’ve reached the end of the mortise when you lose visibility of the stop location. It’s a technique I learned from others and have always used. The problem I had was that I was using a 1/2” diameter up-cut bit and the router was set to it’s slowest speed….which caused the bit to grab uncontrollably. I don’t think the grab would have occurred if the router was running at full speed or if a 1/4” bit were used. Either way, it caused too much damage to use that leg. Luckily I had another offcut that was really close to the size I needed and the planer height was still set for the final thickness of the leg so I went ahead and made another real quick. This is why so many people plan for an extra leg when making tables ;)

With the bulk of the mortises cut I used a combination square and a marking knife to establish the short edges of each of the mortises making sure they were all the same distance from the top of each leg.

Then each of the mortises were squared off with a chisel. I’m not sure why but I felt like this process was the longest by far on the base construction. Even with removing the bulk of the waste with a router it just felt like this step never ended…


The next day I finished milling the rail pieces to their final thickness. I also made sure to mill an additional scrap piece to the same thickness as the rails so that it can be used as a setup block. And then cut them to their final length at the table saw. I noticed a little inconsistency when cutting the legs to their final length with my miter saw so for these I used a crosscut sled at the table saw as it’s always been more accurate.



On to the tenons! My method of choice is for tenons has always been use a dado stack in the table saw. It’s much more precise than using my bandsaw and I find it to be easier to set up and dial in than using a regular tenon jig. Quick and easy.

I have a quick routine that I go through every time I crosscut with the dado stack. First, install a sacrificial fence and always, always, ALWAYS resquare the miter gauge to the saw fence.

Then make a cut through the sacrificial fence a little bit higher than what you will need.

Then drill a hole above the slot in the fence and secure a sacrificial board that is thicker than the dado stack in line and centered with the dado stack.

This quick setup creates a dust shroud to direct most of the waste into the table so it’s not being thrown at you or all over the shop and it also fully encases the blade as you are making the cut which is never a bad thing in regards to safety.

Now a test block can be used to dial in the height of the dado stack. Normally I’d go for a tight fit right off the saw but in this case my objective was to make the tenons just a tiny bit too thick at first. Because they are through tenons and will be visible I didn’t want to take any chances and wanted to do the final fitting with a rabbeting plane.

Then the fence is set to determine the length of each tenon.

And with this setup every one of the tenons can be cut. This setup establishes the thickness of the tenons.

A different setup is needed for the height, or width, of the short rail tenons. The dado stack was lowered and these were cut next.


The process was repeated for the rest of the tenon cuts finishing with the top of the long rails. Because the long rails are going to stick up higher than the legs the tenon is cut so that it is offset to one side.


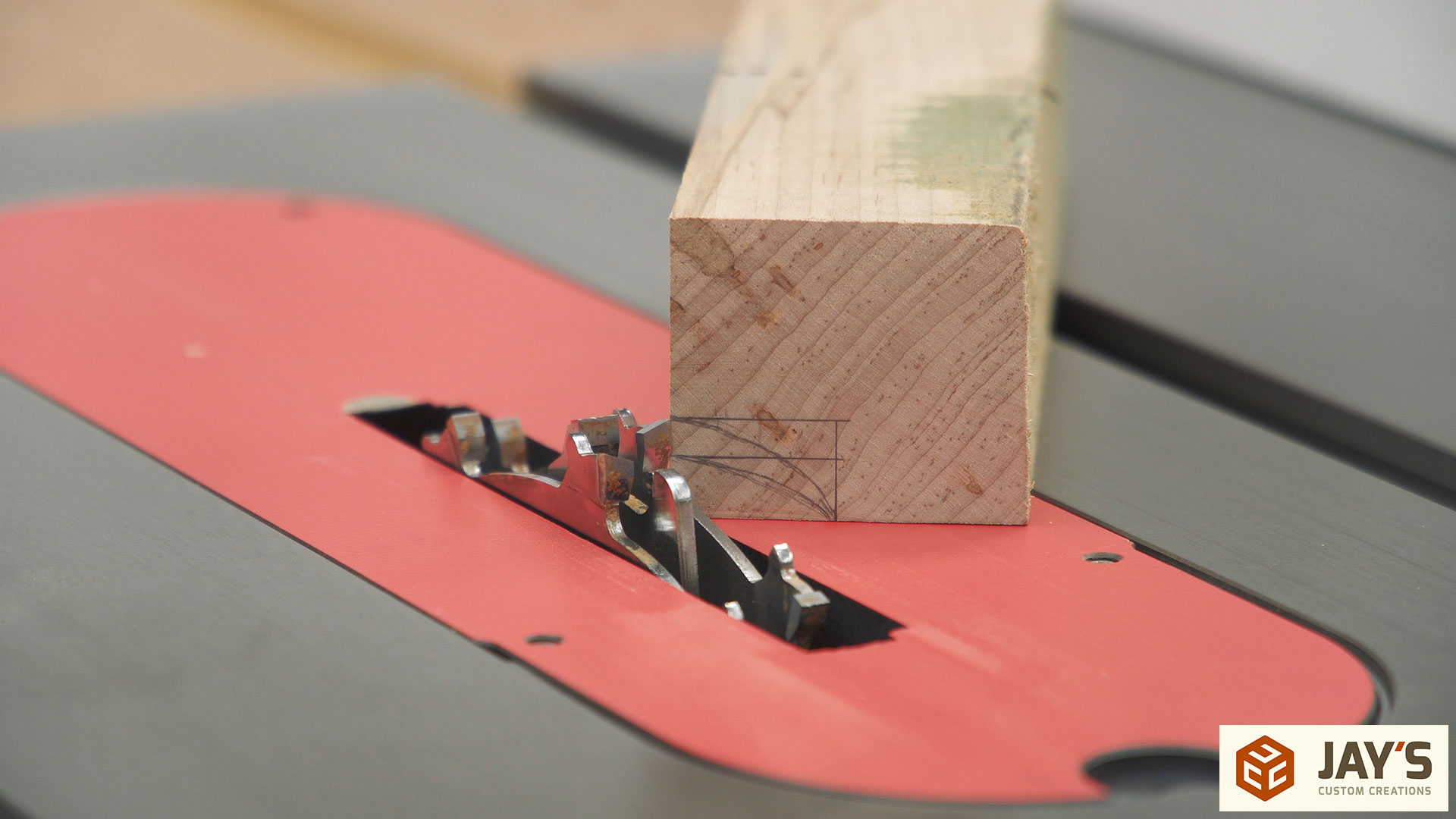
I wanted to do all of the rail shaping before fitting the tenons so next up is the long rail cove cut on the table saw. Here is an end grain diagram that I drew for reference and to be used as a setup block. This is drawn in the orientation that it will be on the completed project which is 90 degrees to the table saw surface as it will be cut so bear with me on the terminology. My initial cove layout had a rise of 3/8” and a run of 1” but after looking at it drawn to scale I thought it would be interesting to play around with the dimensions and make the cove larger so I drew it again with twice as much rise. As you will see in just a bit I ended up sticking with my original dimensions.

Now on to setting up the saw. I find that using a dado stack for the cove leaves a smoother cut but a regular saw blade can be used as well. First the blade height is set to the rise dimension.
Then the front of the cut is marked on the insert plate.
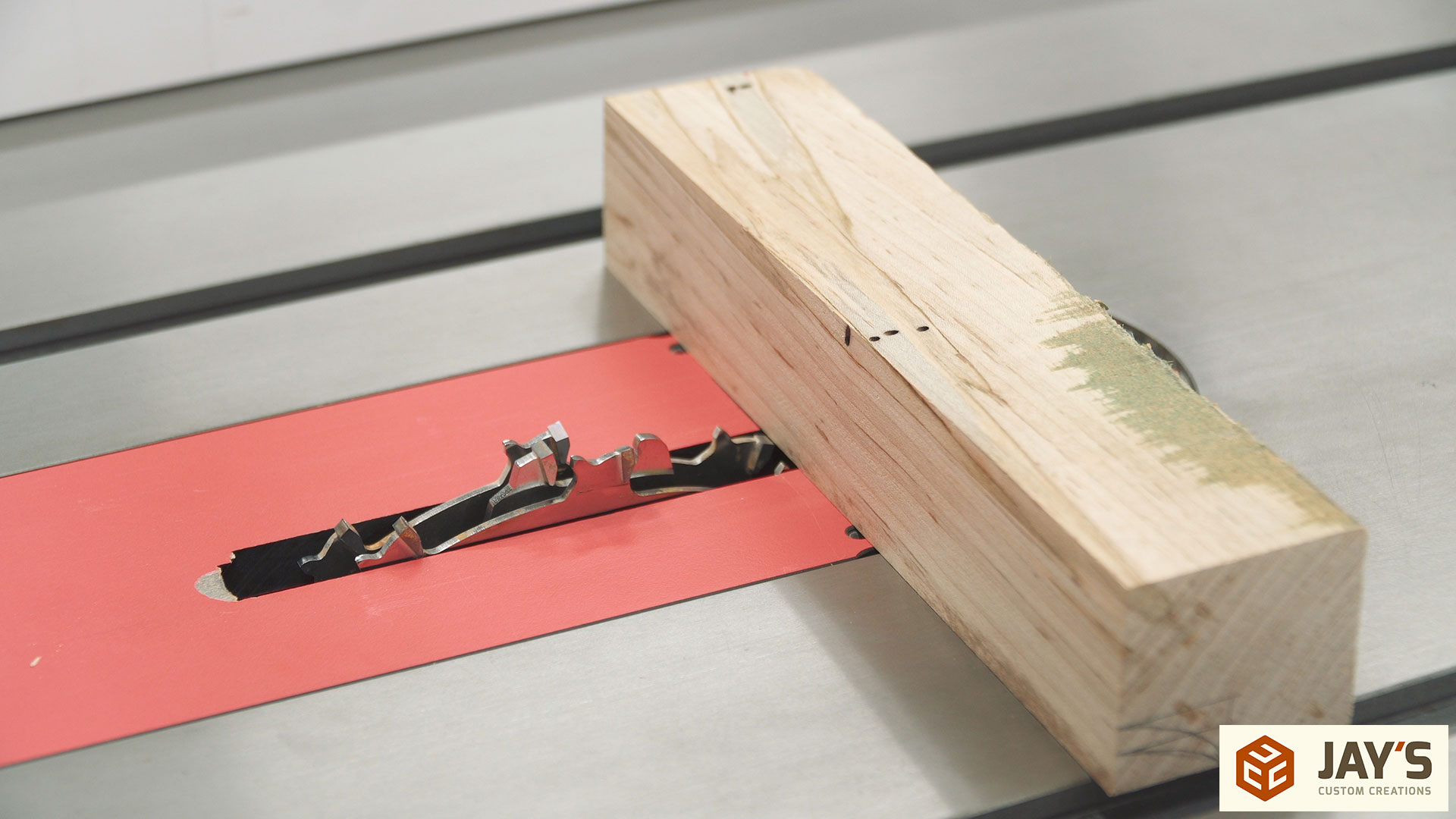
Then the center of the blade is marked on the insert plate. If you have a zero clearance insert just divide the opening in half.

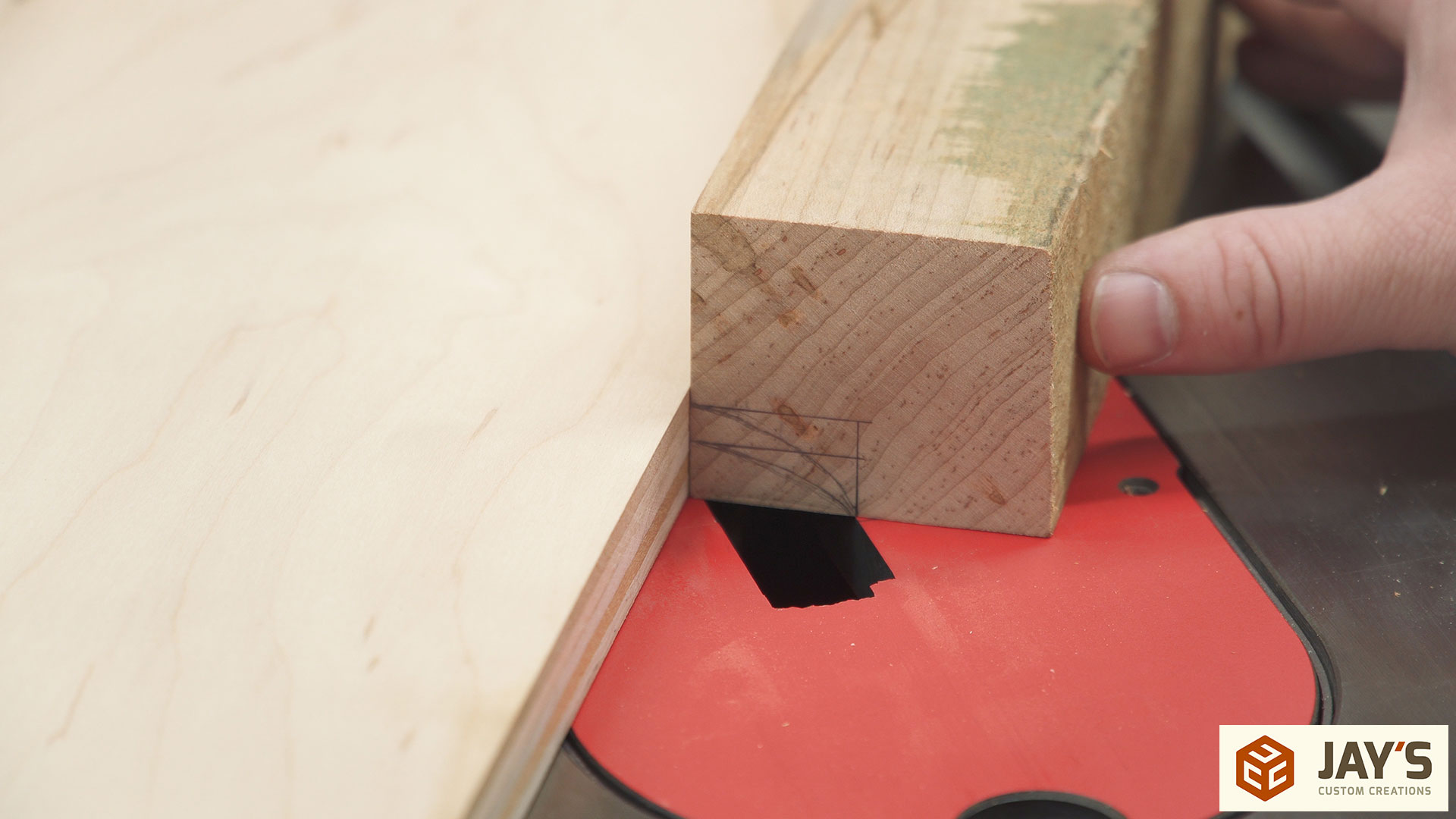
Then use your setup block as shown to find the approximate fence angle. The right side of the end grain diagram pivots on the front mark until the left edge intersects the center line. Both reference points on the right side of the blade opening. My opening wasn’t quite a perfect zero clearance with my dado stack so I shifted both points to the left by about 1/16”. Regardless though, this will give you the starting position for your cove.

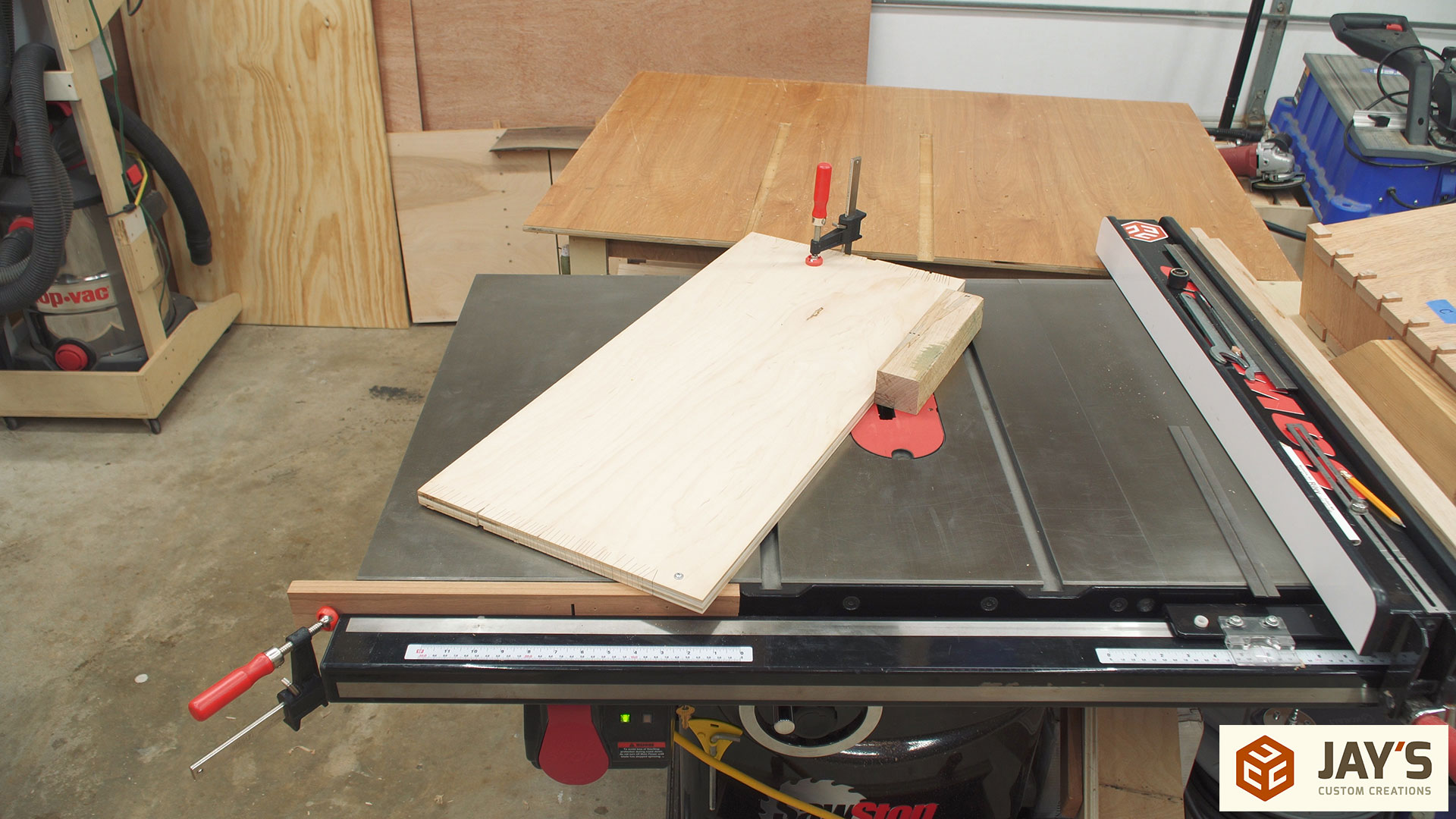
This is my fence setup. A piece of plywood clamped to the back of the saw and screwed to a board that was a snug fit in the front rail which was also clamped in place.
Here you can better see the starting position of the fence and how it was determined with the setup block and reference lines.

I say starting position because you can easily play around with the angle a bit to tweak the radius and location of the cove while still maintaining the same rise and run. That’s exactly what I did with a few scrap blocks and held them under the top case to see how they looked.

This is how chewed up my fence ended up looking. You can modify the cove radius and position while keeping the rise and run the same by pivoting on the front reference mark at the right side of the blade and rotating the fence clockwise to get a cove with a radius closer to the radius of the saw blade OR pivot the fence counter-clockwise to get a cove with a radius much smaller. If you keep the run distance, or the distance from the fence to the pivot point, the same while going in this direction it will also push the cove to one side of the run direction.

Here are some examples of what I’m talking about. The left cove on the far right board was cut with the fence pivoted clockwise and you can see the radius is the largest. When holding this piece under the case it felt like the cove was not easily identifiable. Almost like it was just a simple angled face. The cove on the far left is the one I went with. It still has the same rise and run but because I pivoted the fence counterclockwise the radius is smaller and it is offset to one side of the run direction. Also, if this was cut with a single table saw blade the other half of the cove would probably be cut in this case but because a dado stack was used so the width of the stack created a flat spot instead.

With the setup complete the cove can be cut on the actual long rails. There’s something really satisfying about making a curved cut on a tool that specializes in straight cuts.


The primary coves turned out great and to make them kinda flow around the upper part of the rail I cut another cove into a template and transferred that to the back of both sides of each long rail.

And cut away the bulk of the waste with the bandsaw.

These coves were cleaned up by hand starting with 80 grit paper wrapped around a mini baseball bat and moving all the way up to 320 grit.

The final dimension and shape of all the rails are established at this point. Time to fit the tenons. I used a shoulder plane to establish a clean shoulder all the way around the tenon, a chisel to undercut the shoulder near the base of the tenon just slightly to provide a little room for glue squeezeout, and then a rabbeting block plane to trim the tenon cheeks to a perfect fit.



The result was a nice tight-fitting through tenon. Rinse and repeat for all 8 tenons.



Up until now all of the joints were labeled on the outside. These will obviously be removed when everything is sanded so once each joint was fitted the tenon and inside of the mortise were labeled to verify they go back together in the same orientation.

The final touch before a complete dry assembly was to add a chamfer to the top and bottom of each leg. This was quick and easy at my router table with a sacrificial push block.


Adding a chamfer really finishes off the legs. On top it makes the ambrosia streaking flow better from the face to the end grain and the chamfers on bottom add a nice shadow line to make the piece have a slightly lighter or more of a floating feel.


Finally the first full dry assembly of the base…





And one shot with the top sitting in place. That’s where I’m going to leave this one. In the next video I’ll disassemble everything, surface prep, apply the initial finish, determine any last-minute adjustments to the tenons like possible wedges, assemble, complete the final chamfers on the dovetails and tenons, and then complete the finishing stage.




{kind=link}
Jay, thanks so much for your work. Your videos are always interesting and rewarding for me to watch.
You’re very welcome, James. Thank you.
Awesome! I have been watching your video’s for a long time and it they are both inspirational and educational.
Thanks for the feedback, Joe. I appreciate it.
This project is coming along very nicely. The cove has come up very well, I’ll have to try that one day.
Looking forward to the next step to see what you do where the soft material was removed.
Jay, the precision of your work, your attention to detail, and the clarity of your explanation are remarkable/phenomenal. Major kudos for a job quite well done.
Thousands of us look forward to each of your presentations. Keep it up, sir!
Thank you very much!
Excellent!! Thanks Jay.
Jay, how do you like that Wonder Dog?
Love it. I ended up buying two. One for each bench.
Nice piece. You might want to bevel the ends of the through tenons – or might not. I like the look on a sofa table I made but not sure if it fits this piece or not.
That was the plan.
Very nice work. You may inspire me to try some hand cut work as well. By the way, are your identical twins, or triplets, don’t seem to work as hard as you.
What a beautiful piece of work! Can’t wait to see it all finished. Thanks for the detailed written explanations and the great video. This project is way over my head at this point, but with the help of your video, who knows?
Thanks for the inspiration!
Very cool and detailed description. Extremely intricate and something I wouldn’t be able to do with my primitive tools. But great information and I wish you a lot of success. You’re obviously a very talented young man!
Been following your videos ever since i found your website, like your clear explanation also the lack of loud music which is annoying especially when a person is explaining a procedure.